加工中心啄式钻孔编程
一、使用范围及结构特点
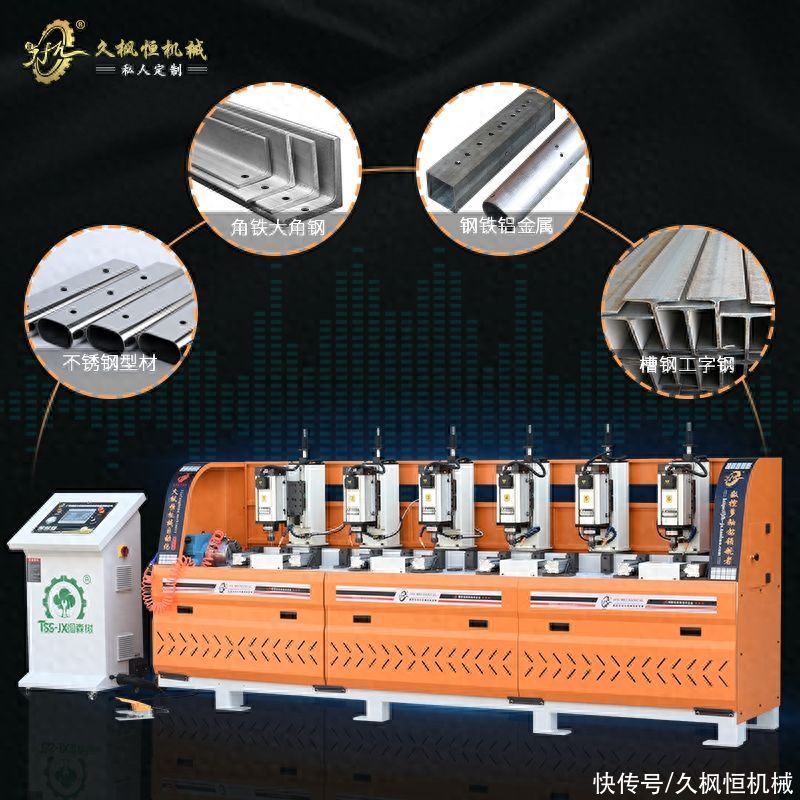
JFH-T06-L3000自动旋转6头自动钻广泛应用于:金属护栏、防撞设施、绿化工程、家具金属制品、户外帐篷、文具行业报刊展示架、工业铝合金型材、空调制冷、新能源汽车配件、航空制造、轮船平台玻璃钢行业、楼房建筑、铝门窗行业、模具行业、五金电器、农机配件、高铁行业、塑钢制品、建筑装饰、等各行各业的自动钻孔,是最常用的多孔钻床设备之一。
本机采用符合国际标准的技术,具有快速高效率、自动化程度高、孔壁光滑、定位准确、安全可靠、操作简单等优点。
二、主要用途
该机床专为长条型镀锌钢铁金属防护拦管材、角铁、槽钢、大角钢、工字钢钻孔设计制造,整机立式结构,配套6组钻孔动力头。6个孔眼可一次性同时钻出,可加工工件最长3000MM,可钻孔直径2-16MM,钻孔深度可调节,采用数控触摸屏控制钻孔动力头转动工作,可单独钻出1个或同时联动钻出6个钻眼,每个孔之间孔距离可按需左右移动每组钻孔动力头调节,最小间距170MM;配套定位靠山压料装置,保证规格50,76,102 mm管径快速装夹,接电通气即可使用,配套一键启停开关,一键式锁定松开快速气动锁紧夹料装置,圆形管材每次自动旋转180度,一次装夹,节省钻大口径进刀时间,实现快速将两面对穿孔眼自动钻出。傻瓜式全自动化,操作简单,节省人力成本,方便安全!
有效解决薄形金属管材冲孔变形、冲孔机每次只能冲出一个孔、简易钻孔机钻孔变椭圆、圆度不够、两面穿孔不能一次性钻出、背面有毛刺及采用CNC加工中心效率低、成本高的难题。



卫股炒2420FANUC系统数控车的编程指令及其指令格式 -
宰砍万15277709222 ______ 1. 直接用刀具试切对刀 1.用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里. 2.用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里. 2. 用G...
卫股炒2420求一个发那科加工中心自带打孔程序的详细介绍(8888) -
宰砍万15277709222 ______ G81是一般孔的钻孔加工固定循环 G81 X_ Y_ Z_ R_ F_; G82是沉孔的钻孔加工固定循环,在孔底有暂停,可以得到准确的孔深尺寸,表面更光滑 G81 X_ Y_ Z_ R_ P_ F_; G83是深孔啄钻的钻孔加工固定循环,每次刀具间歇进给后退至R点,可以把切屑带出孔外 G83 X_ Y_ Z_ R_ Q_ F_; G85是铰孔的钻孔加工固定循环,动作和G81类似,但返回行程中,从Z到R段为切削进给,以保证孔壁的光滑 G85 X_ Y_ Z_ R_ F_;
卫股炒2420详细的求一条打孔程序!不要宏程序!谢谢! -
宰砍万15277709222 ______ G00 G90 G54 X0 Y0 M03 Sxx G00 G43 Z100 H1 G98 G83 X0 Y0 z-xx R5. Q3 M8 Xxx Yxx;...;G80 M09 G00 G28 Y0 Z100 M05 M30 这个是啄式钻孔循环
卫股炒2420用数控铣床铣一个直径2.5的孔,用多大的铣刀,怎么样的铣刀,和怎么编程,谢谢 -
宰砍万15277709222 ______ 直径2.5的孔建议用2.5的钻头直接钻 铣刀铣2.5的孔是有一定难度的,可以直接钻下去,按钻孔的程序来编程就可以了. 希望我的回答可以帮到你,祝你工作顺心如意.
卫股炒2420加工中心镗孔具体怎么操作,能说明下步骤吗,还有镗孔编程怎么编,我用CIM IT 的
宰砍万15277709222 ______ 果你用的是BT40主轴的机床,那有以下几步. 一.预钻孔,舍弃式42左右的钻头先下,. 二.粗镗刀,分3刀到69.8,.代码G86 Z-161. R2. F随你 三.倒角,.走插补, G2 或者 G3 四.精镗,. G76 Z-160.5 R2. Q0.15 F120-F200左右. Q为让刀量, 精镗刀需要找对方向.M19后装刀. 望采纳..
卫股炒2420华中数控世纪星啄钻孔加工循环是什么指令? -
宰砍万15277709222 ______ 有深孔、浅空加个的好几个指令,你找本华中的编程书看看.
卫股炒2420关于数控加工中心编程!(G代码编程) -
宰砍万15277709222 ______ 个人感觉钻孔跟铣轮廓先后顺序没什么影响吧,有孔的哪个面是不需要铣的吧 钻孔深度跟材料有关系吧,如果是金属的话,建议啄钻,深度不超过5mm 程序中换刀部分代码一般是T1 M06,具体根据刀具号不定 这两个路径可以用一个加工点啊,加工前对下刀就好了啊
卫股炒2420cnc编程代码? -
宰砍万15277709222 ______ 关于 M 指令和 G 代码 M03 主轴正转 M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止 M10 M14 .M08 主轴切削液开 M11 M15主轴切削液停 M25 托盘上升 M85工件计数器加一个 M19主轴定位 M99 循环所以程式 G 代码 ...
卫股炒2420广东数控铣床的编程的指令代码? -
宰砍万15277709222 ______ G00 快速点定位 G01 直线插补 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 暂停 G05.1 预读处理控制 G07.1 圆柱插补 G08 预读处理控制 G09 准确停止 G10 可编程数据输入 G11 可编程数据输入 G15 极坐标取消 G16 极坐标指令 G17 选择XY...