厚铁板切割最快方法
\n \n
\n
\n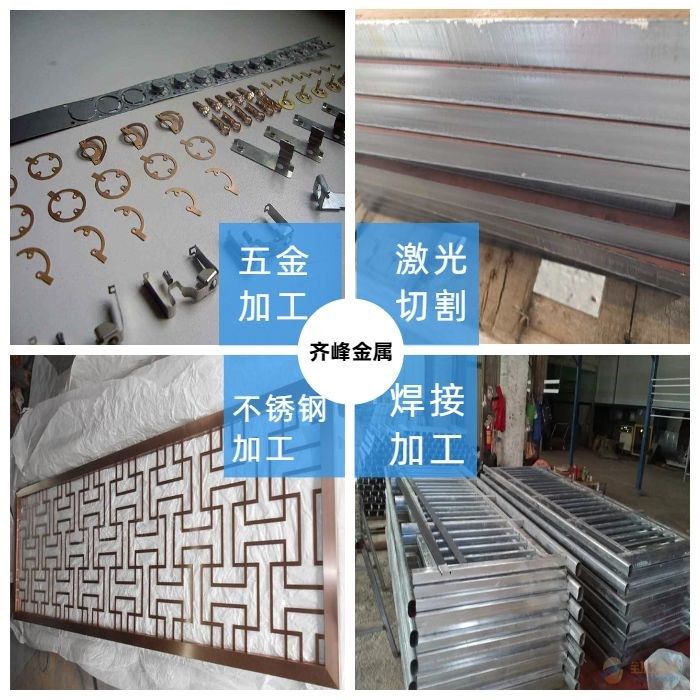

 \n
\n


 \n
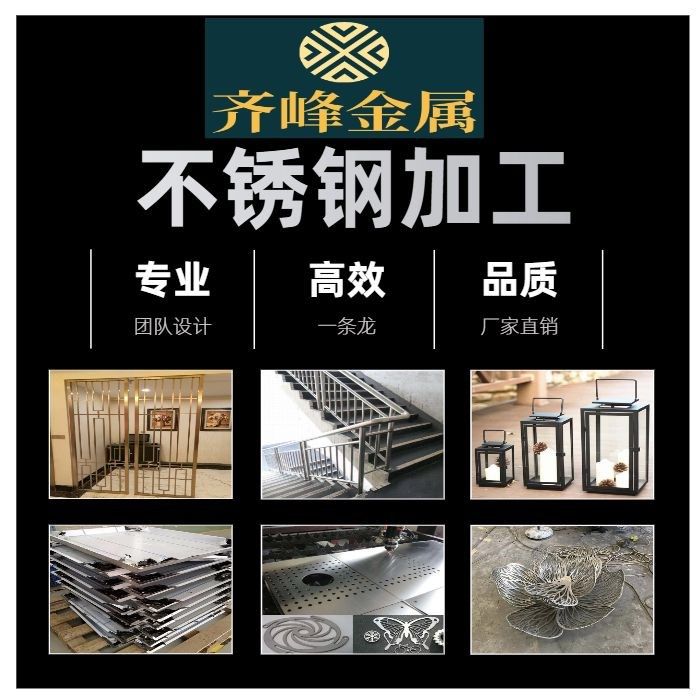
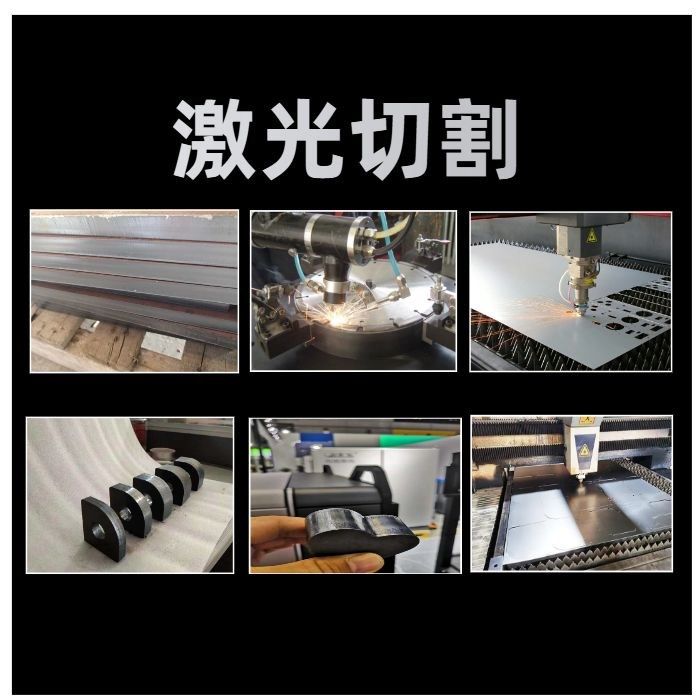
\n\n\t 云南齐峰金属制品有限公司是一家从精密钣金加工及激光切割,剪,拆,刨,焊接等一条龙的专业设计生产企业。公司拥有先进的钣金加工生产线,配有最新进口15000瓦大型光纤激光切割机(台面8000×2500平台)可切割厚度1mm-60mm碳钢,不锈钢,铝板,铜板等金属材料。\n
\n\n 本公司拥有一批精干的设计技术人才和生产团队,目前专注于,激光切割和数控冲床金属板材下料、数控折弯、焊接等五金类、钣金类(半成品和成品)的设计制造;业务。可依据客户来料、来图、来样及按照客户要求设计制造。加工经验丰富,擅长处理高难度订单。公司拥有完善的激光切割加工设备和熟练的技术操作工,让客户更放心更省心!欢迎新老客商来人、来电、来函、网上订货,本公司为您提供高效便捷满意的服务!\n
\n\n 云南齐峰金属制品有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。\n
\n\n
\n
储竿宰38975公分厚的生铁铁板用什么切好 -
闾厚沿17634858977 ______ 气焊,动离子切割机
储竿宰3897九十厘米厚的铁板有气割怎么切开 -
闾厚沿17634858977 ______ 不好割,得用大号的气割,先刀头斜到30度左右,然后慢慢的把刀立到90度
储竿宰3897用氧气乙炔气割割耐磨铁板的方法技巧, -
闾厚沿17634858977 ______ 气割的工艺顺序10步:装、调表--布管--检查气密性--除锈--开气点火--割线预热--开气体吹力--调整枪嘴与工件的间距--调整吹力方向--吹破一,气割基本知识 1,气割原理:A,利用氧气与乙炔燃烧的高温使金属熔化(燃烧温度).B,氧气流把金...
储竿宰3897怎么样切割一毫米厚的异形铁板 -
闾厚沿17634858977 ______ 线切割:有快走丝 中走丝 慢走丝.精度由低到高.价格快走丝最便宜.但首先你要画CAD电脑图. 另外如果要求不高,用笔画形状,然后用铁板钳子. 如果还是比较规则,画图在铁板上,用砂轮磨掉. 线切割是比较好的.大概40-50cm都能割.价格也便宜.大量的话5-10元/小时
储竿宰3897三米的铁板怎么割下来 -
闾厚沿17634858977 ______ 薄板用剪板机,厚一点的用气焊.
储竿宰3897用普通等离子切割机切圆型铁板怎样最快
闾厚沿17634858977 ______ 做一个内径小于你要切割圆的模型,切割时等离子枪靠在圆弧切割,简单又快捷
储竿宰3897如何半自动气割厚板 -
闾厚沿17634858977 ______ 1、 主题内容和适用范围 本标准规定了半自动气割工件的操作规程 本标准适用于本石英钟的钢结构件半自动气割 2、 引用标准 YB/JQ 101.10 钢铁企业机修制造通用技术条件 焊接结构件 GBJ 205 钢结构工程施工及验收规范 3、 准备工作 3.1熟悉...
储竿宰3897如何切割任意形变成长方形(10mm厚铁板的实际操作)谢谢了 -
闾厚沿17634858977 ______ 用AUTOCAD按1:1画出铁板的图形,标注出1600mm这条边的两头分别应切掉的长度(电脑上画这个应该很容易的.可以从1500mm这条边的顶点向1600mm这条边做垂线,等等方法),有了这个尺寸,如果你用半自动切割机的话,可以按尺寸放线,把你在电脑上画的图给工人就可以了.如果是数控切割机的话,应该也可以按尺寸编程了吧 宽度一边是1600mm另一边却是1700mm的话,同样在电脑上画图,标注尺寸...就可以了. 工人在铁板上做垂直线不容易准确,但是量长度就容易多了,一般下料都是以量长度来定点放线的吧.
储竿宰3897铁板在车床上怎么割大孔 -
闾厚沿17634858977 ______ 铁板厚度低于50厚可以割刀割槽方式割出一个大孔,割下的圆板留着以后还能车合适的小产品,割时注意割的深度,要割开时注意安全,差0.3毫米要割断时停车敲中心处,中间小铁板就会脱落.
储竿宰3897请问下,乙炔—氧切割要注意什么,怎样才能把铁板切下来?谢谢! -
闾厚沿17634858977 ______ 首先要注意安全.开气时调合适气压,氧气为0.5MP a,乙炔为0.05MPa.开气时先开乙炔,开一点点氧气,点燃后调合适火焰.板厚火大,板薄火小.把要切割的板烧到接近白白色将要熔的时候就打开高压氧吹,铁水就吹走了,手均匀的走枪就能把钢板切割开了.这个最好是有师傅在现场指点,很容易就学会的,但要做得好就要自己慢慢练了.