套丝机20管用什么板牙
世界上没有了螺纹,可能大部分的机器都会散架,可见当代各类制造中对螺纹的依赖是不可缺少的。那么在攻内螺纹时应该如何正确的打孔,在滚造丝时应该如何正确的选择圆杆直径呢?
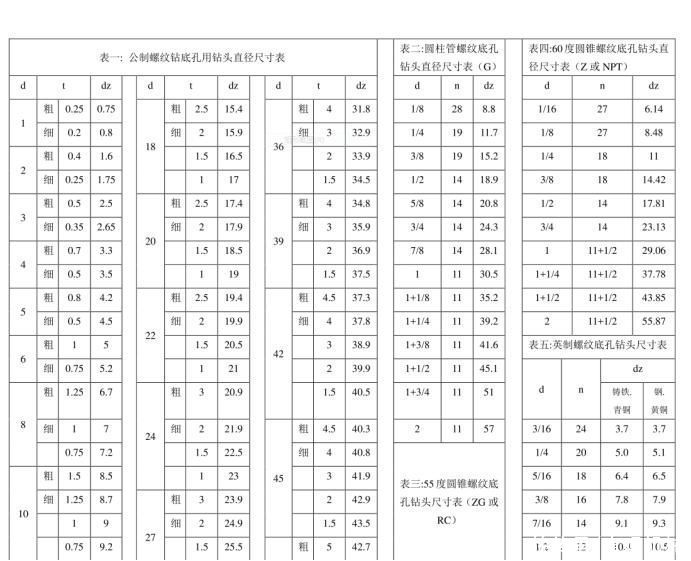
一、内螺纹底孔的选择
在用丝锥攻内螺纹前需要先打底孔,底孔的大小对螺纹的影响是很大的。如果底孔的直径与内螺纹小径一致,在用丝锥攻螺纹时就会被卡住,造成丝锥折断。如果底孔过大,攻出的螺纹高度不够就会造成废品。
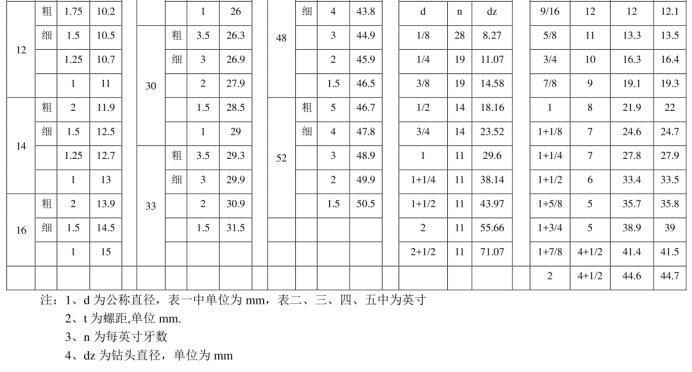
普通螺纹钻底孔用钻头直径可以利用公式计算,当螺距P<1mm时,钻头直径D0=d-P;当螺距P>1mm时,D0=d-(1-1.1)P,一般工厂里的经验公式:钻孔直径=0.85*螺丝直径(取近似值),如M8的螺丝,用M8*0.85=6.8的钻头就可以,当然大十几丝也是可以的,攻牙更方便。
下面给大家找到了一份对照表,大家可以自行查询,非常的方便:
二、外螺纹套丝时圆杆直径的选择
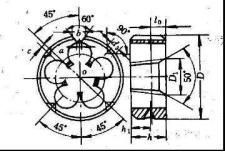
为了避免产生笑话,作为设计人员,了解一下套丝时圆杆直径的选择也是非常有必要的。套丝时一般选用圆板牙切削外螺纹,图一:普通螺纹,图二:套圆锥螺纹。
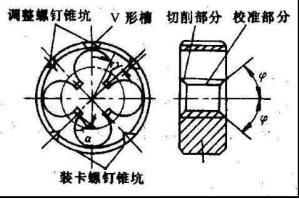
套丝时圆杆直径可以按经验公式计算,当螺距P=0.5~1.25mm之间时,圆杆直径DG=d-0.2P;当螺距P=1.5~3mm时,圆杆直径 DG=d-0.13P,式中的d指的是螺纹大经。圆杆直径的选择也可以参考下表:

这里是直观机械,由于自身水平不足,难免会有疏漏之处,如有描述不正确的地方,请各位下方评论指正。
赖放肾991板牙型号对照表 -
杨侦勤15133122961 ______ 板牙套丝规格表如下:按尺寸(英寸)分类有: 1/4"-3/8" (2分-3分板牙)、1/2"-3/4" (4分-6分板牙)、1"-2" (1寸-2寸板牙)、2 1/2"-3" (2寸半-3寸板牙)、2 1/2"-4" (2寸半-4寸板牙)、5"-6" (5寸-6寸板牙).板牙也可以按牙型分类为:按牙型角分类有:55°、60°、75°.希望以上信息对您有帮助.
赖放肾99150铁管套丝用多大的板牙? -
杨侦勤15133122961 ______ DN50的管子外径为60mm,用板牙套丝时应选用2吋的板牙.选板牙时要注意:管螺纹有美制和英制两种,外螺纹和内螺纹要用相同的,否则因为螺距不同会旋不进去.
赖放肾991套丝机怎样用 -
杨侦勤15133122961 ______ 操作如下: 1、首先需要安装好支臂体,夹紧支臂体,距管端面15公分. 2、装好板牙头,听到咔擦一声就可以了. 3、从后部穿入管子,支臂杆穿入手柄孔. 4、扳杆向后,启动电源,用另一只手推动机器,辅助进刀,2-3牙后,自动进刀,手动加油. 5、扳杆向前,机器反转退出.
赖放肾991套丝机老是出细丝? -
杨侦勤15133122961 ______ 根据管子的管径选择合适的板牙组.(每组板牙上有两组数字,一组是板牙的规格,每支是一样的如:3/4,另一组是安装的顺序号如:1、2、3、4).2、把板牙头从滑架上取下(掀起),松开手柄螺母,转动曲线盘,使曲线盘到刻度很大的位置.3、将选好的板牙组按对应顺序号逐个装入板牙槽内,其锁紧缺口就会与曲线盘吻合,然后扳动曲线盘,使曲线盘上的刻度指示线与所需加工件的刻度尺对齐,拧紧手柄螺母,该板牙就被正确定位,将板牙头扳起备用.4、将变距盘旋到所需规格的位置上.
赖放肾991套丝机板牙怎么调?套不同的管子板牙怎么调大小多粗的管子用多大的?
杨侦勤15133122961 ______ 上好板牙,开口能够自由调节,先不上紧.将需套的管材与套牙接触,慢慢调节板牙开口大小.有相应管材的外丝配件更好,调节的时候板牙咬住外丝无间隙,做好记号ok!最简洁明了的是看套牙上的刻度表,不过现场活学活用嘛.
赖放肾991如何调试电动套丝机? -
杨侦勤15133122961 ______ 1、管道固定于支架上,前端留出必定长度用于套丝. 2、将与管道尺寸匹配的牙模头装在棘轮手柄上,套丝机与管道连接. 3、开始套丝左手使劲推牙模头,右手操作几轮手柄,使牙模头顺时针旋转(右手罗纹). 4、当管道的边沿与板牙末端相平齐时,休止套丝. 5、此时将棘轮手柄调理为反转,渐渐将牙模头退出管道.
赖放肾991消防管套丝机板牙用什么油 -
杨侦勤15133122961 ______ 这个管道套丝连接的板牙都是采用的机油,常用的都是废机油或者稠度较大的机油.
赖放肾991电动套丝机的管道加工范围是指什么 -
杨侦勤15133122961 ______ 电动套丝机的管道加工范围是指管子的公称直径,一般用英制尺寸表示.套丝机的型号一般有:2寸套丝机(50型),加工范围为:1/2"-2"(英寸) 另配板牙可扩大加工范围:1/4"-2"(英寸);3寸套丝机(80型) 加工范围为:1/2"-3"(英寸);4寸套丝机(100型)加工范围为:1/2"-4"(英寸);6寸套丝机(150型)加工范围为:2 1/2"-6"(英寸).
赖放肾991电动轴拔了丝直径10mm用什么规格的圆板牙套丝? -
杨侦勤15133122961 ______ 电动轴拔了丝,直径是10毫米,你就用M10的板牙套丝吧,还要注意,你用的是粗牙还是细牙,如果是标准件,就是粗牙.
赖放肾991套丝机怎样换板牙
杨侦勤15133122961 ______ 松开板牙头的夹紧手柄,然后向前推到底,就可以取出板牙;装入新的板牙是要注意按对应的编号装.装板牙的槽内有定位弹珠