数控无心磨床价格
内容概况:2022年我国数控无心磨床市场规模约6.07亿元,较2021年较小幅度下降。细分区域结构而言,为靠近下游经济发达地区,我国数控无心磨床主要集中在东部地区,如江苏省无锡市、广东深圳等地。
关键词:数控无心磨床进出口 数控无心磨床主要企业 数控无心磨床参数 数控无心磨床价格
一、数控无心磨床产业发展概述
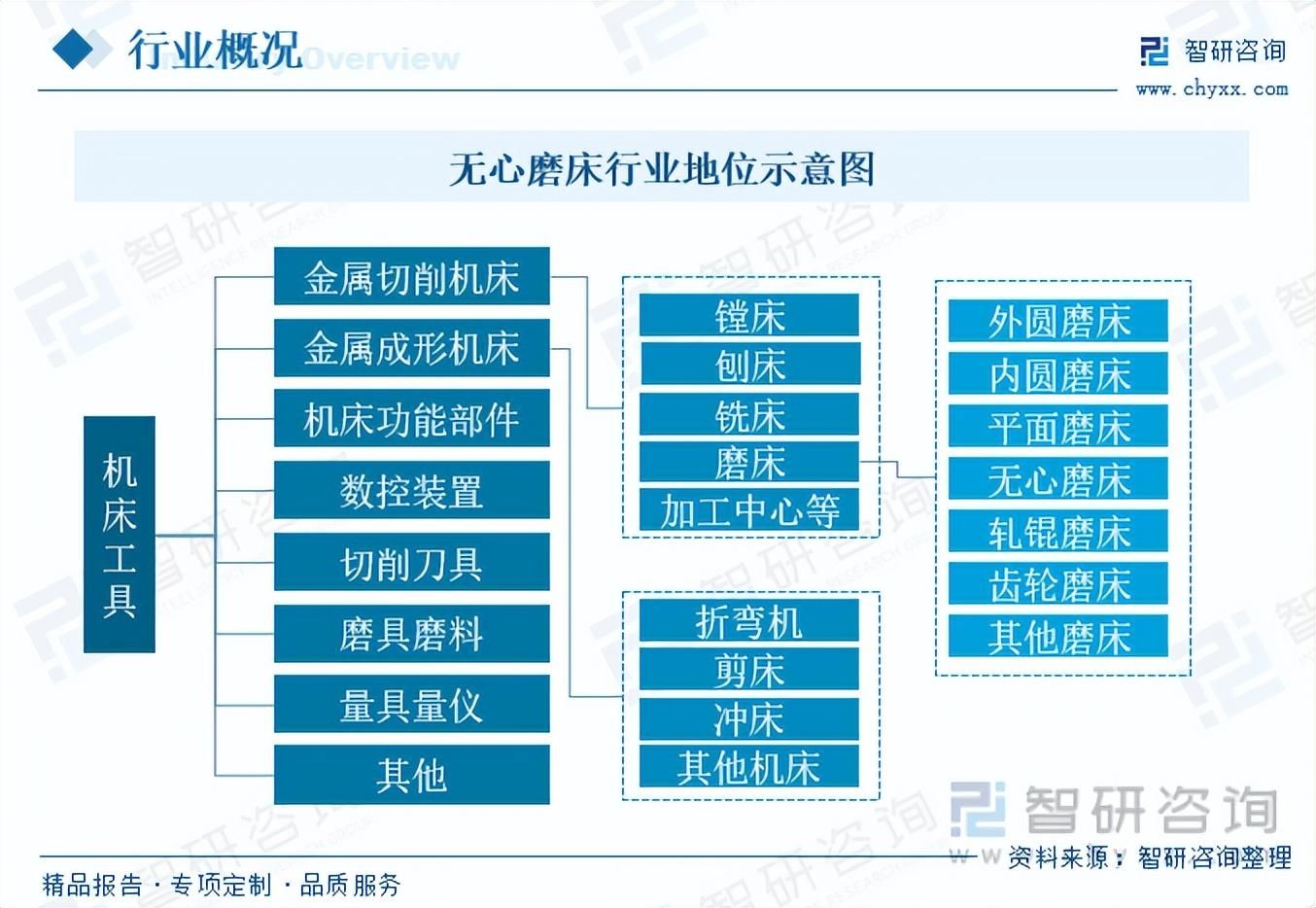
无心磨床是指工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的机床。行业位于机床工具领域,属于金属切削机床下面的磨床产品,具备连续加工,装卸方便,生产效率高等优势。数控无心磨床通过导轮控制工件旋转,在砂轮的磨削作用下实现切入式磨削加工或贯穿式磨削加工,它由润滑、传动、液压、数控、进给、冷却以及其他辅助系统组成。
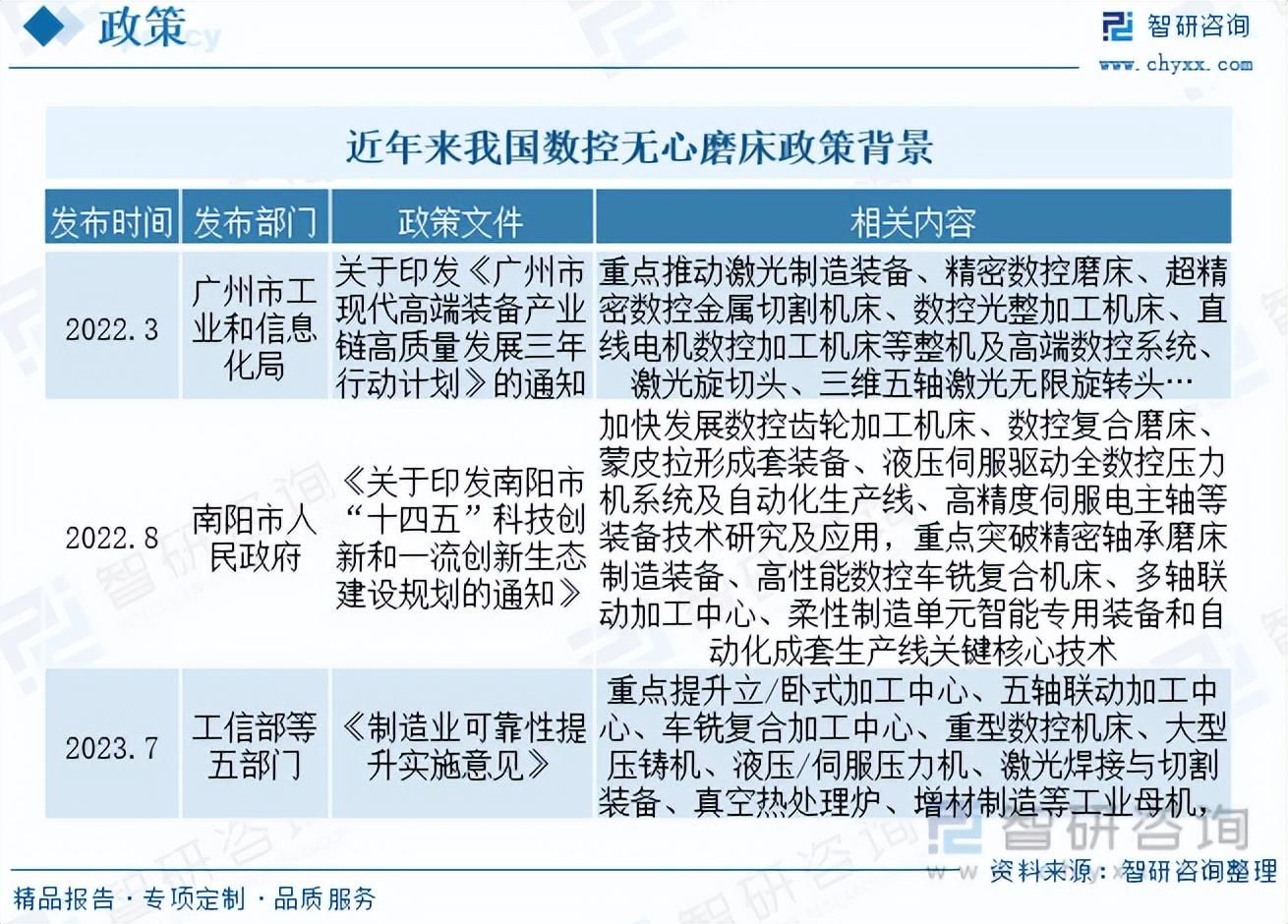
二、数控无心磨床行业政策背景
近年来各级部门持续出台相关政策,从高端制造顶层设计及资金支持两方面深化赋能机床工具产业。综合来看,现有政策一方面将高端机床产业发展从国家层面统筹布局和顶层设计,制定清晰的工业母机中长期战略发展规划,加大对高端机床产业技术创新的政策支持和资金保障力度,充分释放政策红利,如通过减税降费、财政补贴、融资支持等,提高企业技术创新的积极性。数控无心机床国内进口仍占据主导地位,尤其是高端产品,随着国家和地方持续出台政策促进,我国数控无心磨床国产化将继续加速前进。
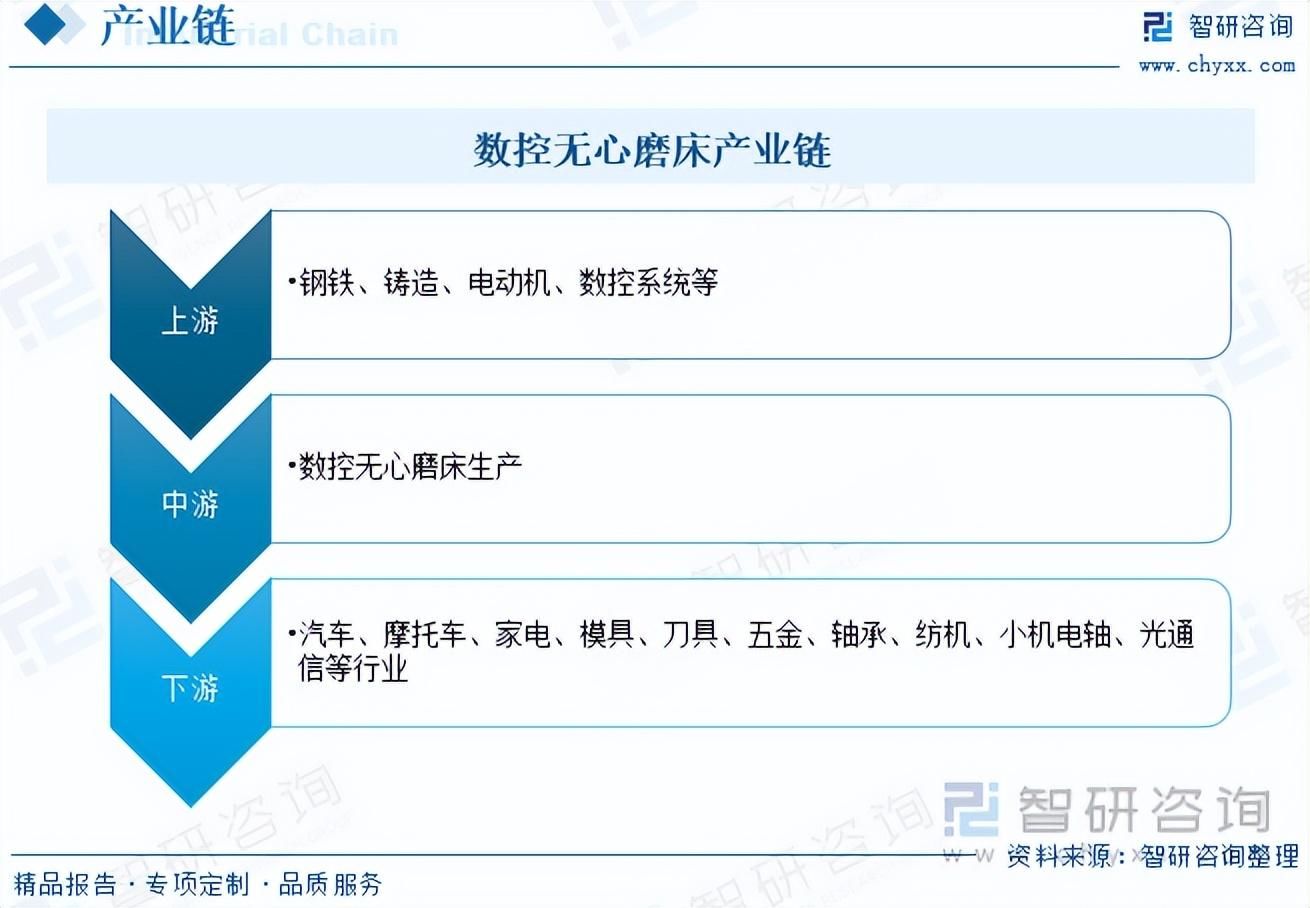
三、数控无心磨床行业产业链
我国数控无心磨床产业链涉及多个产业领域,包括上游的钢铁、铸造、电动机、数控系统等行业,以及下游的汽车、摩托车、家电、模具、刀具、五金、轴承、纺机、小机电轴、光通信等行业。上下游行业之间的紧密协作,使得我国数控无心磨床产业链得以高效运转。产业链链条影响来看,上游行业的技术进步和成本降低也为数控无心磨床产业链的持续发展提供了有力支持。同时随着下游行业的快速发展和技术不断进步,对数控无心磨床的需求也不断增加,进一步推动了数控无心磨床产业链的发展。
2013-2019年我国机床产量逐渐下降,主要受产品高端化趋势驱动,单个数控机床工作效率明显提升,而整体需求市场增长有限,随着国内中高端数控机床渗透率持续走高,出口市场增长较慢,我国整体机床产量持续下降,20年初受疫情影响出现波动,2020年我国金属切削机床产量44.6万台,同比增长5.9%,金属成形机床产量20.2万台,同比下降8.6%。2021年,随着疫情进一步复苏,内部经济和外部经济环境的不断改善,机床行业继续快速增长,产量明显回升,2022年来看,疫情反复背景下,终端需求不振,我国金属切削机床和成形机床分别为57.2万台和18.3万台。

四、数控无心磨床产业发展现状
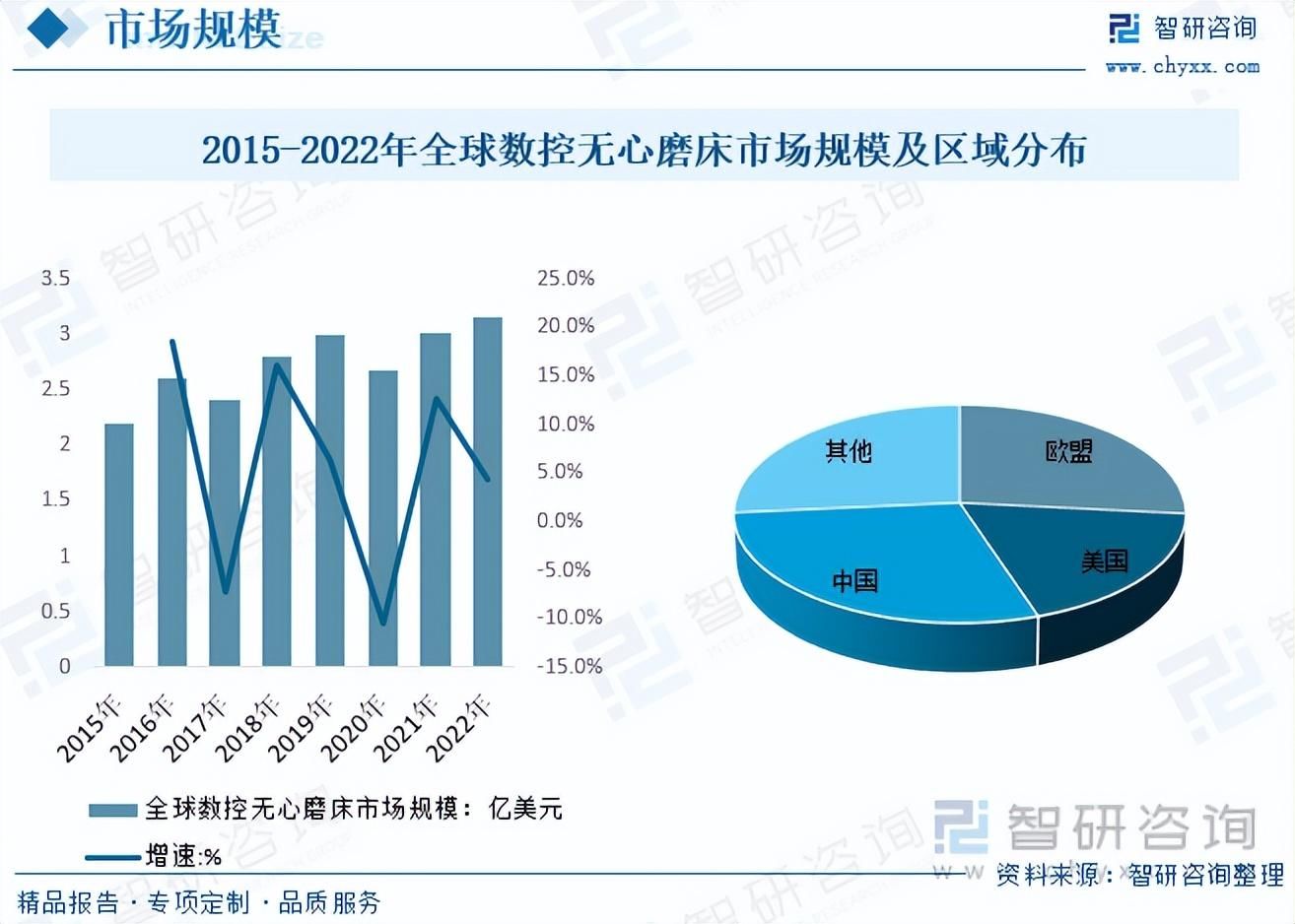
全球无心磨床的发展历程经历了多个阶段,从早期的手动操作到现在的自动化和智能化生产。随着技术的不断进步,无心磨床的精度和效率也不断提高,适用范围越来越广。现在,无心磨床已经成为一种高效、高精度、高自动化的机床设备,被广泛应用于汽车、航空航天、机械制造等领域。数据显示,2020年中国等主要市场无心磨床需求受卫生事件影响较大,全球数控无心磨床规模小幅度下降,随着需求回暖,2022年数控无心磨床整体市场规模达3.15亿美元左右,区域分布来看,市场主要集中在美国、中国和欧盟等地。
注:本文节选出自智研咨询发布的《2023年中国数控无心磨床行业全景分析:政策推动行业国产产品发展,出口规模逐年增长[图]》行业分析文章,如需获取行业文章全部内容,可进入智研咨询官网搜索查看。
智研咨询发布的《中国数控无心磨床行业市场运营态势及投资战略规划报告》依据国家统计局、政府机构、行业协会发布的权威数据,结合深度调研数据、专家反馈数据、内部运营数据等全域数据的收集与分析,提升客户的商业决策效率。本报告对中国数控无心磨床行业现状与市场做了深入的调查研究,并根据行业的发展轨迹对未来的发展前景与趋势作了审慎的判断,为投资者寻找新的市场投资机会,进入数控无心磨床行业投资布局提供了至关重要的决策参考依据。
智研咨询专注产业咨询十五年,是中国产业咨询领域专业服务机构。公司以“用信息驱动产业发展,为企业投资决策赋能”为品牌理念。为企业提供专业的产业咨询服务,主要服务包含精品行研报告、专项定制、月度专题、可研报告、商业计划书、产业规划等。提供周报/月报/季报/年报等定期报告和定制数据,内容涵盖政策监测、企业动态、行业数据、产品价格变化、投融资概览、市场机遇及风险分析等。
","gnid":"98037e4f20d942ec1","img_data":[{"flag":2,"img":[{"desc":"","height":619,"title":"","url":"https://p0.ssl.img.360kuai.com/t01c1ccda1ab5920357.jpg","width":1280},{"desc":"","height":882,"title":"","url":"https://p0.ssl.img.360kuai.com/t01f46fd02fdadf7fb4.jpg","width":1280},{"desc":"","height":918,"title":"","url":"https://p0.ssl.img.360kuai.com/t01a9b2dafc2f7047af.jpg","width":1280},{"desc":"","height":"908","title":"","url":"https://p0.ssl.img.360kuai.com/t01dc4d292393bc8ec8.jpg","width":"1310"},{"desc":"","height":"954","title":"","url":"https://p0.ssl.img.360kuai.com/t01c5fa26df7ab8ca42.jpg","width":"1340"},{"desc":"","height":"938","title":"","url":"https://p0.ssl.img.360kuai.com/t01863ff6c9bd0c0179.jpg","width":"1314"},{"desc":"","height":"1058","title":"","url":"https://p0.ssl.img.360kuai.com/t012d6923f228d1cadb.jpg","width":"1278"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1708321140000,"pure":"","rawurl":"http://zm.news.so.com/5bee82be7ce31d3471c9967925d1a29e","redirect":0,"rptid":"9a634f6f2797caea","rss_ext":[],"s":"t","src":"智研咨询","tag":[{"clk":"ktechnology_1:疫情","k":"疫情","u":""}],"title":"智研咨询报告:数控无心磨床市场发展现状及未来投资前景预测分析
孔君科4649无锡的无心磨床哪家做的比较好呢? -
台轮泼17138475977 ______ 无锡飞象磨床,质量还可以
孔君科4649在宁波杭州7132平面磨床和40无心磨床哪里产最好,价格多少 -
台轮泼17138475977 ______ 平磨杭州,无心磨无锡,都是老牌.
孔君科4649内圆磨哪家质量好? -
台轮泼17138475977 ______ 1.主要生产普通 高精度 数控 无心磨床 内圆磨床 外圆磨床 轴承专业磨床2.无心磨床系列:2.MT1040A/M1050A/MT1050/MB1050A/MK1050-5/M1080B/MW1080B/MM1080B /M1083A/MW1083A/M10100/MB10100/MK10100-5/M11100/M10200/...
孔君科4649数控磨床哪家好? -
台轮泼17138475977 ______ 我们公司做磨具的,以前购过一台520的,手下员工反应还不错,目前考虑明年要不要再添一台.
孔君科4649求助哪里的无心磨床好?
台轮泼17138475977 ______ 无锡飞象的MK10200A也不错,数控的,就是有点贵.
孔君科4649无心磨和普通外圆磨哪个加工成本高(相同精度要求) -
台轮泼17138475977 ______ 批量加工相同精度的工件时普通外圆磨的效率比不上无心磨床,所以普通外圆磨加工成本高. 对于单件加工相同精度的工件,从调整机床及加工时间来讲,应该是无心磨床费时较多,所以此时无心磨床加工成本高.
孔君科4649无锡锡凯的无心磨质量如何啊?最近我电话过去询问了下,价格还可以 -
台轮泼17138475977 ______ 我买的1040动力不错,价格也比之前买的几台实惠,技术也不错,一台机床调试只用了五分钟……
孔君科4649数控无心磨床简介 -
台轮泼17138475977 ______ 数控无心磨床利用磨具对工件表面进行磨削加工的机床.大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等 磨削工件直径φ5~...
孔君科4649大神赐教!数控无心磨床有什么要求呢?大家可以说一下吗?
台轮泼17138475977 ______ 数控无心磨床数控无心磨床的锥度误差:前导板向导轮方向倾斜,引起工件前部直径偏小,或者后导板向导轮方向倾斜引起工件后部直径偏小,调整前后导板,使与导轮母线平行,且在同一直线上.磨削轮修整不准确,本身有锥度,根据工件锥度的方向,调整磨削轮修整器的角度,重修磨削轮.工件轴线与磨削轮和导轮轴线不平行时,应调整托板前后的高低或者修调托板.磨削轮和导轮的表面已经磨损时,需要重新修整磨削轮和导轮.
孔君科4649哪里买无心磨床价格便宜质量又好的? -
台轮泼17138475977 ______ 服务最好性价比高的是无锡尼维尔机床