无心磨磨床
内容概况:2022年我国数控无心磨床市场规模约6.07亿元,较2021年较小幅度下降。细分区域结构而言,为靠近下游经济发达地区,我国数控无心磨床主要集中在东部地区,如江苏省无锡市、广东深圳等地。
关键词:数控无心磨床进出口 数控无心磨床主要企业 数控无心磨床参数 数控无心磨床价格
一、数控无心磨床产业发展概述
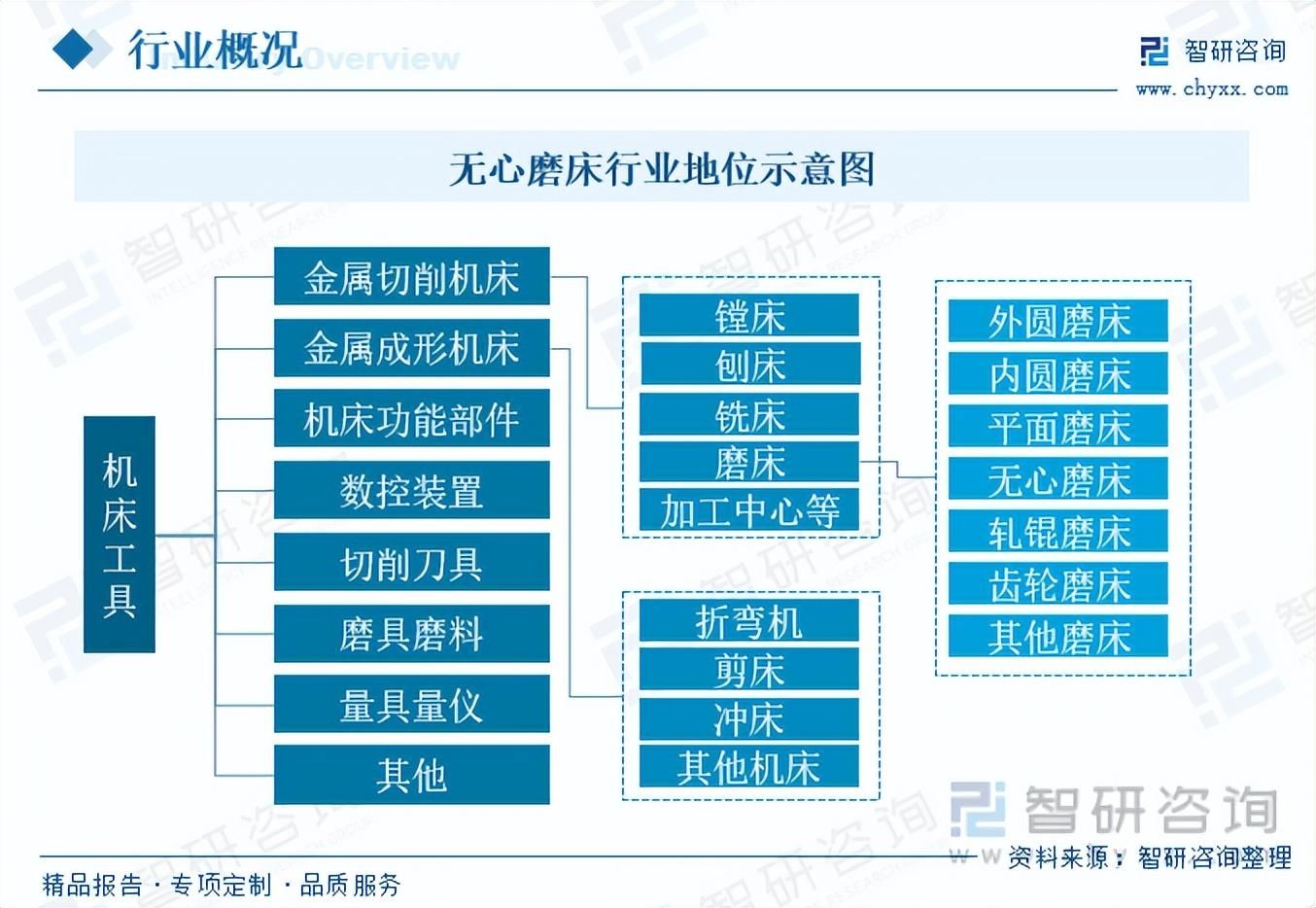
无心磨床是指工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的机床。行业位于机床工具领域,属于金属切削机床下面的磨床产品,具备连续加工,装卸方便,生产效率高等优势。数控无心磨床通过导轮控制工件旋转,在砂轮的磨削作用下实现切入式磨削加工或贯穿式磨削加工,它由润滑、传动、液压、数控、进给、冷却以及其他辅助系统组成。
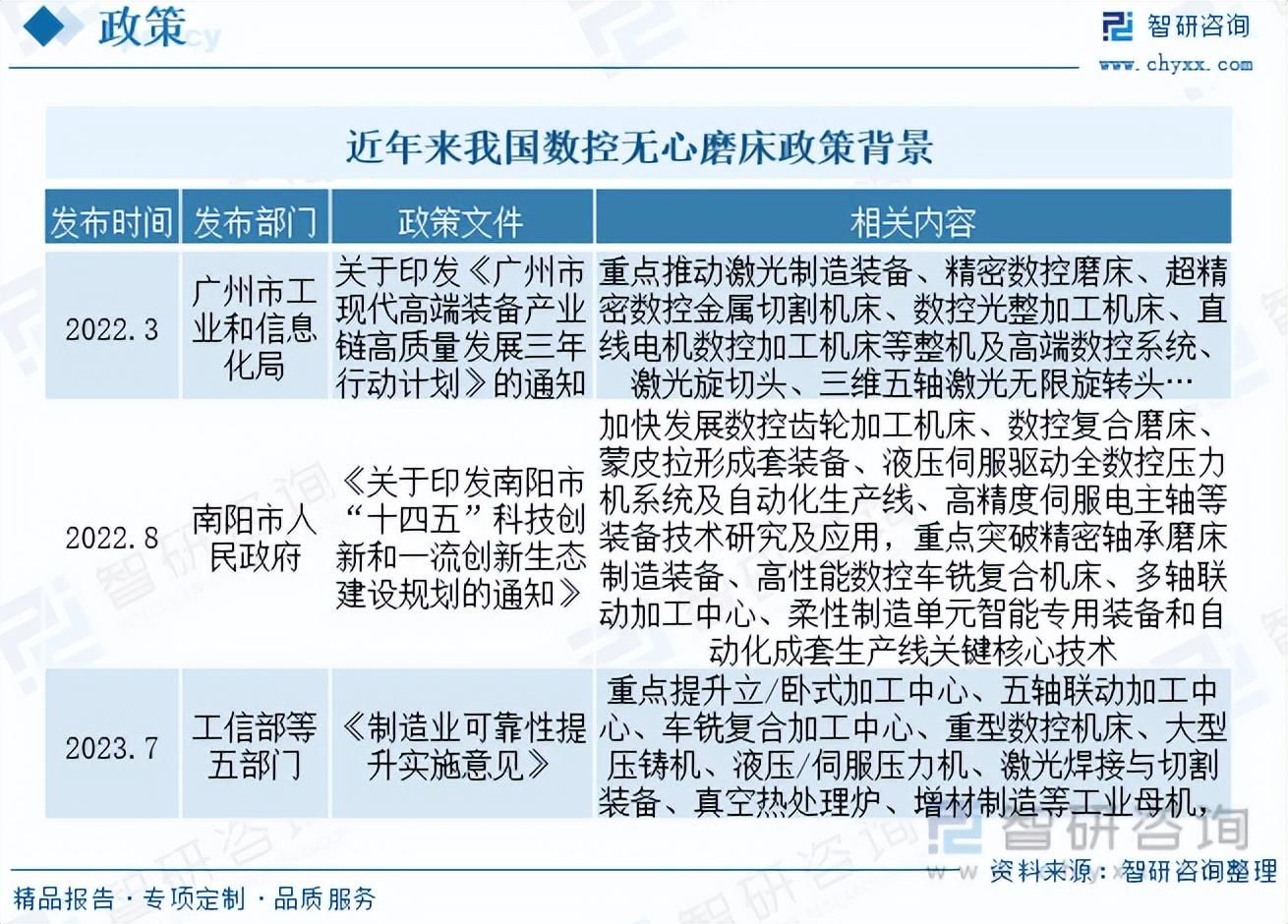
二、数控无心磨床行业政策背景
近年来各级部门持续出台相关政策,从高端制造顶层设计及资金支持两方面深化赋能机床工具产业。综合来看,现有政策一方面将高端机床产业发展从国家层面统筹布局和顶层设计,制定清晰的工业母机中长期战略发展规划,加大对高端机床产业技术创新的政策支持和资金保障力度,充分释放政策红利,如通过减税降费、财政补贴、融资支持等,提高企业技术创新的积极性。数控无心机床国内进口仍占据主导地位,尤其是高端产品,随着国家和地方持续出台政策促进,我国数控无心磨床国产化将继续加速前进。
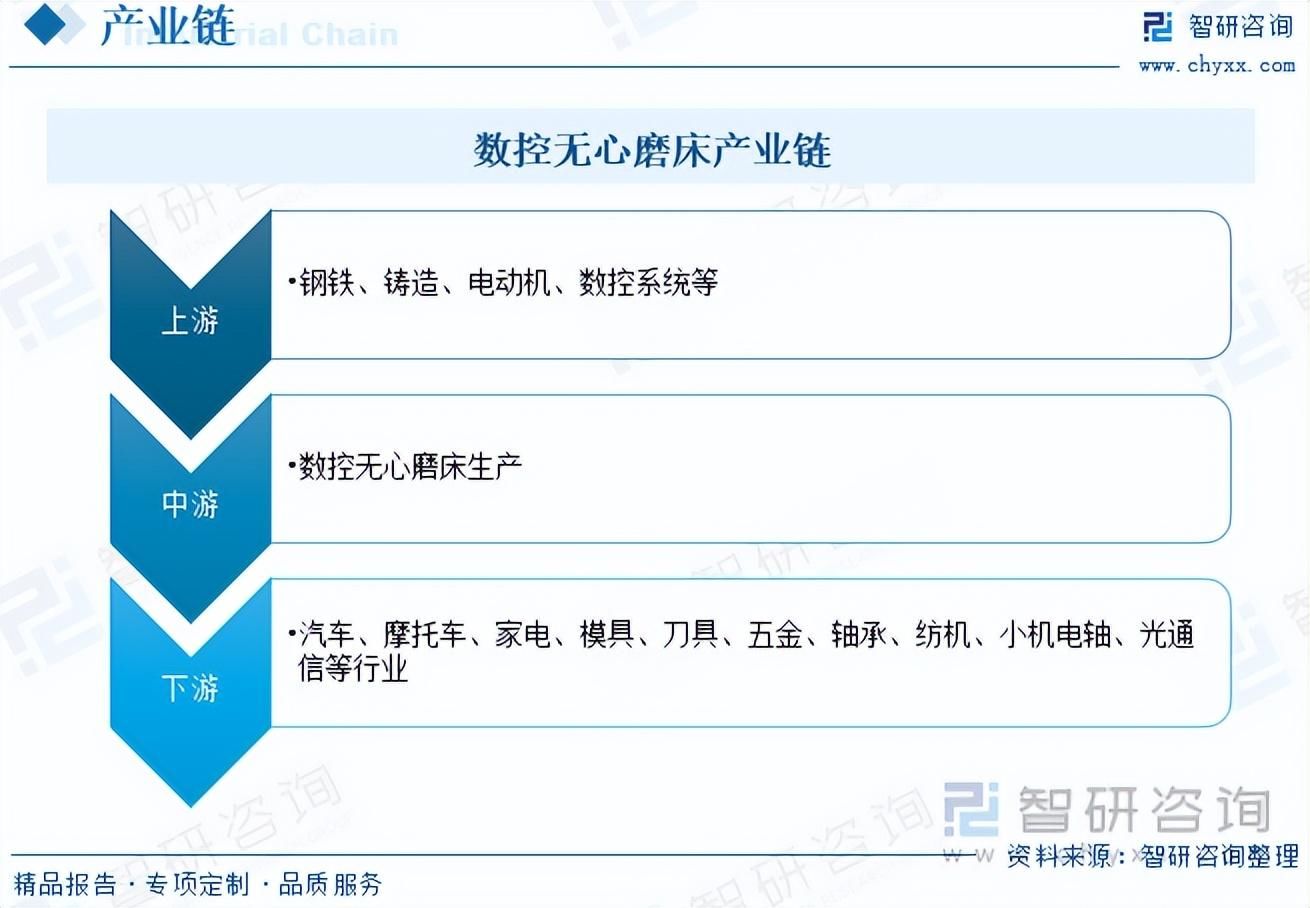
三、数控无心磨床行业产业链
我国数控无心磨床产业链涉及多个产业领域,包括上游的钢铁、铸造、电动机、数控系统等行业,以及下游的汽车、摩托车、家电、模具、刀具、五金、轴承、纺机、小机电轴、光通信等行业。上下游行业之间的紧密协作,使得我国数控无心磨床产业链得以高效运转。产业链链条影响来看,上游行业的技术进步和成本降低也为数控无心磨床产业链的持续发展提供了有力支持。同时随着下游行业的快速发展和技术不断进步,对数控无心磨床的需求也不断增加,进一步推动了数控无心磨床产业链的发展。
2013-2019年我国机床产量逐渐下降,主要受产品高端化趋势驱动,单个数控机床工作效率明显提升,而整体需求市场增长有限,随着国内中高端数控机床渗透率持续走高,出口市场增长较慢,我国整体机床产量持续下降,20年初受疫情影响出现波动,2020年我国金属切削机床产量44.6万台,同比增长5.9%,金属成形机床产量20.2万台,同比下降8.6%。2021年,随着疫情进一步复苏,内部经济和外部经济环境的不断改善,机床行业继续快速增长,产量明显回升,2022年来看,疫情反复背景下,终端需求不振,我国金属切削机床和成形机床分别为57.2万台和18.3万台。

四、数控无心磨床产业发展现状
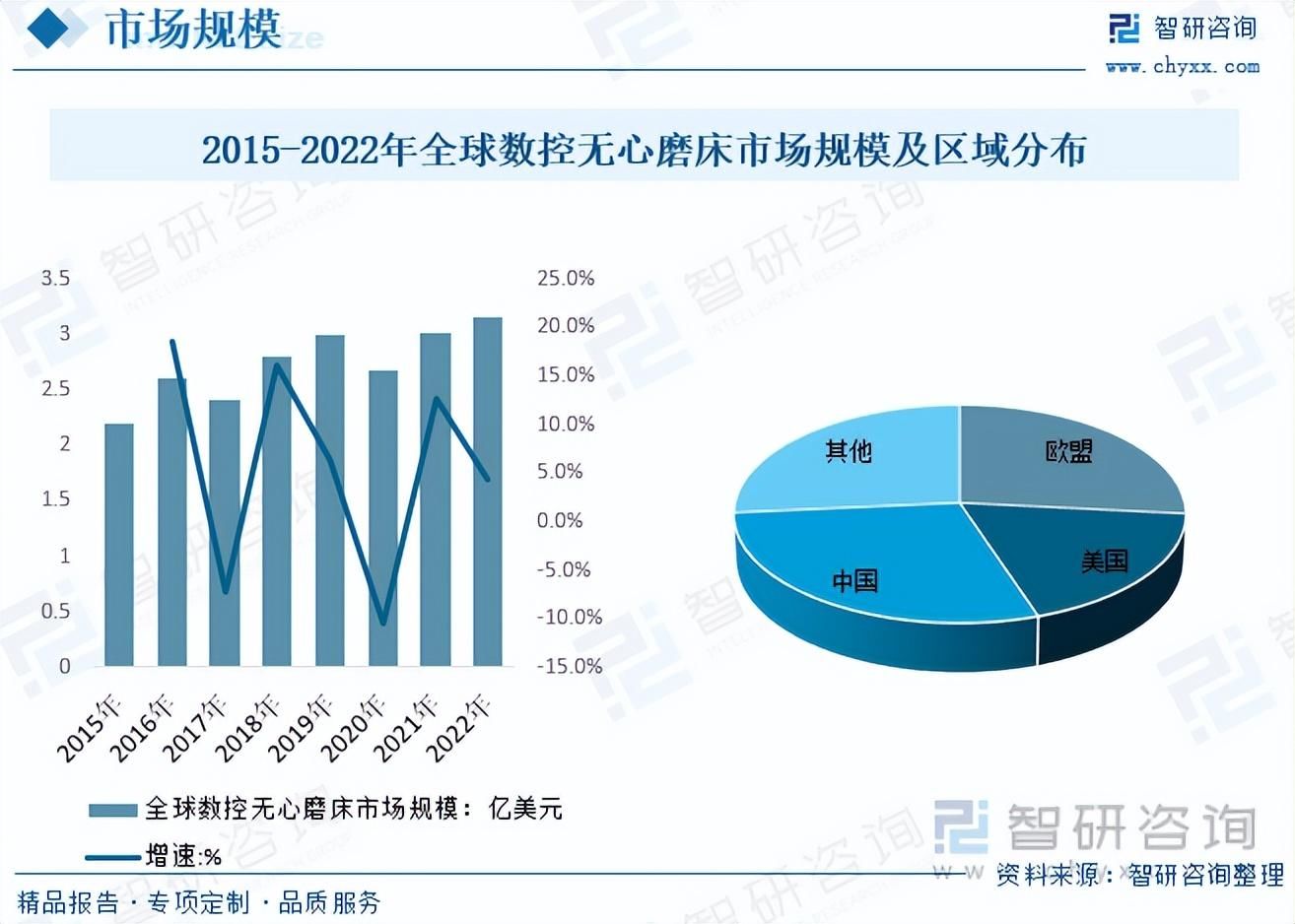
全球无心磨床的发展历程经历了多个阶段,从早期的手动操作到现在的自动化和智能化生产。随着技术的不断进步,无心磨床的精度和效率也不断提高,适用范围越来越广。现在,无心磨床已经成为一种高效、高精度、高自动化的机床设备,被广泛应用于汽车、航空航天、机械制造等领域。数据显示,2020年中国等主要市场无心磨床需求受卫生事件影响较大,全球数控无心磨床规模小幅度下降,随着需求回暖,2022年数控无心磨床整体市场规模达3.15亿美元左右,区域分布来看,市场主要集中在美国、中国和欧盟等地。
注:本文节选出自智研咨询发布的《2023年中国数控无心磨床行业全景分析:政策推动行业国产产品发展,出口规模逐年增长[图]》行业分析文章,如需获取行业文章全部内容,可进入智研咨询官网搜索查看。
智研咨询发布的《中国数控无心磨床行业市场运营态势及投资战略规划报告》依据国家统计局、政府机构、行业协会发布的权威数据,结合深度调研数据、专家反馈数据、内部运营数据等全域数据的收集与分析,提升客户的商业决策效率。本报告对中国数控无心磨床行业现状与市场做了深入的调查研究,并根据行业的发展轨迹对未来的发展前景与趋势作了审慎的判断,为投资者寻找新的市场投资机会,进入数控无心磨床行业投资布局提供了至关重要的决策参考依据。
智研咨询专注产业咨询十五年,是中国产业咨询领域专业服务机构。公司以“用信息驱动产业发展,为企业投资决策赋能”为品牌理念。为企业提供专业的产业咨询服务,主要服务包含精品行研报告、专项定制、月度专题、可研报告、商业计划书、产业规划等。提供周报/月报/季报/年报等定期报告和定制数据,内容涵盖政策监测、企业动态、行业数据、产品价格变化、投融资概览、市场机遇及风险分析等。
","gnid":"98037e4f20d942ec1","img_data":[{"flag":2,"img":[{"desc":"","height":619,"title":"","url":"https://p0.ssl.img.360kuai.com/t01c1ccda1ab5920357.jpg","width":1280},{"desc":"","height":882,"title":"","url":"https://p0.ssl.img.360kuai.com/t01f46fd02fdadf7fb4.jpg","width":1280},{"desc":"","height":918,"title":"","url":"https://p0.ssl.img.360kuai.com/t01a9b2dafc2f7047af.jpg","width":1280},{"desc":"","height":"908","title":"","url":"https://p0.ssl.img.360kuai.com/t01dc4d292393bc8ec8.jpg","width":"1310"},{"desc":"","height":"954","title":"","url":"https://p0.ssl.img.360kuai.com/t01c5fa26df7ab8ca42.jpg","width":"1340"},{"desc":"","height":"938","title":"","url":"https://p0.ssl.img.360kuai.com/t01863ff6c9bd0c0179.jpg","width":"1314"},{"desc":"","height":"1058","title":"","url":"https://p0.ssl.img.360kuai.com/t012d6923f228d1cadb.jpg","width":"1278"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1708321140000,"pure":"","rawurl":"http://zm.news.so.com/5bee82be7ce31d3471c9967925d1a29e","redirect":0,"rptid":"9a634f6f2797caea","rss_ext":[],"s":"t","src":"智研咨询","tag":[{"clk":"ktechnology_1:疫情","k":"疫情","u":""}],"title":"智研咨询报告:数控无心磨床市场发展现状及未来投资前景预测分析
雍永功3264无心磨床怎么调角度 -
政穆才19460207515 ______ 松开两个在右边固定导轮滑板的螺丝并上下调整无心磨床调锥度的丝杆即可调整无心磨床的角度. 无心磨床上的工件不用顶尖定心和支承,而是放在砂轮和导轮之间,由托板和导轮支承.砂轮一般装在主轴端部,宽度大于250毫米的砂轮则装在...
雍永功3264无心磨床有实力优势?无心磨床有实力优势吗
政穆才19460207515 ______ 无心外圆无心磨床工件靠外圆在定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿和切入机构的重复定位精度误差对零件直径尺寸精度的影响.无心磨床只有普通外圆磨床的一半,不需打中心孔,且易于实现上、下料自动化.
雍永功3264什么才是真正的高精密无心磨床 -
政穆才19460207515 ______ 高精密无心磨床,这要从不同的角度去考虑:1. 机床零件的精度,这与加工设备有关.只有高精密的零部件才能组装成精密的无心磨床.2. 精确的装配精度,需要有完善的装配工艺和熟练的装配技术人员.3. 材料及其热处理.无心磨床铸件成分...
雍永功3264无心磨床有多少个导轮 -
政穆才19460207515 ______ 其实无心磨床主要的加工部位就是一刀板一砂轮一导轮构成的一个线形面,导轮有的人也叫调整轮,上面已经说了这东西一个足以.如果你想要学习无心磨床的专业知识或者要理解它,建议去现在国内唯一的那家叫中国无心磨门户的门户网站看看吧.我无心磨床以及其他其他磨床的很多知识都是在那里涉猎的.
雍永功3264如何避免一些影响无心磨床精度的问题 -
政穆才19460207515 ______ 磨床中只有无心磨床对技术的要求虽不是非常高,但是也是非常广的,为什么这么说呢,其实就是影响无心磨床精度的因素实在是太多了抄,其主要的两个因素是:两主轴的跳动值,丝杠螺纹的间隙我们只要坐好导论间隙,砂轮间隙,机床震动...
雍永功3264机械精密无心磨床
政穆才19460207515 ______ 多数是设备振动引起. 1.首先要消除砂轮平衡问题. 2.检查设备几个地脚水平. 3.适当减小线速度. 4.产品直径小,刚性不足. 5.主轴轴承坏.
雍永功3264求助哪里的无心磨床好?
政穆才19460207515 ______ 无锡飞象的MK10200A也不错,数控的,就是有点贵.
雍永功3264无心磨床的实际操作
政穆才19460207515 ______ 可能是导轮的磨削角度 调整的不正确,如果两端大,排除导板的问题,就把导轮的倾斜角度变小. 去磨床技术论坛 看看吧.里面有很多高手
雍永功3264用的是无锡无心磨床m1080,磨直径42mm的圆套,但为什么磨出来以后圆度有菱角,圆度上相差1——2丝?中心高度最高调到8毫米试过,磨削量最少在1丝... -
政穆才19460207515 ______[答案] 1,磨削时工件刚切入是挺好但过了一半以后火花有断断续续状,像工件有跳动.磨直径42mm的圆套,长度长就把后导板调紧点. 2,工件有跳动,底板相对过高,把砂轮靠近底板,可能是导轮斜度不好,后面底板相对过高.
雍永功3264安全操作无心磨床规程有哪些? -
政穆才19460207515 ______ 无锡启龙机床厂无心磨床操作规程 1、工作前 a.查验“交接班记录” b.检查操作手柄、开关、旋钮是否在正确位置,操纵是否灵活,安全装置是否齐全、可靠,然后方可接通电源. c.检查油箱油量是否符合标准,按润滑图表的要求注油润滑. ...