游标卡尺上的0.02mm
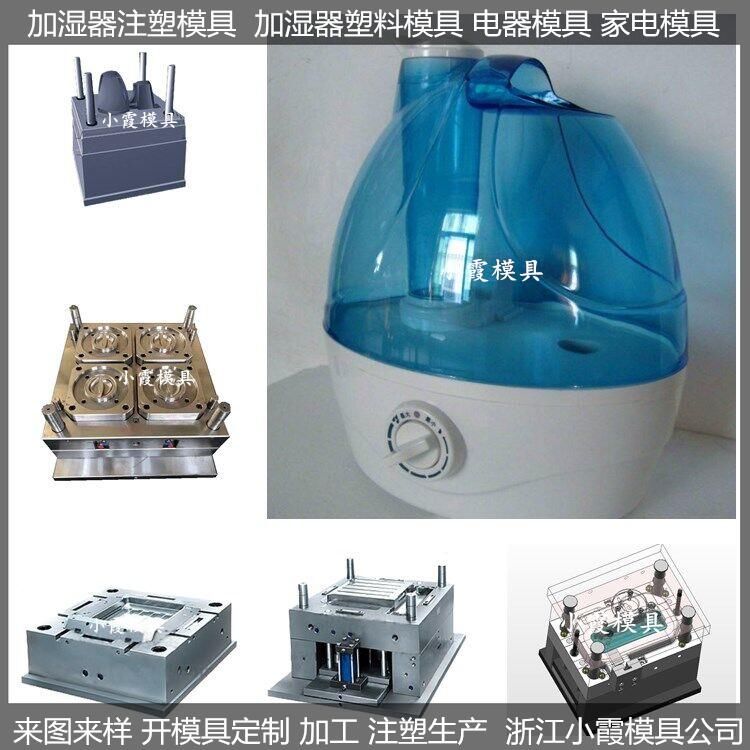
空气净化机壳模具 /注塑设备模具制造
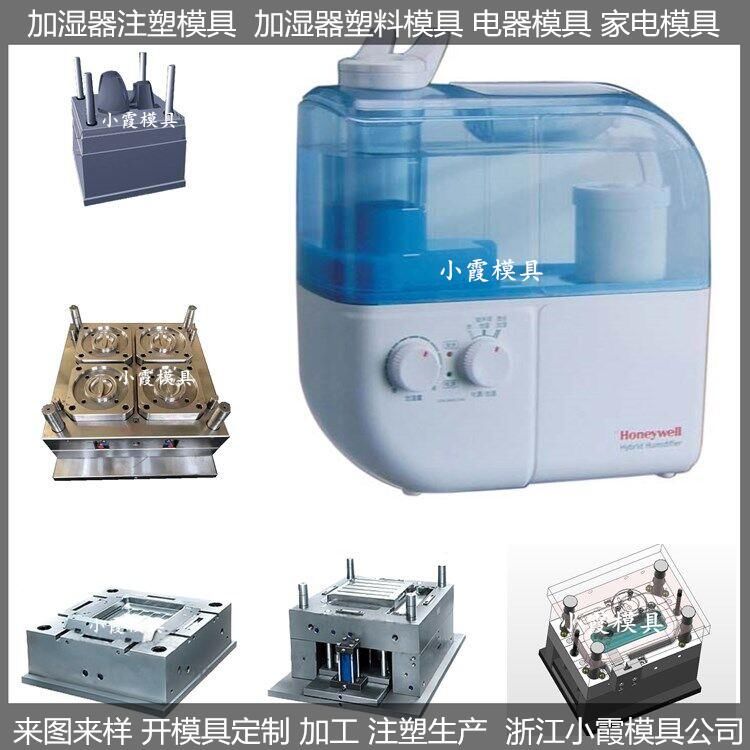
加湿器塑料外壳模具,空气净化器塑料外壳模具,空气净化机塑料外壳模具,净化器塑料外壳模具

净化机塑料外壳模具,加湿机塑料外壳模具,雾化器塑料外壳模具,雾化机塑料外壳模具
使用风动或电动工具打磨模具型面。 量具是测量实物或实物间的实际尺寸。钳调通常有一下几种:卷尺(1mm)、钢尺(0.5mm)、塞尺(0.02-1mm)、游标卡尺(0.02mm)、千分尺(0.01mm)、内径百分表(0.01mm)、R规。()是代表尺的度。 装配是钳调是重要环节。模具的装配和一般的钳工装配有很大的区别。一般的钳工装配只需要按照装配图安装即可,一般视为静态装配,而模具装配大部分属于动态装配,一般考虑压机工作状况和热处理后的变形。以下是常用几种类型:
模座导板安装 导板紧贴靠山面,找到导板的相对位置,用样冲找到孔的中心点,再钻孔攻丝。另外还要检查导板和安装面的研合率。在导板安装完毕后,检查上下模座导板间的配合间隙,外导板间隙为10道以内、内导板为8道以内。 吊契斜契部分的安装 吊契斜契的分为3部分,安装槽、滑动部分和驱动座。它们的基准是安装槽,滑动部分以安装槽为标准,驱动座以数控与滑动部分为标准。斜契(吊契)冲孔模的凸模的是以数控为粗基准,再在压机上调节侧间隙。
斜契(吊契)上的导板与安装面的有效接触面应达到80%以上。导板的侧面间隙为3道(500以下)以内;500以上为5道以内。上导板的间隙为2(500以下)以内;500以上为3道以内,同时要它们之间运动的灵活。 修边模拼块安装 拼块的安装是在拼装车间拼装完毕粗加工和淬火后的安装和部的调整。先对型面和型腔作一次调整,包括型面和间隙的修整和镶块之间间隙的修整。有靠山面的则以靠山面为基准,没有靠山面的则要定出几个镶块的位置,一般是对角。再精加工。
冲孔模凸模(冲孔销)的定位 由于凸模和凹模的侧边间隙只有3道,在数控找点和手工钻孔攻丝都存在误差(是后者),所以很难定位,这时只有在压机动态的情况下人工定位。 一般的方法:对于圆柱型的,在数控机床找一点;对于非圆柱型的,在数控机床上找两点钻孔攻丝来粗定位。精定位时,在凸模上抹上油泥,在相对的凹模上涂上红丹粉,通过压机来找到位置,用定位销定位。 废料的装配和冲孔凸模有点相似。由于废料在修边模型面及型腔调整后发生改变,有时候还很大,所以纯以人工定位。先将模具置于压机上,把废料与型腔靠紧,用划针找出废料的位置,在钻孔攻丝后再找出位置。以上⑷、⑸是利用螺杆和孔之间有1.5道余量来达到要求的。
日期:2023-7-23 辉
益音贷2565游标卡尺的读数方法? -
汪龙昌19436825208 ______[答案] 方法一 1、游标卡尺是利用主尺刻度间距与副尺刻度间距读数的.以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm.主尺与副尺的刻度间相关为1-0398=0.02mm,...
益音贷2565试述0.02mm游标卡尺的刻线原理?并简述其读数方法?那个江湖救急丶求解丶速度丶速度丶急 -
汪龙昌19436825208 ______[答案] 最简单的就是 你看主尺上和副尺上的刻度 相差1个刻度 主尺的一个刻度1mm 下面副尺刻度有50格 就是说主尺和副尺的刻度被均匀的分割了 1mm除以50=0.02 就是0.02mm 读数: 副尺上的 刻度 就是0.比如刻度数字1 就是0.1 依次类推 数字后面的 每...
益音贷2565游标卡尺上标0.02毫米是不是精度
汪龙昌19436825208 ______ 是精度!也就是游标主标尺杆上的刻度每小格为1mm,而滑动标尺上的刻度每小格为0,98mm
益音贷2565用游标为50分度的卡尺(测量值可准确到0.02mm)测定某圆筒的内径时,卡尺上的示数如图所示,可读出圆筒的内径为______mm. -
汪龙昌19436825208 ______[答案] 游标卡尺的主尺读数为11mm,游标尺上第5个刻度和主尺上某一刻度对齐,所以游标读数为5*0.02mm=0.10mm,所以最终读数为:11mm+0.0mm=11.10mm. 故答案为:11.10
益音贷2565精确到0.02毫米的游标卡尺下面几个刻度? -
汪龙昌19436825208 ______[答案] 25等分: “还有其它间隔的游标卡尺,通常为了简化刻度工序,选用比1cm大的距离作为细分时间隔.当制造读数达到0.0002cm的游标卡尺时,常把主尺(刻度标定为0.05cm)上的1.2cm的间隔在游标上细分为25等分.”
益音贷2565如果游标卡尺的误差为正0.2MM时游标的零刻度在在尺身零刻度的那?
汪龙昌19436825208 ______ 如果游标卡尺的误差为正0.2MM时游标的零刻度在在尺身零刻度的右测0,2mm处.游标卡车精度等级最低是0.05mm,一般是0.02mm,这样的游标卡尺,应该修复校准后再用.
益音贷2565游标卡尺的单位为什么是0.02㎜? -
汪龙昌19436825208 ______[答案] 分度值为0.02mm的游标卡尺游标有50个分度,长度刚好等于49mm(卡尺上可以看到)所以每个游标的长度为49/50=0.98mm主尺上每格的长度为=1mm所以游标刻度与主尺刻度差每格为1-0.98=0.02mm假设测量一个尺寸为0.02mm的物品...
益音贷25650 - 150mm游标卡尺的使用说明(怎样读数) -
汪龙昌19436825208 ______ 游标卡尺的使用 用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐.如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件...
益音贷2565精度为0.2mm游标卡尺游标刻度怎么设计不是0.02就是0.2m
汪龙昌19436825208 ______ 根据游标卡尺的读数原理,作为精度要求为0.2mm的游标卡尺,游标上一个刻度的距离应该比主尺相近的刻度少0.2mm,即游标上刻度的距离或者是0.8mm,或者是1.8mm,即可以取n+0.8mm,其中n为0或正整数.5个分划的总长度正好是整数毫米数;这样游标第一个分划对齐时,尺爪正好较主尺刻度读数少0.2mm,能精确得到0.2mm的长度标志. 因此,副尺游标刻度可以采用(n+0.8)*5毫米的长度,分5等分刻出,副尺0点与主尺0点对齐;也就是副尺可以使用4毫米分5等分,或9毫米分5等分,或19毫米分5等分,等等; 比较能分划易数,但副尺又不至于太长,也许采用24毫米长度分5等分较好.
益音贷2565精确到0.002的游标卡尺怎么读 -
汪龙昌19436825208 ______ 标卡尺的结构和用法 游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成, 若从背面看,游标是一个整体.游标与尺身之间有一弹簧片 利用弹簧片的弹力使游标与尺身靠紧.游标上部有一紧固螺钉,可将游标固定...