激光器结构示意图
近年来,得益于国家对新能源行业的鼓励政策,我国新能源汽车及其相关行业的发展极为迅速。在各个新能源企业的不断摸索进程中,大圆柱电池因其散热性能优、内压稳定、电芯一致性好、PACK工艺简单、自动化程度高等优点从中脱颖而出。为了进一步减轻新能源汽车的重量,电池材质方面往往采用铝、铜等材料制作。传统的连接方式在焊接大圆柱电池过程中都有较为明显的缺点,因此大圆柱电池的焊接成为了新能源发展途中的一个重大挑战。
在常温下,大圆柱电池材料对1064波段的光束具有较低的吸收率。若激光功率密度较低,会造成较多的回返光,一方面使得焊接效果较差,另一方面大量的回返光会减少激光器的使用寿命。因此针对以上问题,锐科激光特研制出旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R,它可以高效完成新能源行业的圆柱电池的焊接任务。

图1 旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R
01
锐科旗帜系列单模环形光斑激光器5大技术优势
锐科旗帜系列单模环形激光器是在环形光斑激光器基础上进一步优化升级,中心光/环形光的芯径进一步减小,从而得到更高的能量密度,在铝材和铜材上进行焊接,具有更好的兼容性,且焊接效率高,一致性好,大幅提高成品率。
相比于其他激光器,该系列单模环形激光器具有较多技术优势:
- 全光纤结构,更为稳定可靠。
- 中芯/环芯可独立调节、功率切换时间短(毫秒量级)。
- 全新单模高斯光束模式设计。
- 中心与环形纤芯更小、具备更强穿透能力与更大深宽比。
- 焊接过程稳定性更好,热影响区更小。
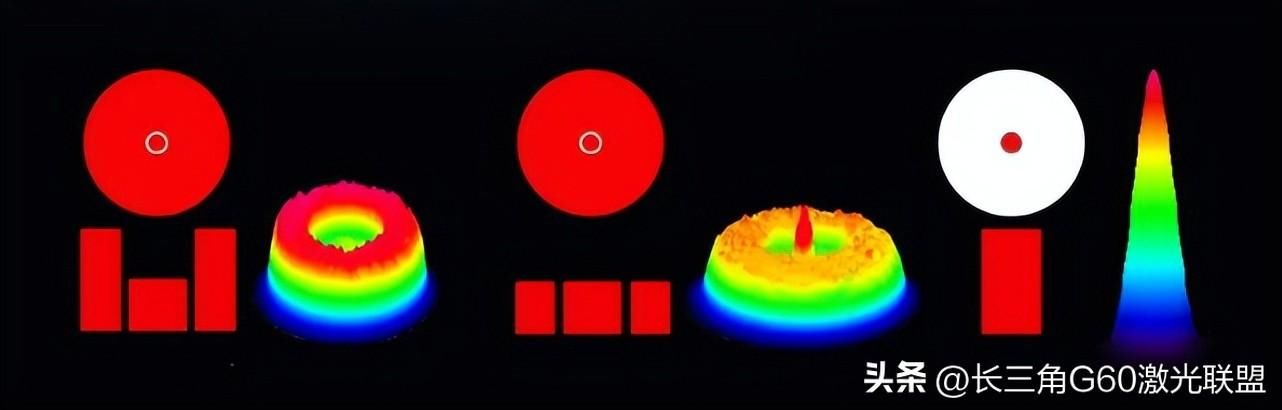
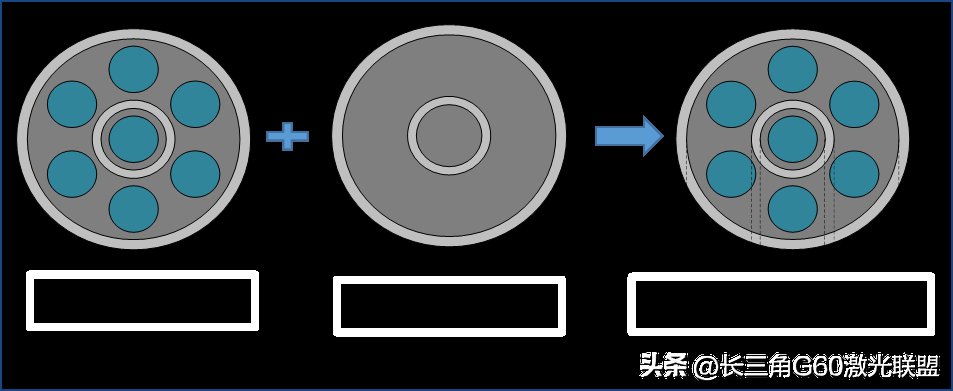
图2 单模环形激光器示意图
如图3所示,相比于环形光斑激光器,旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R具有多项优势:
- 光束能量更为集中,对大圆柱电池的铜极具有更好的焊接效果。
- 光斑穿透能力更强,具有更大的深宽比,相同焊接条件下的焊接功率更小。
- 焊接热影响区更小,更不容易破坏大圆柱电池的现有结构,能够在更精准的焊接区域完成焊接任务。
- 可以产生更大、更稳定的匙孔,解决了匙孔不稳定的问题,使熔池内金属蒸气更容易逃逸,动能最小化。
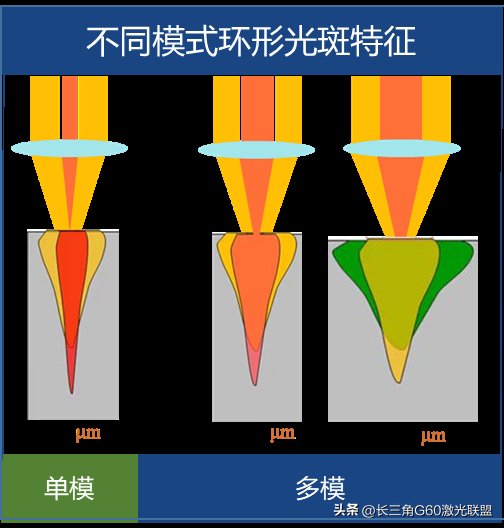
图3单模环形激光器与多模环形激光器的对比
02
锐科旗帜系列单模环形光斑激光器应用优势明显
大圆柱电池的焊接部位较多,如图4所示。目前,动力电池的焊接具有诸多难点:
- 焊后气孔较多,难以保证气密性。
- 焊后有较多微小裂纹,焊接强度较差。
- 焊接过程容易出现飞溅,返工多,焊接区域污染严重。
- 待焊部位厚度较小,易烧穿,成品率低。
- 个别待焊部位对光纤激光吸收率不高,焊接过程稳定性较差。
- 激光焊接凭借能量密度高、热影响区小、焊接精度高、焊接效率高、适应性强等优势可以更好的完成圆柱电池的焊接任务。
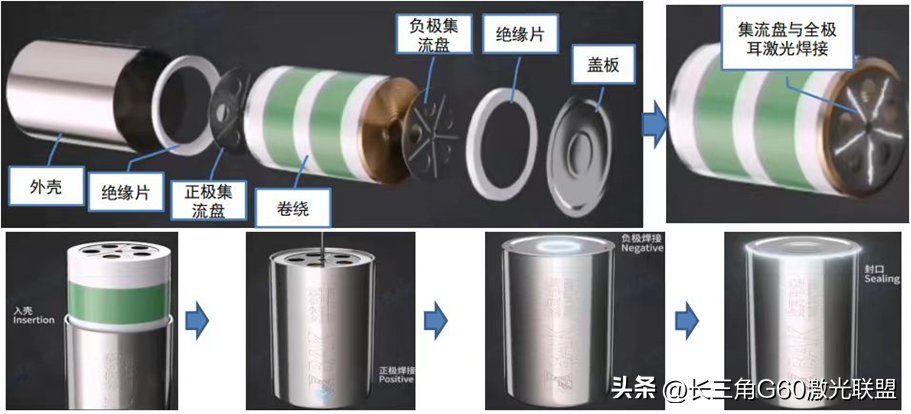
图4 圆柱电池的待焊位置
而旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R基本可以胜任大圆柱电池中所有的焊接任务。且通过灵活可调的内外环光束,结合不同芯径光束的优点,同时起到预热、表面处理、改性、后处理的作用;并提高焊接质量,减小飞溅、炸孔、裂纹等缺陷,减少部件返工,良率可提高75%;大幅提升焊接效率;通过振镜等外部设备,极大增加焊接速度,进一步提高大圆柱电池的成品效率。
03
锐科旗帜系列单模环形光斑激光器在大圆柱电池的焊接案例
图5为一种正集流盘的焊接效果,采用“sin波”的摆动方式可以得到更为美观的焊缝,在增加焊缝数量的同时,使得焊接强度与背部残留量也得以进一步的提高,总加工时间也仅为1.02s。而锐科旗帜系列单模环形激光器因其较小的芯径,可得到更小的热影响区,在正集流盘上绘制密度较大的焊接轨迹,也不会出现因焊缝重熔导致炸孔的现象。
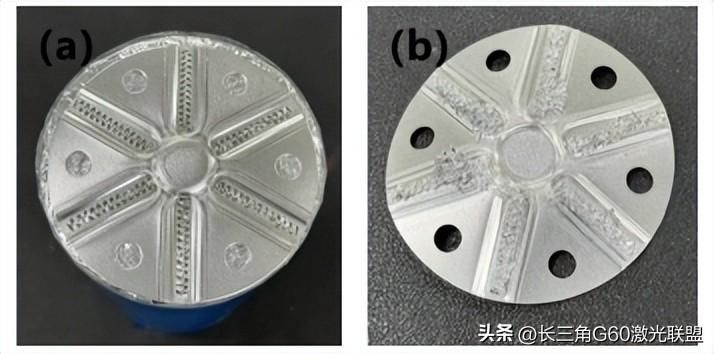
图5正集流盘 (a)表面形貌(b)背面残留
图6为利用旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R焊接大圆柱电池负集流盘的效果,旗帜系列单模环形激光器的优势使得整个焊接过程中并未出现飞溅、炸孔现象,且焊后负集流盘背面粘黏更多的铜极耳,相比于其他类型的激光器,具有更好的焊接效果,焊接时间也仅为1.854s左右。
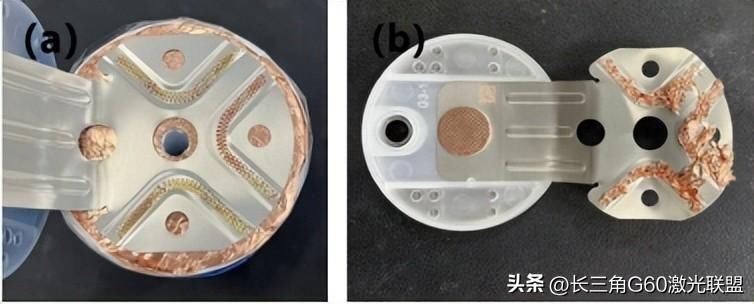
图6负集流盘(a)表面形貌(b)背面残留
旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R也能应用于防爆阀的焊接,如图7所示。相比于大芯径激光器,熔深熔宽难以精准控制,而采用单模环形激光器,热输入与热影响区较小,能够更容易得到合适的焊接效果,且焊接效率高,焊接时间为0.145s左右。

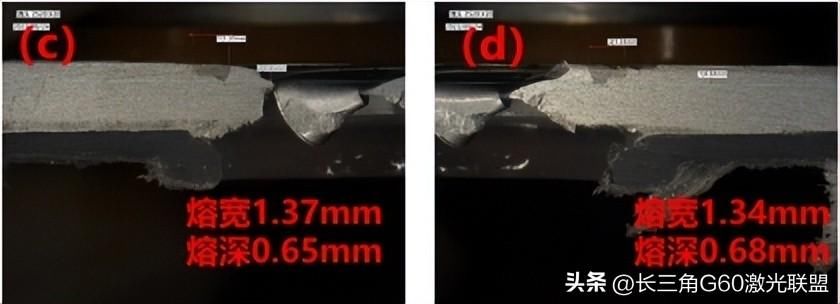
图7防爆阀(a)表面形貌(b)微观形貌(c)(d)截面形貌
底部穿透焊主要是将正集流盘与壳体进行焊接,待焊区域较小,而为满足熔深要求,若采用大芯径激光器需增加焊接功率,从而容易形成较大的熔宽,最终导致焊缝溢出待焊区域,导致工件变形。而采用旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R能够得到较大的深宽比,轻松地在待焊区域完成焊接任务。单道的焊接时间为0.425s左右。

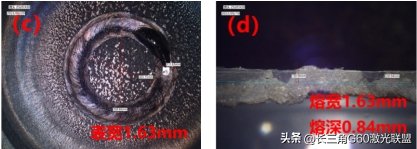
图8底部穿透焊(a)表面形貌(b)背面形貌(c)微观形貌(d)截面形貌
将旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R配合摆动焊接头进行大圆柱电池封口的焊接,效果如图9所示,单个焊接时间为2.33s,能够得到较为美观的封口效果,且焊接过程稳定,熔深较大,焊接强度高,一致性好。

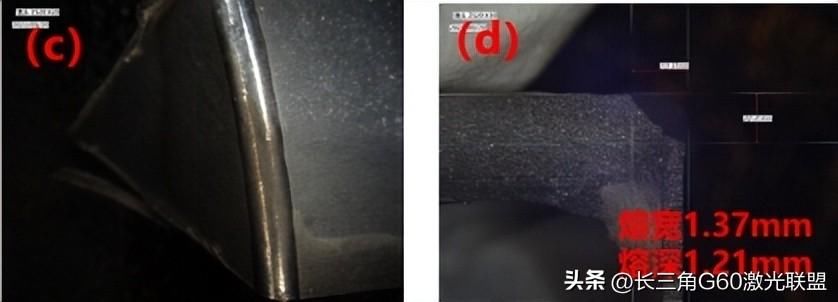
图9 顶盖(a)(b)表面形貌 (c)微观形貌(d)截面形貌
通过以上焊接案例,可以看出旗帜系列单模环形激光器RFL-1000/1000-SM-ABP-R基本可以胜任大圆柱电池上绝大部分待焊区域的焊接任务,且焊接效果优势明显。也由此可以看出,在新能源领域,锐科系列单模环形激光器拥有得天独厚的优势。
来源:联盟单位锐科激光
长三角G60激光联盟陈长军转载!
同时欢迎参加我们长三角G60激光联盟在南京举办的第二届激光智造在储能行业中的应用大会(南京)、激光智造在新能源汽车中的应用大会(合肥)
","gnid":"949960e32e71cd3a6","img_data":[{"flag":2,"img":[{"desc":"","height":"802","title":"","url":"https://p0.ssl.img.360kuai.com/t014b0240d7fdb5a269.jpg","width":"692"},{"desc":"","height":"410","title":"","url":"https://p0.ssl.img.360kuai.com/t01fac950e3159b491d.jpg","width":"1282"},{"desc":"","height":"391","title":"","url":"https://p0.ssl.img.360kuai.com/t012aacd86a43b0b2ff.jpg","width":"953"},{"desc":"","height":"528","title":"","url":"https://p0.ssl.img.360kuai.com/t01cedf3f6d9d501dfe.jpg","width":"504"},{"desc":"","height":"414","title":"","url":"https://p0.ssl.img.360kuai.com/t011a38ea2992632fff.jpg","width":"911"},{"desc":"","height":"354","title":"","url":"https://p0.ssl.img.360kuai.com/t01f9d8768abbe04061.jpg","width":"714"},{"desc":"","height":"304","title":"","url":"https://p0.ssl.img.360kuai.com/t01144ab73b62a75104.jpg","width":"754"},{"desc":"","height":"151","title":"","url":"https://p0.ssl.img.360kuai.com/t017ba5bd013dd3fcb2.jpg","width":"363"},{"desc":"","height":"304","title":"","url":"https://p0.ssl.img.360kuai.com/t0160eb13c7e5922339.jpg","width":"840"},{"desc":"","height":"300","title":"","url":"https://p0.ssl.img.360kuai.com/t01cd10f12b6e9c65a3.jpg","width":"476"},{"desc":"","height":"149","title":"","url":"https://p0.ssl.img.360kuai.com/t018730f0b51de5426c.jpg","width":"417"},{"desc":"","height":"298","title":"","url":"https://p0.ssl.img.360kuai.com/t01113071d2cc2812ba.jpg","width":"478"},{"desc":"","height":"302","title":"","url":"https://p0.ssl.img.360kuai.com/t016d74e59053aef7ab.jpg","width":"838"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1705995900000,"pure":"","rawurl":"http://zm.news.so.com/a673012c2dd37cde3547473b133be52f","redirect":0,"rptid":"5e6c16ee3ccc2727","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[{"clk":"keconomy_1:新能源","k":"新能源","u":""}],"title":"单模环形光斑激光器在新能源行业大圆柱电池的焊接应用
离肾畏2508光纤激光器是如何制成的?
晏饲泡18377918871 ______ 光纤激光器的工作原理如下:由泵浦源发出的泵浦光通过一面反射镜耦合进入增益介质中,由于增益介质为掺稀土元素光纤,因此泵浦光被吸收,吸收了光子能量的稀土离...
离肾畏2508点状激光模块和激光器模组有什么区别? -
晏饲泡18377918871 ______ 点状激光模块是激光器模组的一种,还有线状的或者其他的要求的
离肾畏2508激光是如何被激发出来的?激光发射器的组成部件以及各部件的作用是什么? -
晏饲泡18377918871 ______ 光(laser)是指受激辐射产生的光放大,是一种高质量的光源. 激光的特点: 1.方向性好 2.单色性好 3.能量集中 4.相干性好 什么是激光? 激光(LASER)是上实际60年代发明的一种光源.LASER是英文的“受激放射光放大”的首字母缩写....
离肾畏2508请问谁知道激光打印机,电源板成像系统是哪几个电子元件?
晏饲泡18377918871 ______ 激光打印机工作原理 一、供电系统(Power System) 今电气时代,似乎凡是机器都... 激光打印机基本结构 激光打印机基本结构图 激光打印机结构一般分为以下几个部分:...
离肾畏2508激光器的三个条件极其作用,激光器的基本结构S是什么?
晏饲泡18377918871 ______ 激光器一般包括三个部分. 1、激光工作介质 激光的产生必须选择合适的工作介质,可以是气体、液体、固体或半导体.在这种介质中可以实现粒子数反转,以制造获得激...
离肾畏2508光栅式传感器的光纤光栅传感器的应用 -
晏饲泡18377918871 ______ 先进的复合材料抗疲劳、抗腐蚀性能较好,而且可以减轻船体或航天器的重量,对于快速航运或飞行具有重要意义,因此复合材料越来越多地被用于制造航空航海工具(如飞机的机翼). 为全面衡量船体的状况,需要了解其不同部位的变形力矩...
离肾畏2508气体激光器的组成是什么?
晏饲泡18377918871 ______ 它由放电管内的激活气体、一对反射镜构成的谐振腔和激励源等三个主要部分组成(图1)
离肾畏2508氦氖激光器的发光波长是多少
晏饲泡18377918871 ______ 氦氖激光器的发光波长是632.8nm,氦氖激光器是研制成功的第一种气体激光器,也是最常用的一种,通常在可见光频段(6328Å)工作,其他还有1.1523μm.且氦氖激光器功率一般约数毫瓦,连续发光,因为制造方便、较便宜、可靠,所以使用较多,而由于单色性好,相干长度可达数十米以致数百米,其结构一般有三种形式,分别是内腔式、外腔式、半内腔式.
离肾畏2508激光打印机和喷墨打印的区别.
晏饲泡18377918871 ______ 喷墨打印机工作原理: 热泡式工作原理:热泡式技术是让墨水通过细喷嘴,在加热电阻的作用下,将喷头管道中的一部分墨汁气化,形成一个气泡,并将喷嘴处的墨水顶出喷到输出介质表面,形成图案或字符. 压电式工作原理 :压电式喷墨技...