车床主轴锥度一览表
数控机床是一种高精度、高效率、高自动化的机床。其中,主轴是数控机床的核心部件,承担着转动工件、切削加工的任务,决定了加工的转速、切削力度和加工效率。因此,在使用数控机床时,需要选择合适的主轴结构和型号,定期进行维护和保养,以确保主轴的正常工作和寿命。同时,还应注意避免过度加工和超负荷工作等情况,以免造成设备损坏或工件加工质量下降等问题。
一、数控机床主轴的结构
数控机床主轴结构包括主轴头、轴承、齿轮传动装置、主轴箱体和主轴电机等部分。主轴头是主轴的前端部分,通常由主轴锥度、夹持装置和主轴鼻端等组成。轴承是支撑主轴的重要组成部分,主轴的旋转精度和稳定性直接与轴承的质量有关。齿轮传动装置通常由主轴齿轮、传动齿轮和动力源组成,主要作用是将电机的转动转换成主轴的转动。主轴箱体是主轴的支撑部分,它由前后两个端盖和中间的箱体组成,能够保证主轴的稳定性和刚性。主轴电机是主轴的驱动装置,通常由交流或直流电机和变速装置组成。
二、数控机床主轴工作原理
数控机床主轴的工作原理是通过电机的转动带动主轴的旋转,从而实现工件的切削加工。当主轴启动时,主轴电机产生的动力被传递到齿轮传动装置上,通过齿轮的转动带动主轴旋转。同时,由于主轴头的夹持装置将工件夹紧在主轴上,工件也随着主轴的旋转进行切削加工。
数控机床主轴
三、如何选择合适的数控机床主轴
市面上数控机床主轴品牌繁多,型号各异,那么我们如何选择合适的数控机床主轴呢?
1.在低速运转时具有高切削刚性,在高速运转时可抑制高转速振动,不同转速下皆可保持切削精度。
2.具有高加减速能力,最短时间内到达主轴工作转速,响应时间接近为0。
3.主轴灵敏度高,且无噪音,低震动,无背隙。
4.能够快速维护,减少停机带来的损失。
四、SycoTec数控机床主轴如何选型
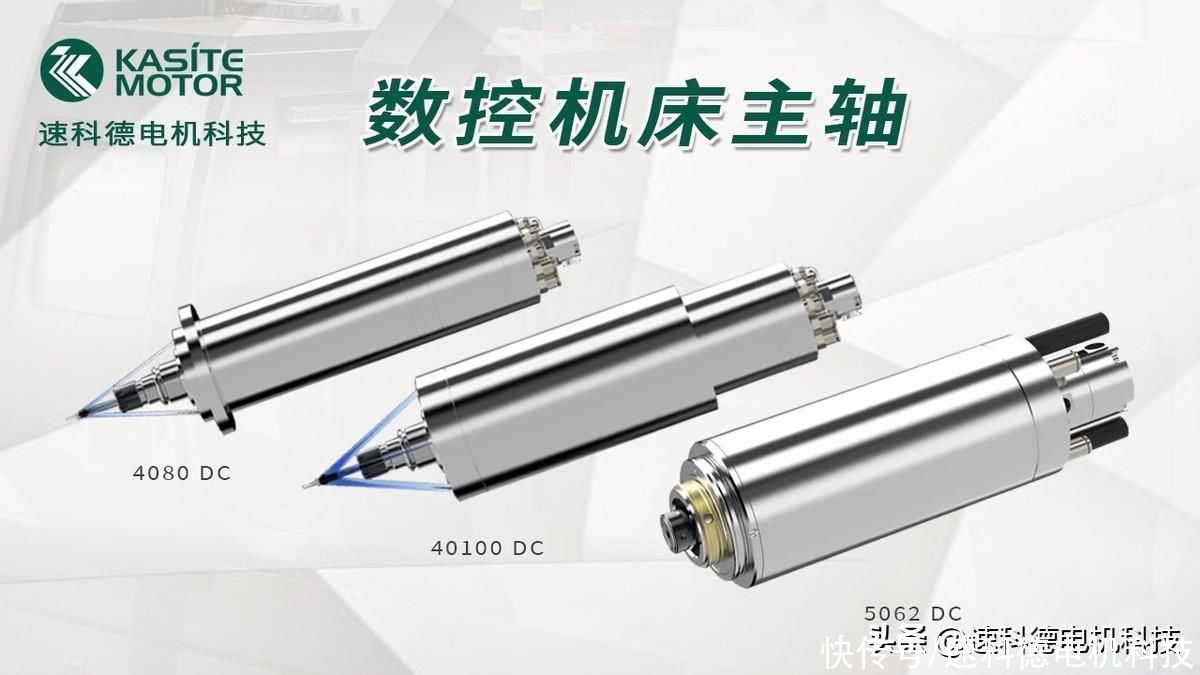
SycoTec数控机床主轴有多个型号,其转速、功率、扭矩、尺寸、重量都有所不同,需根据加工的实际需求有针对性的去选择匹配的主轴型号。
数控机床主轴
1.机床主轴4080 DC
陶瓷轴承,转速40,000rpm,最大扭矩5Nm,最大功率15,000W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
2.机床主轴40100 DC
陶瓷轴承,转速40,000rpm,最大扭矩8Nm,最大功率16,755W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
3.机床主轴5062DC
外壳夹装尺寸61.91mm,最大功率6KW,最高转速35000 rpm,最大扭矩3.5Nm,锥面跳动≤1μm,采用HSK-C32刀柄,手动换刀,无气缸设计,重量轻,约3kg
五、如何维护和保养数控机床主轴
电主轴的使用寿命除了本身的质量问题,其次就是在日常使用中的维护保养也非常之重要,通常情况下主轴工作的环境不会太好,特别是粉尘过多,环境温度较高等加工车间会降低主轴的使用寿命,为此主轴的日常维护保养还是非常重要的。
1.请根据实际使用的变频器需要的电压输入来接入变频器电源;并且接入变频器的电源必须经过滤波、稳定,保证接入变频器的电压没有波动。
2.主轴不能受到任何方向任何形式的撞击,主轴被撞击后动平衡会被破坏,甚至会导致轴承损坏,影响主轴使用寿命。
3.各个主轴通气后可达到密封状态,密封气流量请参考主轴外壳标签上的参数(必须严格控制密封气气压)。气压过大会破坏轴承的润滑脂或润滑系统,轴承失去润滑,主轴高速状态下轴承会损坏;气压过小则达不到密封作用。
主轴后端的换刀气压请参考主轴外壳上标签上参数,当换刀气压大于主轴外壳标签上参数时,气体会通过中间拉杆从前端转子锥面和夹头的贴合面、夹头缝隙吹出,起到清洁锥面的作用。特别是陶瓷插芯研磨的工艺,必须定期对锥面做清洁工作。
建议使用气压阀(带有压力表)调节气压,气压调节阀必须安装在靠近主轴密封气接口处,以保证进入主轴内的密封气压在规定范围内。而且进入主轴的换刀气、密封气都必须经过过滤以达到干燥、无尘的要求(具体过滤等级请参考下文)。
4.拆装夹头请使用配套的专业工具
5.必须根据现场切削条件来确定刀具选型、主轴转速等相关参数设定。
6.主轴的驱动电缆请使用我司配套的电缆,不能私自制作达不到要求的线缆。
7.建议对主轴使用水冷装置进行散热、冷却;同时需要定期检查水冷装置的运行情况,如果异常请立即停止使用主轴,排查和修复后才能使用。
8.请注意所使用夹头的锥面必须保持干净,无刮伤,否则会改变主轴转子前端锥面精度,导致无法锁紧刀具,造成掉刀、断刀的故障。
六、关于速科德
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"9cabae02ebda19b94","img_data":[{"flag":2,"img":[{"desc":"","height":"717","title":"","url":"https://p0.ssl.img.360kuai.com/t01f110bf6fe9980836.jpg","width":"1200"},{"desc":"","height":"675","title":"","url":"https://p0.ssl.img.360kuai.com/t01a728b494a9394b14.jpg","width":"1200"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1690858080000,"pure":"","rawurl":"http://zm.news.so.com/a9b9fe460ea4507b970f6e30d071473f","redirect":0,"rptid":"42805bed832e6216","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[],"title":"数控机床主轴品牌选择及选型,如何维护和保养?
薛殃燕2448主轴锥度7:24BT50 -
沙贝达18566555986 ______ BT:表示采用日本标准MAS403号加工中心机床用锥柄柄部(带机械手夹持槽);其后数字为相应的ISO锥度号:如50代表大端直径69.85的7:24锥度.
薛殃燕2448车床c6136上的主轴法兰锥度是多少 -
沙贝达18566555986 ______ C6180普通车床主轴的锥度尺寸为2958*1473(mm) 附:车床c6136参数 床身上最大回转直径 mm 360 横滑板上最大回旋径 mm 190 最大车削范围 mm 750/1000/1500 螺纹车削范围 公制(种数) mm 0.5-14(18) 英制(种数) tpi 40-2(28) 刀架行程 小刀架 mm 95 横滑板 mm 180 主轴转速 级数 8 范围 r/min 48-1200 加工精度 圆度 mm 0.01 圆柱度 mm 0.01/Φ100 平面度 mm 0.015Φ200 主轴孔径 mm Φ52 主电机功率 kw 4 电机总功率 kw 4.125
薛殃燕2448大连6180普通车床主轴锥孔多少度的啊? -
沙贝达18566555986 ______ 主轴前锥孔为莫氏6号,锥度1:19.180,外锥大端直径63.348,锥角α= 2°59'12'',车床小拖板按α/2板动角度.
薛殃燕2448c61125车床主轴孔锥度 -
沙贝达18566555986 ______ 主轴孔前端锥度 公制140 锥比1:20 1°25′56″ 机床主轴公制锥体度数.
薛殃燕2448主轴锥度
沙贝达18566555986 ______ 具有旋转主轴的机床, 如钻床、镗床、内圆磨、外圆磨、车床、滚齿机等,在主轴端头,一般都有莫氏锥孔. 钻床、镗床、滚齿机用来安装钻头和刀具,内圆磨装磨头,用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能. ...
薛殃燕2448车床主轴 C6180普通车床主轴,安装法兰处的锥度尺寸是多少 -
沙贝达18566555986 ______ 没型号 谁知道 不过这个看说明书嘛上面有的
薛殃燕2448C630普通车床主轴空前段锥度 -
沙贝达18566555986 ______ 锥度是:公制80
薛殃燕244862100车床主轴外径锥度是多少 -
沙贝达18566555986 ______ 7:24 16°35′39.4″ 16.594290° 我记忆中可能是这个数字,但是时间长了记不清了仅供参考
薛殃燕2448数控车床CAK6136V/750 的主轴锥孔锥度是多少? -
沙贝达18566555986 ______ 莫氏4号锥度2度58分31秒,公称直径31.267 莫氏锥度是一个锥度的国际标准,用于静配合以精确定位.由于锥度很小,利用摩擦力的原理,可以传递一定的扭矩,又因为是锥度配合,所以可以方便的拆卸.在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果
薛殃燕2448车床圆锥度的计算公式是什么? -
沙贝达18566555986 ______ 普通车床没必要算那么精确,因为算准了你小滑板又扳不准,算三角函数没计算器还得查表.近似的算法是大径减小径除以圆锥的长度再乘以28.65就是小滑板要转过的角度啦! (50-30)/30*28.65约=29度.差不多就可以了啦.扳了角度要留余量再试车削,再微调,直到符合图纸要求为止.