车铣复合加工中心视频
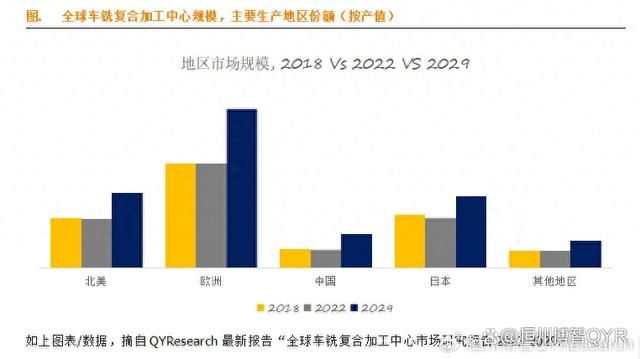
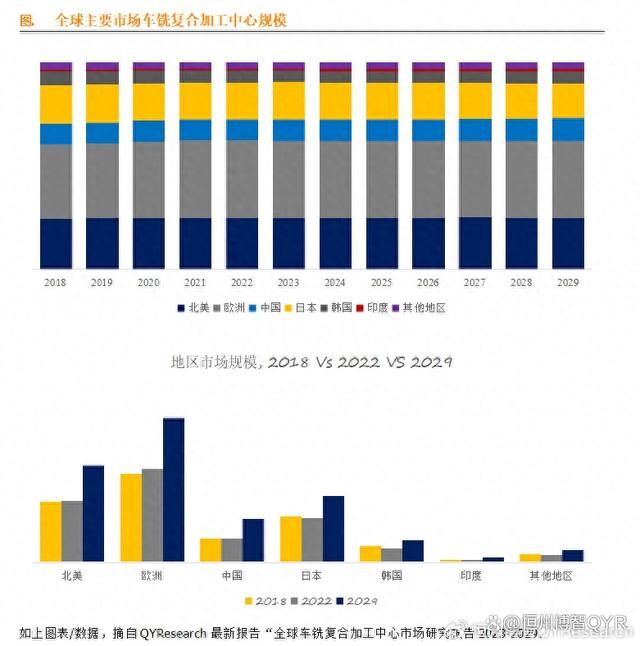
根据QYResearch最新调研报告显示,2023年全球车铣复合加工中心市场规模大约为6,161百万美元,预计2029年将达到9,143百万美元,未来几年年复合增长率CAGR为6.8%。

主要驱动因素:
效率和生产力:制造商不断寻求提高效率和生产力的方法。 车铣中心允许在一次设置中完成复杂的零件,从而减少多次机器更换和操作员干预的需要。 这导致更快的生产时间和更高的吞吐量。
缩短交货时间:车铣中心可缩短零件生产的交货时间。 在一台机器上执行车削和铣削操作的能力减少了在不同加工中心之间移动工件所需的时间。
节省成本:运行更少的机器并减少设置时间可以显着节省成本。 车铣中心最大限度地减少了对单独车床和铣床的需求,从而降低了资本支出和运营成本。
精度和准确度:多任务机床能够进行高精度加工,这对于航空航天和医疗制造等行业至关重要。 在一套装置中执行车削和铣削操作的能力可确保更高的零件精度。
复杂的几何形状:现代制造通常需要具有复杂的几何形状的组件。 车铣中心可以处理各种几何形状和特征,包括轮廓表面、深腔和复杂的 3D 形状。
主要阻碍因素:
车铣中心市场的一个重要限制是与这些机器相关的初始购置成本和运营费用较高。 车铣中心是先进的加工工具,将车削和铣削操作的功能结合到一台机器中。 它们在制造过程中提供多功能性和更高的效率,使其对航空航天、汽车和医疗设备制造等行业具有吸引力。
然而,购买车铣中心所需的初始投资可能很大。 这些机器结构复杂且技术先进,结合了多轴、工具系统和自动化功能。 此外,培训操作员有效使用车铣中心的成本可能很高。
包括维护、工具和编程在内的运营费用也可能很高。 保持车铣中心的精度和准确度对于生产高质量零件至关重要,这通常需要专门的培训和维护程序。
此外,车铣中心的编程可能很复杂,需要熟练的 CNC 程序员来创建高效的加工程序。 这可能会导致劳动力成本增加和潜在的生产延误。
行业发展机遇:
对多任务机器的需求不断增长:制造商越来越多地寻求多功能加工解决方案,以简化生产流程并降低成本。 车铣中心能够在一次设置中执行多种操作,这使得它们在精度和效率至关重要的行业中非常受欢迎。
航空航天和国防:航空航天和国防领域对精度和质量有严格的要求。 车铣中心非常适合生产复杂且高精度的部件,例如涡轮叶片、航空航天紧固件和导弹部件。 随着这些行业的不断扩张,对车铣中心的需求可能会增加。
医疗器械制造:医疗器械行业需要具有严格公差的复杂组件。 车铣中心能够生产复杂的医疗植入物、手术器械和矫形器械。 随着医疗设备的需求不断增长,对车铣中心等先进加工解决方案的需求也在不断增长。
汽车行业:随着电动汽车(EV)和自动驾驶技术的引入,汽车行业不断发展。 车铣中心在制造这些先进车辆的精密部件方面发挥着至关重要的作用。 随着汽车行业向新技术过渡,对车铣中心的需求可能会增加。
工业 4.0 集成:工业 4.0 技术(例如物联网传感器、数据分析和自动化)的集成可以增强车铣中心的能力。 制造商可以实时监控机器性能、优化生产计划并最大限度地减少停机时间,从而提高效率并节省成本。
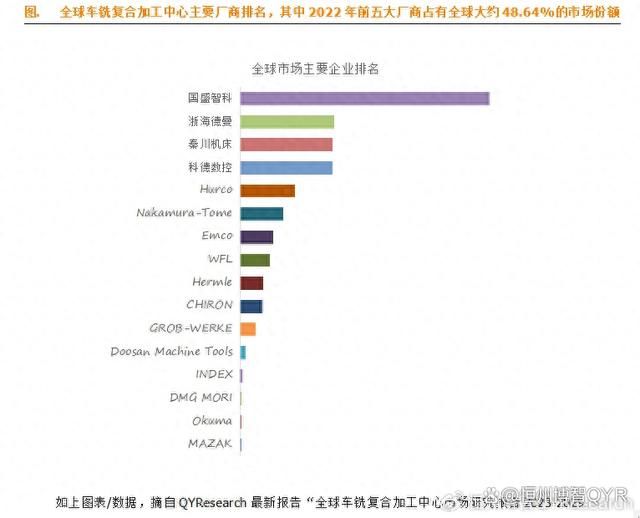
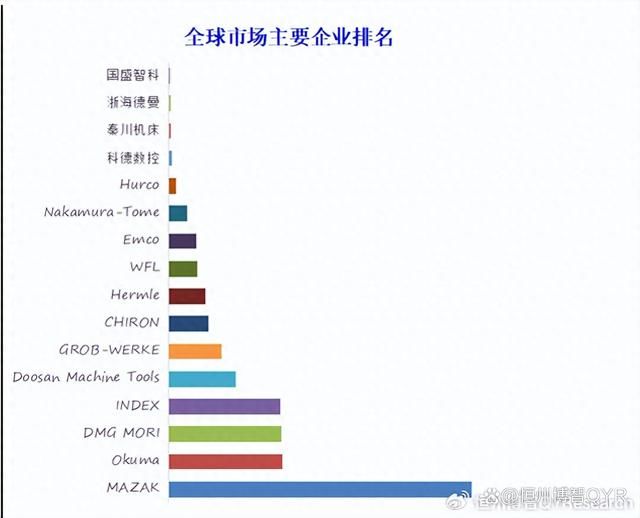
全球范围内,车铣复合加工中心主要生产商包括MAZAK、Okuma、DMG MORI、INDEX、Doosan Machine Tools、GROB-WERKE、CHIRON、Hermle、WFL、Emco、Nakamura-Tome
Hurco、科德数控、秦川机床、浙海德曼、国盛智科、等,其中前五大厂商占有大约48.64%的市场份额。
目前,全球核心厂商主要分布在日本、欧洲、中国。
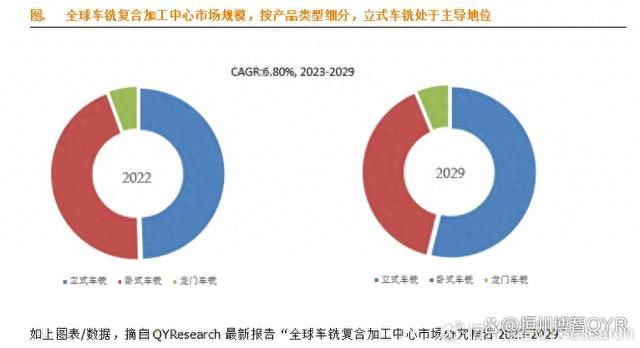
就产品类型而言,目前立式车铣是最主要的细分产品,占据大约49.50%的份额。
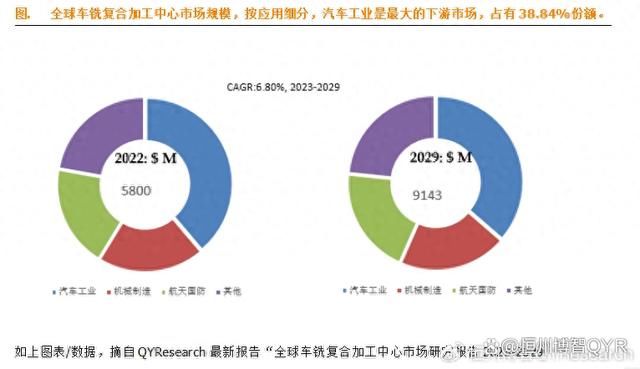
就产品类型而言,目前汽车工业是最主要的需求来源,占据大约38.84%的份额。
更多内容参考完整版本行业分析报告,著作权归QY所有。商业转载请联系作者获得授权,非商业转载请注明出处。
融蓉绍2165什么是车铣复合车床加工 -
龚肾苇18264447839 ______ 就是车铣复合加工.车铣复合加工中心相当于一台数控车床和一台加工中心的复合.车铣复合加工中心,是车床,铣床一并加工的场所.
融蓉绍2165这种车铣复合中心有人改造过没有??
龚肾苇18264447839 ______ 机械手动作我是按照卧加的动作做的,已经好了.目前还有一些细节上的问题,这个大的主轴与主轴电机是皮带传动,,传动比不是1:1,加装了一个外置编码器,,需要使用外置编码器实现定位,但是没有调好.这个主轴在如果做4轴使用时,,主轴电机与4轴电机需要液压缸机械切换.这个车对刀器以前没见过,改天拍了照片大家帮帮忙.
融蓉绍2165PowerShape2016径向实体切口怎么调用 -
龚肾苇18264447839 ______ 径向实体切口特征是PowerSHAPE 2014 R2 ( PowerSHAPE Pro, Toolmaker Pro, PartMaker Modelling 及 PowerSHAPE Companion for FeatureCAM)发布的一个新功能,它可快速绕圆柱实体包裹线框并切出型腔特征.使用此功能产...
融蓉绍2165五轴立式加工中心 -
龚肾苇18264447839 ______ 五轴是指三个直线轴和2个旋转轴,旋转轴有不同的表现方式大致分以下几种:第一大类:立卧转换式,旋转轴在主轴上表现出来的,也就是主轴头能摆动的.1.“主轴单摆+工作台回转”;2.“主轴双摆”. 这一类的特点是,主轴刚性差,不能重...
融蓉绍2165车铣复合的特点 -
龚肾苇18264447839 ______ 1.车铣复合加工中心 使用高精度内藏式主轴;2.自由移动式操作面板提高作业效率;3.机型主要大批量生产各种小零件及复杂零件高速加工,多样化加工;4.特别是细长复杂工序可一次性加工成型.可配置自动送料装置提高效率;5.材料明细:切削,铜,铁,铝合金,不锈钢,铁弗龙等材质.
融蓉绍2165什么叫车铣复合数控机床 -
龚肾苇18264447839 ______ 看见没有,前面是原材料,可以车,上面有铣刀,可以铣,左边是背轴,正背面同时加工,所以叫复合机.
融蓉绍2165大型卧式车铣复合加工中心技术有些什么?
龚肾苇18264447839 ______ (1)单立柱技术.本机床虽然配置了双刀架,但为布局结构紧凑采用了单立柱形式.... (2)B轴刀架两点布刀技术.传统的车铣中心均配置单一刀架,旋转刀具和车削刀具安...
融蓉绍2165数控机床铣削塑料如何没有毛边? -
龚肾苇18264447839 ______ 不管怎么调试,你都不能避免出现毛边,方法就是加上一把1毫米的中心钻,用中心钻的锥面剐蹭毛边最有效果,一定要喷切削液,而且中心钻弄得大小均匀还好看!