cmt焊接过程怎么叙述
长三角G60激光联盟导读
南昌航空大学刘奋成教授团队针对电弧摆动对CMT电弧熔丝增材制造2319铝合金气孔和力学性能的影响开展了一系列研究。相关研究成果以“Effect of arc oscillation on porosity and mechanical properties of 2319 aluminum alloy fabricated by CMT-wire arc additive manufacturing”为题发表在《Journal of Materials Research and Technology》》上。论文作者为魏昱涵硕士研究生,通讯作者为刘奋成教授。
冷金属过渡(Cold Metal Transfer, CMT)作为一种新的熔化极惰性气体保护焊接方法,将熔滴过渡与焊丝回抽相结合,能够降低焊接热输入且熔覆效率高、焊后变形小,在复杂和薄壁铝合金零件的增材和修复方面具有优势。但其金属过渡温度较低,熔池的冷却速度高,气体逸出的时间较短,容易在熔池内产生气孔,特别在铝合金的增材制造应用中,气孔问题尤为突出。在焊接过程中通过电弧摆动来改善焊接质量是常用工艺方法,可以通过摆动来拓宽电弧的作用范围,增大熔池的面积,均匀组织,减少缺陷,改善成形质量。
南昌航空大学刘奋成教授团队针对电弧摆动对CMT电弧熔丝增材制造2319铝合金气孔和力学性能的影响开展了一系列研究。研究团队以2319铝合金为研究对象,将电弧摆动加入2319铝合金的CMT电弧熔丝增材制造过程,在保持焊接速度、送丝速度和气流量等工艺参数不变的基础上,研究了电弧摆动方式对铝合金气孔分布数量和力学性能的影响。本研究可为电弧摆动技术发展及铝合金气孔缺陷控制提供参考。
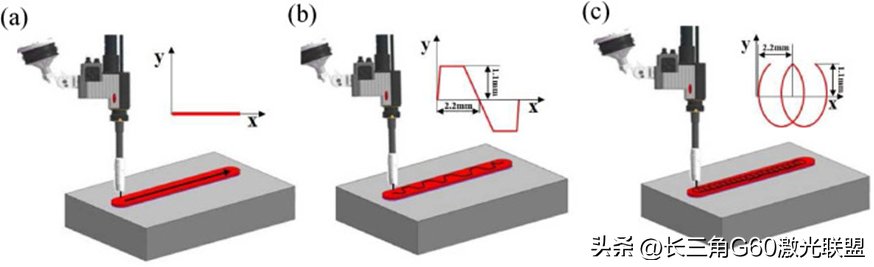
图1 电弧摆动示意图
(a)无摆动;(b)螺旋形摆动;(c)不对称梯形摆动

图2 电弧增材制造2319铝合金示意图
(a) 采样位置示意图 (b) 拉伸试样几何尺寸( mm )
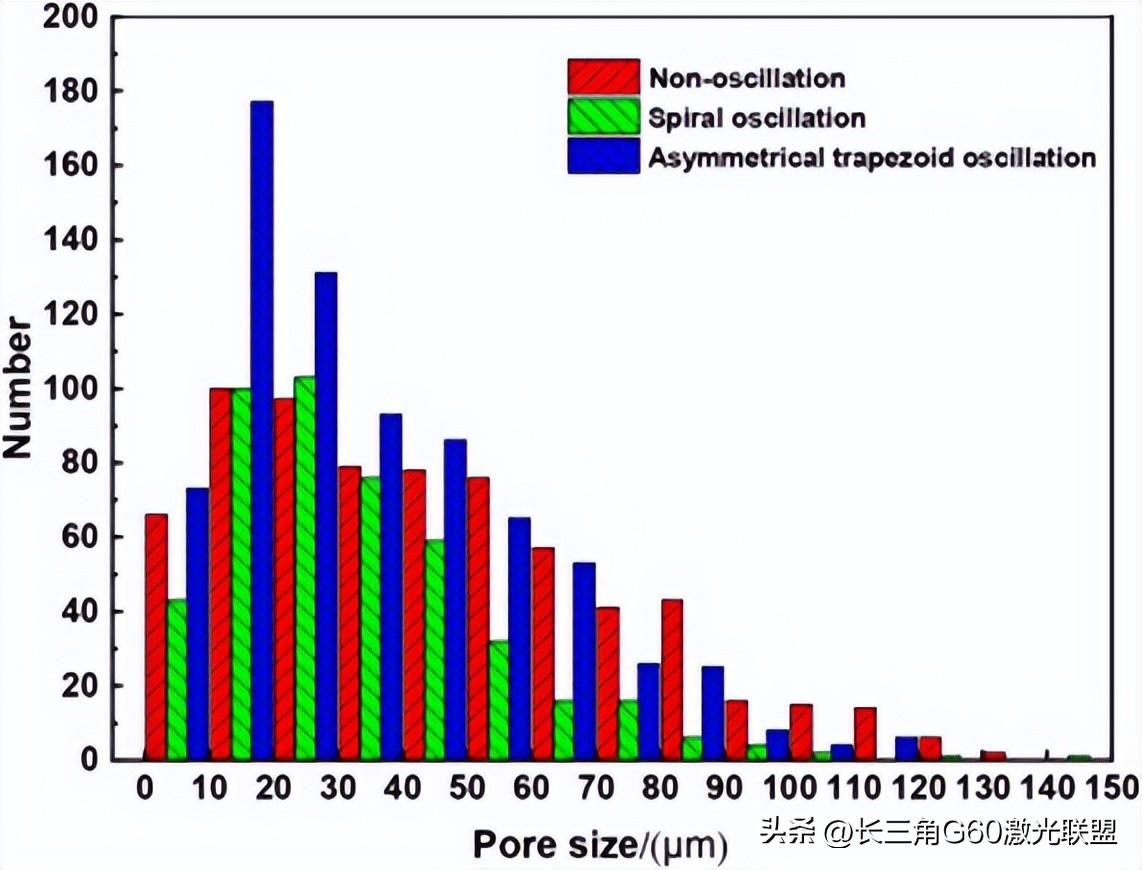
图3 各电弧摆动模式下气孔尺寸数量统计结果

图4 不同电弧摆动模式CMT电弧熔丝增材制造2319铝合金试样显微组织
(a)无摆动;(b)不对称梯形摆动;(c)螺旋形摆动;(d)-(f)局部放大图

图5 单道多层沉积CMT - WAAM 2319铝合金金相组织
(a)无摆动;(b)不对称梯形摆动;(c)螺旋形摆动。
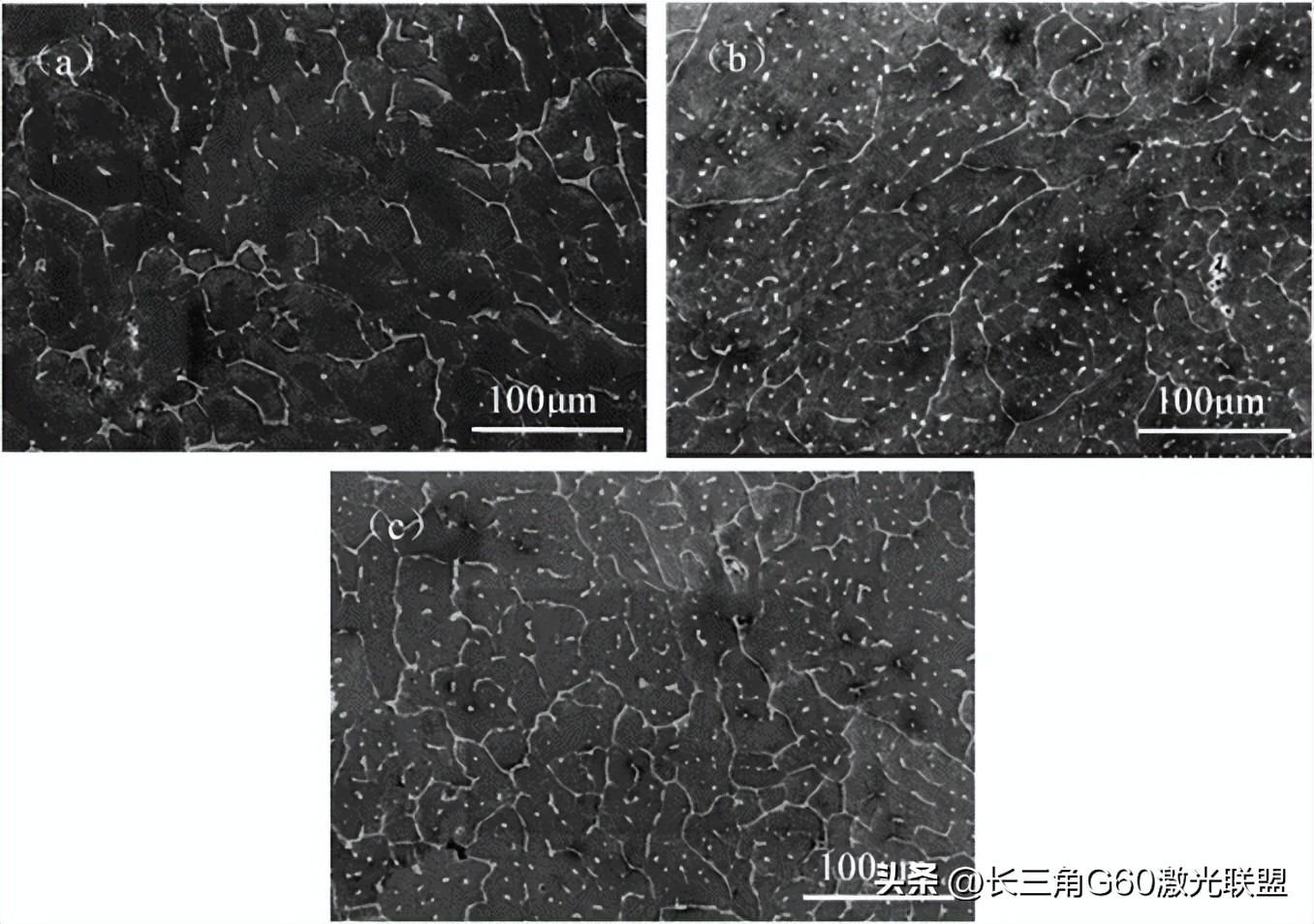
图6 固溶+时效后不同电弧模式下2319铝合金SEM图
(a)无摆动;(b)不对称梯形摆动;(c)螺旋形摆动。
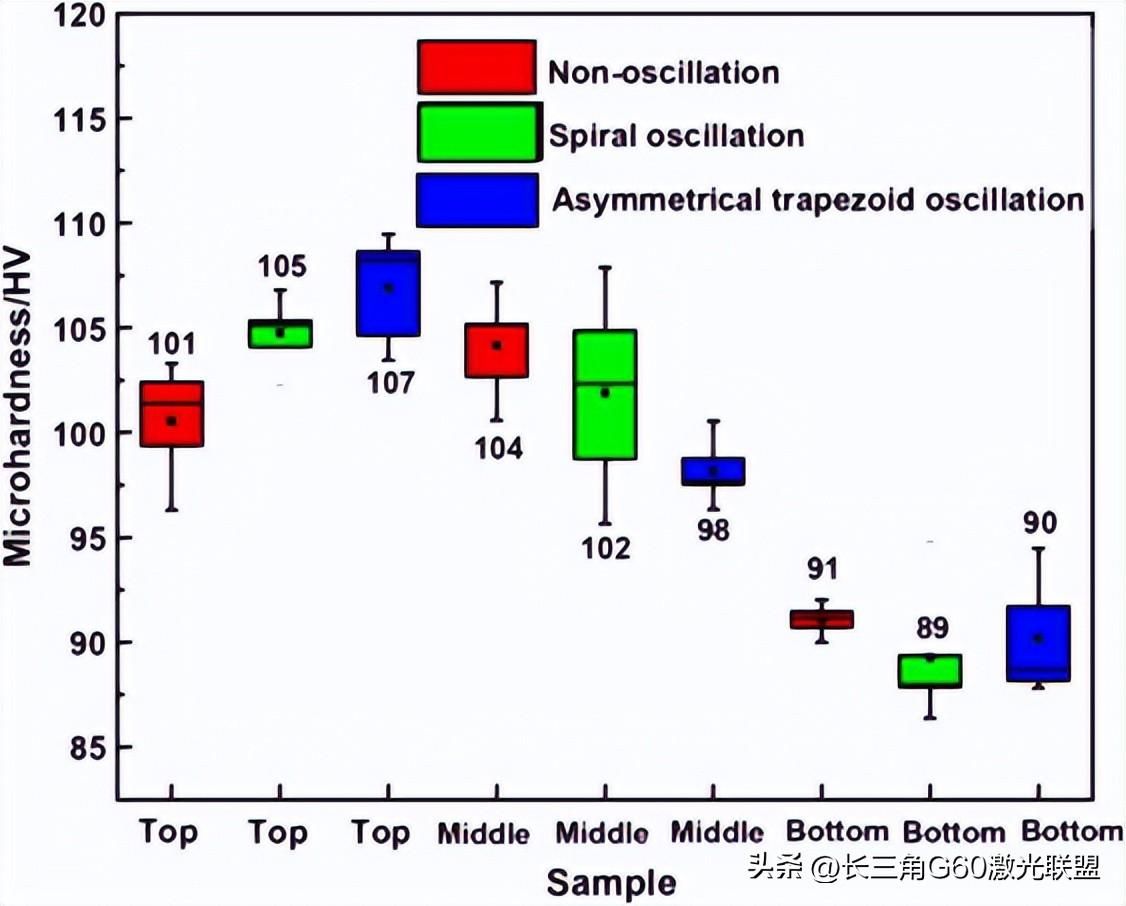
图7 不同电弧摆动模式下铝合金单道多层的显微硬度
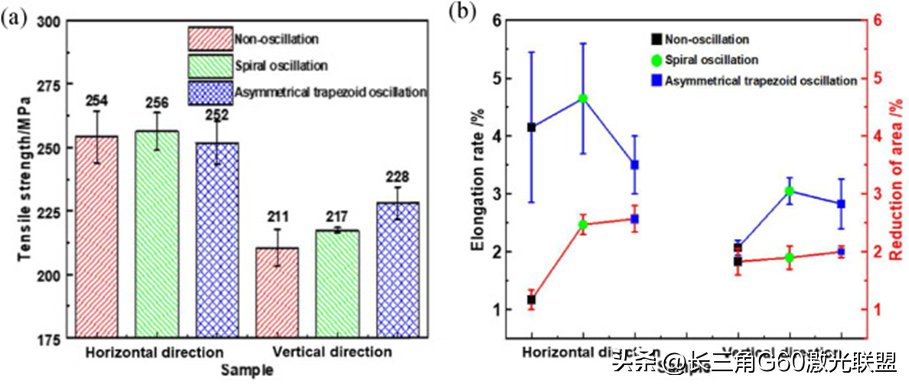
图8 不同电弧摆动模式下室温拉伸性能数据
(a)抗拉强度;(b)塑性
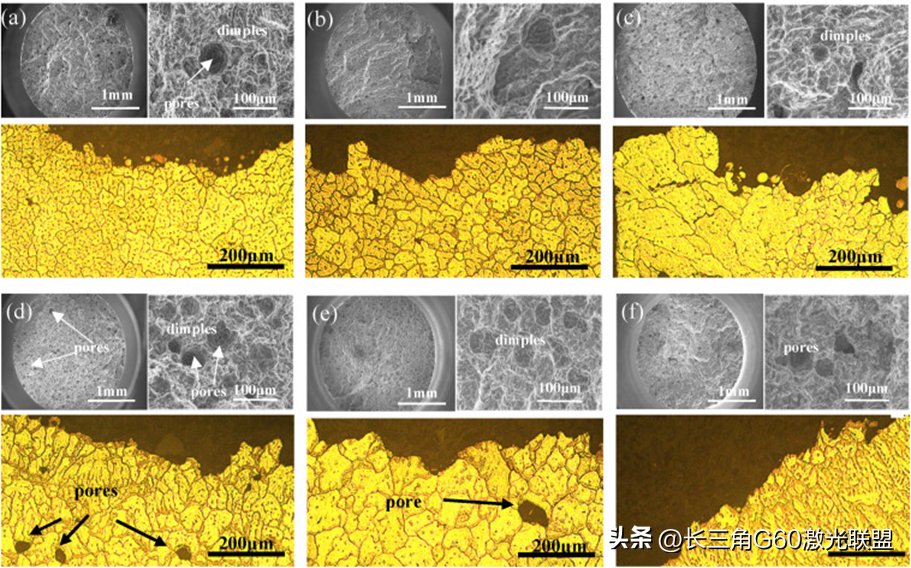
图9 不同电弧摆动模式下拉伸断口
(a)纵向无摆动;(b)纵向不对称梯形摆动;(c)纵向螺旋摆动;
(d)横向无摆动;(e)横向不对称梯形摆动;(f)横向螺旋摆动。
论文链接:
https://www.sciencedirect.com/science/article/pii/S223878542300666X
来源:南昌航空大学供稿
长三角G60激光联盟陈长军转载
","gnid":"9611b32c918370c0f","img_data":[{"flag":2,"img":[{"desc":"","height":"519","title":"","url":"https://p0.ssl.img.360kuai.com/t018748da41e5b1fde4.jpg","width":"869"},{"desc":"","height":"267","title":"","url":"https://p0.ssl.img.360kuai.com/t014704a92e54eeb436.jpg","width":"874"},{"desc":"","height":"302","title":"","url":"https://p0.ssl.img.360kuai.com/t015c6005844c14195d.jpg","width":"893"},{"desc":"","height":"870","title":"","url":"https://p0.ssl.img.360kuai.com/t01b27dac2f625b4021.jpg","width":"1142"},{"desc":"","height":"474","title":"","url":"https://p0.ssl.img.360kuai.com/t01da891ddd0110addf.jpg","width":"832"},{"desc":"","height":"680","title":"","url":"https://p0.ssl.img.360kuai.com/t01ea5ce3e835074aee.jpg","width":"832"},{"desc":"","height":"954","title":"","url":"https://p0.ssl.img.360kuai.com/t01950cdcbf50211b12.jpg","width":"1356"},{"desc":"","height":"906","title":"","url":"https://p0.ssl.img.360kuai.com/t01649a09b2d88b0f3c.jpg","width":"1126"},{"desc":"","height":"385","title":"","url":"https://p0.ssl.img.360kuai.com/t01c9fa576edcb7f9e6.jpg","width":"909"},{"desc":"","height":"568","title":"","url":"https://p0.ssl.img.360kuai.com/t0158a56527b30a0836.jpg","width":"911"}]}],"original":0,"pat":"art_src_3,sexf,sex4,sexc,fts0,sts0","powerby":"pika","pub_time":1692021300000,"pure":"","rawurl":"http://zm.news.so.com/0028111deb6dbc0a525dbcea63df53f7","redirect":0,"rptid":"e826b899b5142fc5","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[],"title":"电弧摆动对CMT电弧熔丝增材制造2319铝合金气孔和力学性能的影响
匡蔡呢1024谁知道CMT冷焊如何堆焊(平焊(堆)立焊)还有它们的焊接工作参数 -
干炕嘉15689908786 ______ 不知道你们是否使用福尼斯的CMT 焊机,如果是使用该焊接设备对水冷壁管进行CMT堆焊的话,无论是平位和立位,堆焊都没有问题.至于焊接参数,这需要通过焊接试验来确定.
匡蔡呢1024CMT焊接的送丝速度是靠什么来改变的 -
干炕嘉15689908786 ______ 你好,CMT焊接的送丝速度是靠焊接电流来改变的,焊接电流大,送丝速度就快,焊接电流小,送丝速度就慢.
匡蔡呢1024请问一下焊接里的排斥过渡是怎么回事? -
干炕嘉15689908786 ______ 排斥过渡这个说法不怎么常见.应该是通常认为的短路(颗粒)过渡.形象的比喻:水龙头开启后逐渐关小,发现呈珍珠链状时候,那个状态过渡形式很类似短路过渡 重力 表面张力 电弧收缩力,等离子流力这些力作用在一个即将过渡到熔池的熔滴时瞬间受力分析.通过:重力,表面张力促使熔滴过渡,电弧收缩力 等离子流力阻碍熔滴过渡.把综合受力比喻成排 斥过渡.这是我的理解,希望相关人士指正.
匡蔡呢1024CMT焊接时提示送丝故障焊丝缓冲器满是什么原因 -
干炕嘉15689908786 ______ 1.缓冲器之后的送丝软管阻力太大(内有过多金属屑或其它污染物,弯折半径太小等);2.焊枪送丝软管阻力太大(内有过多金属屑或其它污染物,弯折半径太小等)、导电嘴堵塞;3.焊枪导电嘴内径与焊丝不匹配.
匡蔡呢1024薄直焊管的直焊缝是用什么机器焊接的?具体的操作方法和用什么机器? -
干炕嘉15689908786 ______ 你可以fronius生产的CMT焊接装置,配的机器人为ABB,它的热输入很小,焊接变形小,焊缝成型也相当不错,不过整个设备得100万吧!焊接要用焊丝,我们实验室有,一般焊2个毫米厚的板,更厚的也能焊.
匡蔡呢1024现有尺寸为1000x100x8的钢板3块,将其焊接成一个工字梁,请简述焊接过程,并用图表示焊缝的 -
干炕嘉15689908786 ______ 拼接后,按箭头方向开始焊接,可减小变形量,但要2人同时焊接,并控制好层间温度,否则还会变形,如果拼接后的工件2件以上,可把2件或3件工装在一起焊接,焊接后自然冷却后打开,变形很小.
匡蔡呢1024哪种焊接技术没有焊渣 -
干炕嘉15689908786 ______ 应该是氩弧焊.
匡蔡呢1024求工厂电焊的操作方法?不必多专业,就是能给焊接上就行!用最简单的语言来描述下,不要说大学问,谢谢! -
干炕嘉15689908786 ______ 戴上焊帽,拿起焊枪,往连接缝上戳,看到连到一起了,熄火,进行下一个焊缝的焊接.
匡蔡呢1024福尼斯的CMT技术如何?会成为MIG/MAG焊的发展方向吗? -
干炕嘉15689908786 ______ 可能会的,CMT相比MIG和MAG有较多优点,其中无焊渣飞溅就是一大亮点
匡蔡呢1024二氧化碳保护焊焊接时产生飞溅的原因有哪些 -
干炕嘉15689908786 ______ 二氧化碳气体保护焊的熔滴过渡属于短路过渡,熔滴过渡过程中出现少量飞溅属于正常现象,这是短路过渡天生的不足.不过现在已有一些焊机基本克服了小电流(不大于200A)焊接的飞溅,比如采用STT(表面张力过渡)、CMT(冷金属过渡)技术的焊机在200A(1.2mm焊丝)以下电流焊接是已经基本没有飞溅了,但目前还没有250A以上电流无飞溅焊接的技术. 在一般的焊机使用当中,如果焊接电流与电压配合不恰当,会使焊接飞溅明显增大,一般可以根据 焊接电压=14+0.05焊接电流 来确定焊接电压,考虑到焊接回路的电压降,焊接电压一般会比前述公式计算值要高一些.