cnc加工不锈钢开粗参数
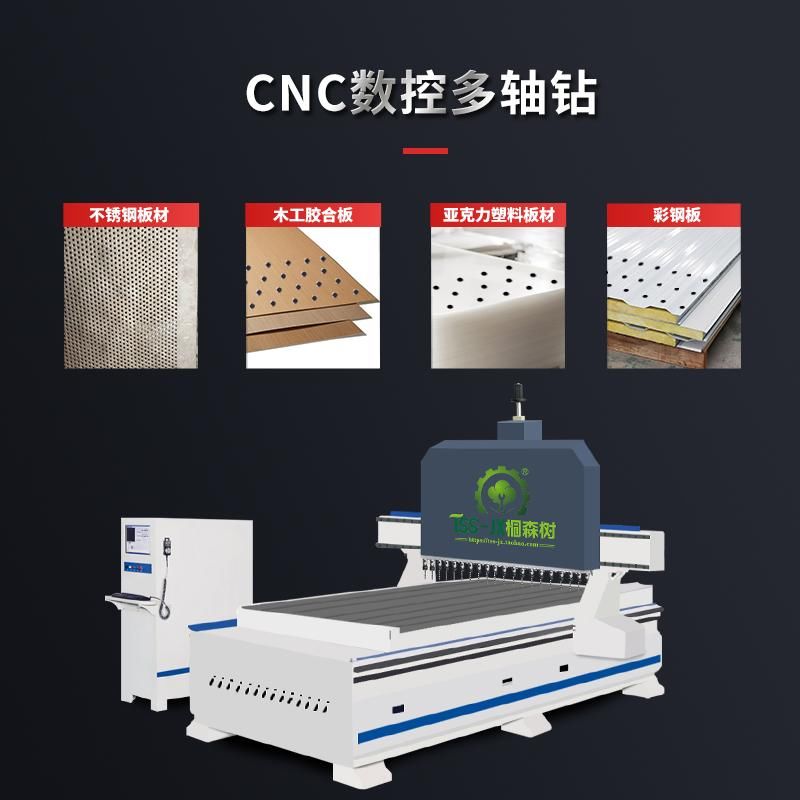
TSS-JX1325-19数控CNC多轴钻床应用于工业铝合金、锌铁、不锈钢、木塑料板材等金属制品的高效多孔钻出。具有钻孔倒角同时加工完成、快速高效率、钻孔精度高、孔壁光滑、定位准确、安全可靠、操作简单等优点。整机立式结构,配套大扭力低转速动力头。一次19个孔位可同时钻出并倒角,板材工件长1000MM,可钻孔直径2-6MM,钻孔深度可调节,采用龙门架结构,可前后左右移动排头打出不同间距的孔位; 配有定位靠山及滚筒压料装置,保证工件放料到位及钻孔倒角精准,通电通气即可使用,一键启停式安全钻孔,有效解决薄形金属板材冲孔变形、冲孔机每次只能冲出一个孔、简易钻孔机钻孔变椭圆、圆度不够、容易打穿孔、不能同时倒角及采用CNC加工中心效率低、成本高的难题。
广泛适用于:石化化工、空调制冷、汽车配件、航空制造、轮船行业、楼房建筑、铝门窗行业、电子商务、模具行业、五金电器、农机配件、铁路行业、塑钢制品、建筑装饰、家电等各行各业。
季巧彬1553白钢304材质,机械加工用什么刀具和切削液,切屑参数多少合适? -
郗天俊19493641116 ______ 是不锈钢SUS304或者AISI304材料吧,切削液乳化液就得啦,刀具涂层刀合金刀,开粗10MM的给个S2200F1300.ZP0.2就可以跑了,
季巧彬1553车床加工不锈钢外径从16毫米车到6毫米怎么加工用什么刀具 和切削参数? -
郗天俊19493641116 ______ 用YW1.YW2.车不锈钢比较好,粗车也可用车铸铁的YG6,YG8,钨钴类合金,精车用YW1,YW2.外径16mm车到6mm没交代车外径到6mm,多长,16直径总长.切削多少,走刀量多少,要看工件多长,切削力跟工件承受力来定,不锈钢车时易发热,粘刀,需冷却水降温,易起切削瘤,刀要锋利,刀开切屑槽,转速不要过快300转左右,走刀可快点0.25mm/r至0.3mm/r.根据实际情况定.
季巧彬1553数控加工不绣钢加工内孔直径15mm,
郗天俊19493641116 ______ 要看你是多深的孔.是304材料还是316的.或是其他的,不锈钢也有很多种的.一般都是304最普通的.设深20mm.M3 S600 G99.G0 X14 Z1.G90 X14.6 Z-19.9 F.14.G0 X15.5.G1 Z0 F.2.X15 W-.3 F.1.Z-20 U.03.X14.G0 Z100 M30
季巧彬1553加工中心编程,工件不锈钢304...大小450 - 450 - 20铣深14 怎么加工比较好 -
郗天俊19493641116 ______ 先上机夹铣刀杆开粗,然zhidao后该咋铣咋铣.转速进给多少,取决于你选择刀具的尺寸,刀具材质,选择的切削量——这些都明确后,查刀具厂家提供的刀具样本资料,根据对应材质刀具在你的零件的工况下的厂家推荐值,选择一个相对保守...
季巧彬1553CNC 直径20的牛鼻刀开粗钢件,加工参数怎么设置? -
郗天俊19493641116 ______ 整体合金圆角立铣刀 切削深度 槽铣≤D 铣侧面≤1.5D (D-铣刀直径) 切削宽度 槽铣=D 铣侧面≤1.5D 切削速度 15-30m/min 转速400仅供参考
季巧彬1553数控车床加工,不锈耐热钢2GR13 ,用什么刀具? 转速多少?进刀量多少?光泽度要求1.6 - 3.2,外圆29MM - 26MM. -
郗天俊19493641116 ______ 不锈钢专用刀片;肯纳可使用KCM25 材质; 外圆按照25mm来计算,实际转速约1500-1700; 精车是进给在0.12-0.15,粗糙度应该能达到1.6-3.2之间.
季巧彬1553MAZAK数控机床加工不锈钢内孔,粗糙度Ra0.4以下 - --请教 -
郗天俊19493641116 ______ 直径15毫米的孔,长度50毫米,316L材料,应该用12毫米直径的钨钢刀杆,防震,不能用陶瓷刀片,应该用立方氮化硼材质的刀片,钻扩孔至14.5毫米,留少许余量精车削,转速1500转每分钟!实在不行,就再留0.1毫米再精车一刀!
季巧彬1553加工中心加工不锈钢用什么铣刀和钻头加工参数请详细说明冷却液用什么最好 -
郗天俊19493641116 ______ 首先回答冷却液的问题、冷却液没有最好的、而水冷是算是首选、但是要根据所要加工的物件、刀具、时间而定、所以说冷却液最好的是没有制定的属性、一般公司加工中心选择冷却液以环保、质量、时间为主.铣刀的说明:山艾朗精密数控刀...
季巧彬1553CNC加工要求 -
郗天俊19493641116 ______ 济宁利兴CNC 加工标准 1、 加工前必须检查导轨油是不是在安全线以内,坚决杜绝忘加、加错 油等情况出现! 2、 开机后主轴必须空运转 5-10 分钟,如果长时间没开机,开机后必 须进行暖机程序方可进行加工. 3、 加工前必须把图纸看懂读...
季巧彬1553加工中心的切削参数有那位好心人给小弟一张CNC加工中心的刀具切削
郗天俊19493641116 ______ 4Flute End Mills 四刃立铣刀 Regular Length 标准型 MFR系列 Non-alloyedSteel 非合... Heat Resistant Stainless Steels不锈钢 Cast iron 铸铁 Steels耐热钢 Hardness硬度 -...