pe热熔管件参数表
文/乐居财经 魏薇
制造业是国家经济的基石。2015年,我国提出《中国制造2025》国家战略规划,对促进制造业转型升级、提升中国制造业全球竞争力进行了全面部署。而智能制造是制造强国建设主攻方向,也是制造企业提升核心竞争力的主要路径。
前不久,工信部正式印发了《“十四五”信息化和工业化深度融合发展规划》,《规划》明确“到2025年,制造业数字化转型步伐明显加快,全国两化融合发展指数达到105”。
对管道产业来说,数字化也是必然趋势。作为管道行业的龙头企业,中国联塑早在2010年就开始进行大量研发性的技术探索和尝试,尤其在底层硬件控制、互联互通改造等方面,长期进行极大的人才和资金投入,不断探索数字化智能化工厂的发展。
《中国制造2025》战略出台后,中国联塑积极响应国家号召,全面开展自动化及智能化生产。2020年至今,中国联塑持续加大智能制造投入,为管材制造注入智能“思维”,打造可持续竞争优势,使其产业升级跑得更快、更稳、更好。
在借助“智慧”力量推动自身高质量发展的同时,中国联塑也为制造强国贡献了一份力量。
超级工厂引领产能升级
在传统管理模式中,传统的生产,每个生产环节都需要配备人员站岗工作,一个工种往往需要多个人员分工协作,人均产值相对较低,个人认知的差别、能力的差异等人为因素差异造成的结果便是效率低下。
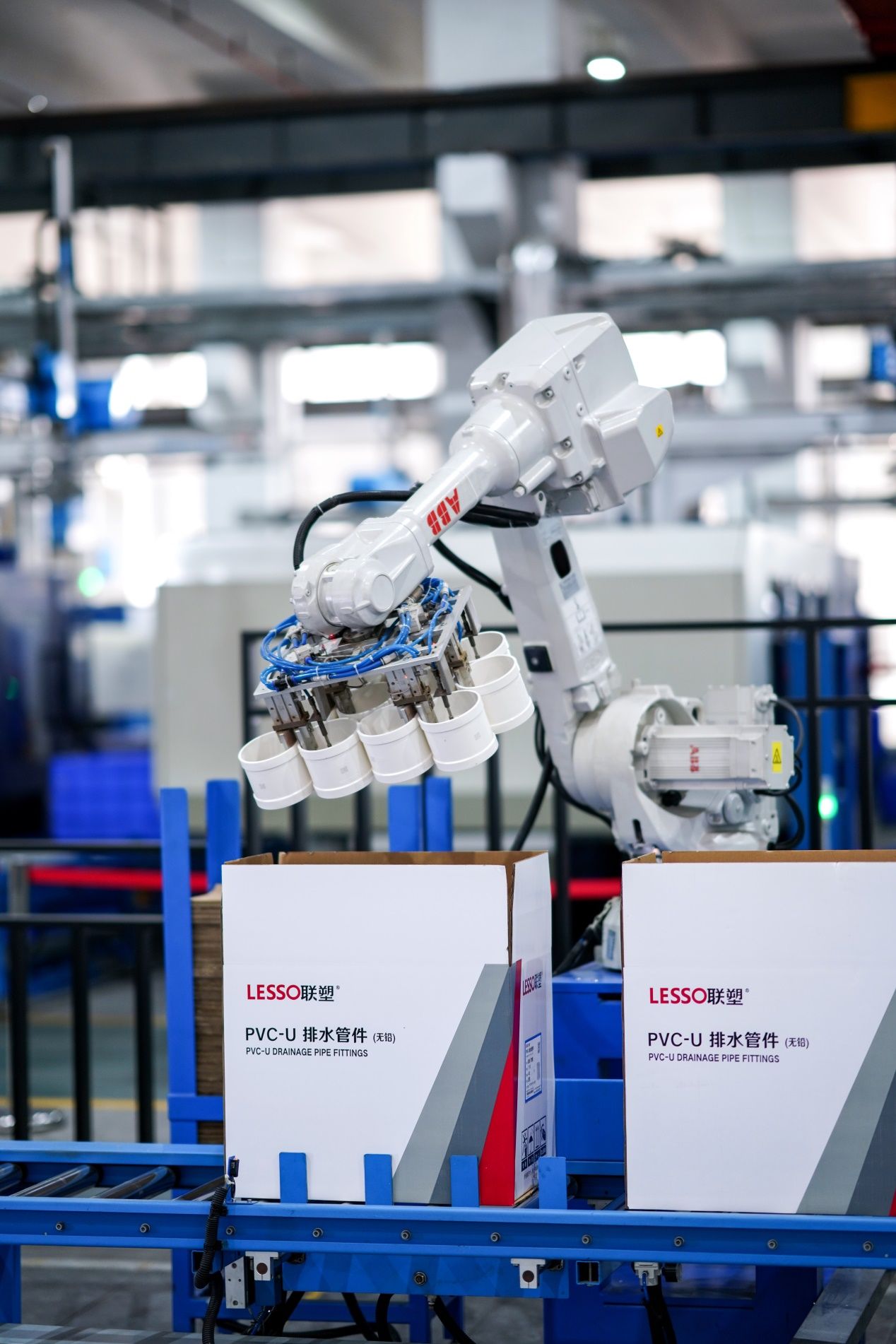
但在联塑的智能工厂,通过智能化、数字化的“双管齐下”,无人车间能够实现24小时不停歇运转。

从投料混料到管材管件产品生产、包装、入库均已实现智能化。在生产过程中,每隔几秒就收集一次数据,通过数据,分析生产流程状况。产品在生产中发生故障时,机器能快速地发出警信号,通知技术人员第一时间解决故障,确保了自动化生产线的产品合格率,综合生产效率得到了极大提升,产能、品质、管控、资源协调等方面也得到很大的提升。
据了解,自2018年采用了智能化系统之后,联塑PE电热熔管件产品的综合合格率由70%多提升至97%以上,产能也提升至1.5倍以上。
据中国联塑年报,其塑料管道系统生产的年度设计产能由2021年末的320万吨扩至2022年末的326万吨,年内实际产能使用率约74.4%。

身为中国制造向中国智造发展的“模范生”,中国联塑逐步扩大打造“物联网、智能制造和自动化生产”为一体的智能工厂。截至目前,中国联塑已在全国23个生产基地联网升级打造智能工厂,在海内外建立了30余个先进的生产基地。
在拓展方面,中国联塑贯彻执行“以点带面”的方针,先通过在一类设备、一类车间、一类工厂打造数字化转型试点后,随后再将其推广向全集团。
2021年,佛山市工信局公布了2021年数字化智能化示范工厂名单,中国联塑更是获评为一级数字化智能化示范工厂,智能制造实力获高度认可。
数智化赋能全产业链
中国联塑的"智造发展"不仅体现在打造智能工厂,其也将智能化落实到了产品服务,甚至是整个产业链,旨在打造智能化生态圈。
对上游的供应链、下游的经销商,中国联塑都提前做了数字化建设。随后再对生产制造、物流、经营管理等方面进行建设。
管道在现代城市建设中发挥着重要作用,地下管网更是城市建筑基础设施的重要组成部分,加强地下管网的管理与信息化建设是城市建设发展的保障。
中国联塑通过大数据、云计算、机器人、人工智能等多种先进的物联网技术打造智慧管网,在管道和管件中加入智能芯片,进行地下管线探测、标识、感知、资源整合,并且通过数据分析,获取日常运营中的关键数据,用信息化手段实现管道的可视化、网络化、智能化管理。避免地下管网破损、堵塞、塌陷等隐患问题发生,也为管网提标改造方案提供了准确的数据依据。
目前,中国联塑“管道+全产业链”的经营模式已经初见成效。在智能制造的大浪潮中,中国联塑已率先完成"中国制造"向"中国智造"的转型,成为塑料管道行业的智能转型标杆。
未来,中国联塑在加快制造业高质量发展同时,也将持续向智能化、数字化纵深发展,赋能广大制造企业的数字化转型、网络化协同、智能化变革,为促进制造业高质量发展,推进智能工厂建设提供有力支撑。
今年政府工作报告提出,“大力发展数字经济”“加快传统产业和中小企业数字化转型,着力提升高端化、智能化、绿色化水平”。在国家政策支持的大背景之下,中国联塑有望迎来新一轮的发展。
文章来源:乐居财经
","gnid":"928fde4d841232c04","img_data":[{"flag":2,"img":[{"desc":"","height":"1902","title":"","url":"https://p0.ssl.img.360kuai.com/t01a7d2e54ee98961e6.jpg","width":"1268"},{"desc":"","height":"1080","title":"","url":"https://p0.ssl.img.360kuai.com/t01fc7ddd9785e88e41.jpg","width":"1920"},{"desc":"","height":"846","title":"","url":"https://p0.ssl.img.360kuai.com/t014bf4c3be6700bd89.jpg","width":"1269"},{"desc":"","height":"847","title":"","url":"https://p0.ssl.img.360kuai.com/t01d28a5ef07fc78a2a.jpg","width":"1269"}]}],"original":0,"pat":"art_src_1,fts0,sts0","powerby":"hbase","pub_time":1683530306000,"pure":"","rawurl":"http://zm.news.so.com/99a5feb7ee654a3c0e15ad7c5db24d56","redirect":0,"rptid":"5bf03bfa3ff8ec0c","rss_ext":[],"s":"t","src":"乐居财经","tag":[],"title":"用数智力量打造硬核实力,中国联塑推动产业升级变革
都蓓宜1965pe给水管热熔温度是多少? -
党疤趴15539308483 ______ pe热熔管热熔温度在160~230℃比较合适.根据密度不同,温度也是不同的,如果选择的是一种低密度的管道,基本上达到160℃就比较适合,如果密度不是特别高,要达到190℃,如果是高密度的热熔,温度需要达到210℃,甚至235℃才能够...
都蓓宜1965pe热熔连接的温度是多少? -
党疤趴15539308483 ______ 需要在200-235摄氏度之间. PE-RT塑料管热熔连接方法及应注意事项: 1.热熔工具接通电源,到达工作温度指示灯亮后方能开始操作. 2.切割管材,必须使端面垂直于管轴线.管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺. 3.管材与管件连接端面必须清洁、干燥、无油. 4.用卡尺和合适的笔在管端测量并标绘出热熔深度. 5.熔接弯头或三通时,按设计图纸要求,应注意方向,在管件和管材的直线方向上,用辅助标志标出其位置. 6.连接时,无旋转的把管端导入热套内,插入到所标志的深度,同时,无旋转的把管件推到加热头上,达到规定标志处.加热时间应满足上表的规定.
都蓓宜1965PE管件和PVC管件规格相同吗? -
党疤趴15539308483 ______ 管件规格不同.PVC管件都是承插的,也就是管件的内径和管件外径差不多.PE管件20-63的是热熔的,管件内径略小于管材外径(因为热熔会熔掉一层) PE管件63以上的都是对接焊,管件外径等同于管材外径.不能通配,不要混配.如果涉及两种材质的转换,采用法兰或者丝扣转换.欢迎选用中财管道,高品质管道系统解决方案供应商.
都蓓宜1965PE - RT管热熔温度?PE - RT管怎么焊接? -
党疤趴15539308483 ______ PE-RT管通常采用两种热熔焊接工艺, 一种是PE-RT管热熔承插焊接,;另一种是PE-RT管热熔对接焊接. 1、PE-RT管热熔承插焊接,热熔机温度控制在250-260°C. 2、PE-RT管材、管件承插时在模头里停留时间要短,速度要快 管材与管件...
都蓓宜1965PE水管热熔要多少度 -
党疤趴15539308483 ______ 建议:咨询管材及管件的提供商.材质及添加成分区别. 对焊可以选择:230度
都蓓宜1965pe - rt II型电熔管件 -
党疤趴15539308483 ______ pe-rt II型电熔管件应用领域:pe-rt II型电熔管件用于建筑体内外明暗装冷热水管道系统(酒店、医院、学校、国防工程) 民用、工用建筑冷热水系统和饮用、医药、环保洁净水管道系统;中央空调、暖气片采暖领域进回水管道系统;太阳能加热、冷却装置管道系统 pe-rt II型电熔管件采用电熔连接电熔连接,pe-rt II型管件采用热熔连接热熔连接,因连接方式各不相同各有优势,连接方式都是安全便捷的.
都蓓宜1965PE管道中都用到哪些管件呢?PE管道中都用到哪些管件呢?
党疤趴15539308483 ______ PE管道常用PE管件有PE三通,PE弯头,PE法兰,PE直接等等.虹吸排水的话还有雨水斗等,另外PE管道和其他种类管道雷同也需要用到阀门(闸阀、球阀、截止阀、止回阀等).PE管件依据生产方式分:注塑管件、焊接管件.大部分管件都可用注塑成型的办法制作.但关于一些壁厚、体积、分量都较大的管件,可采用焊接的办法制作. 依据施工办法与用处分类:电热熔管件、热熔对接管件、承插管件、钢塑变换接头.
都蓓宜1965求PPR,PVC,PE管材规格 -
党疤趴15539308483 ______ 【本文来源:中国管材交易网】 PPR管知识介绍 PP-R管又叫三型聚丙烯管,采用无规共聚聚丙烯经挤出成为管材,注塑成为管件.是欧洲90年代初开发应用的新型塑料管道产品.PP-R是80年代末,采用气相共聚工艺使5%左右PE在PP的分子...
都蓓宜1965给水用PE对接(注塑)热熔管件中,其字符代表什么意思,如焊接45\30 22.5度弯头中,其45\30代表什么含义 -
党疤趴15539308483 ______ 应当是代表弯头的长半径和弯头外径. 对焊弯头按它的曲率半径来分,可分为长半径对焊弯头和短半径对焊弯头.长半径对焊弯头的曲率半径等于1.5倍的管子外径,即R=1.5D.式中的D为对焊弯头外径,R为曲率半径.
都蓓宜1965PE管都有哪些材料制成? -
党疤趴15539308483 ______ PE管目前中国的市政管材市场,塑料管道正在稳步发展,PE管、PP-R管、UPVC管都占有一席之地,其中PE管强劲的发展势头最为令人瞩目.PE管的使用领域广泛.其中给水管和燃气管是其两个最大的应用市场. PE树脂,是由单体乙烯聚...