不锈钢304加工钻头转速
随着工业技术的不断发展,铝铸件在现代制造业中发挥着越来越重要的作用。而在铝铸件的制造过程中,微小孔加工一直是一个重要而又具有挑战性的工艺。在这个过程中,钻孔主轴作为一种重要的工具,可以有效地完成铝铸件微小孔的加工。
钻孔主轴是一种可以高速旋转的机械装置,通过旋转钻头来完成孔加工。在铝铸件微小孔加工中,速科德Kasite & SycoTec钻孔主轴具有以下几个优点:
首先,钻孔主轴具有高效性。由于钻孔主轴转速度可以调节,因此可以根据不同的加工要求来选择不同的速度,从而实现高效加工。
其次,钻孔主轴具有高精度性。SycoTec钻孔主轴的锥面调动通常≤1μm,从而可以实现高精度的孔加工。
第三,钻孔主轴具有高稳定性。由于钻孔主轴的结构比较简单,因此其运行时的振动较小,加工效果更加稳定可靠。
最后,钻孔主轴的使用寿命长。钻孔主轴采用陶瓷轴承和不锈钢外壳,以及德国特殊制作工艺,因此其使用寿命相对较长,可以有效地降低生产成本。
SycoTec钻孔主轴铝铸件微小孔钻孔
铝铸件钻孔难度较大,特别是微小孔钻孔,不仅要求主轴有较高的转速和扭矩,还要高精度,我们推荐SycoTec高速电主轴4060 ER-S。
钻孔主轴4060 ER-S输出功率2000W,扭矩215Ncm,转速高(50000rpm范围内可调),体积小(直径φ60mm),精度高(高速旋转下跳动精度在1μm),适合加装在非标设备、常规机床设备、机器人上搭配加工使用。
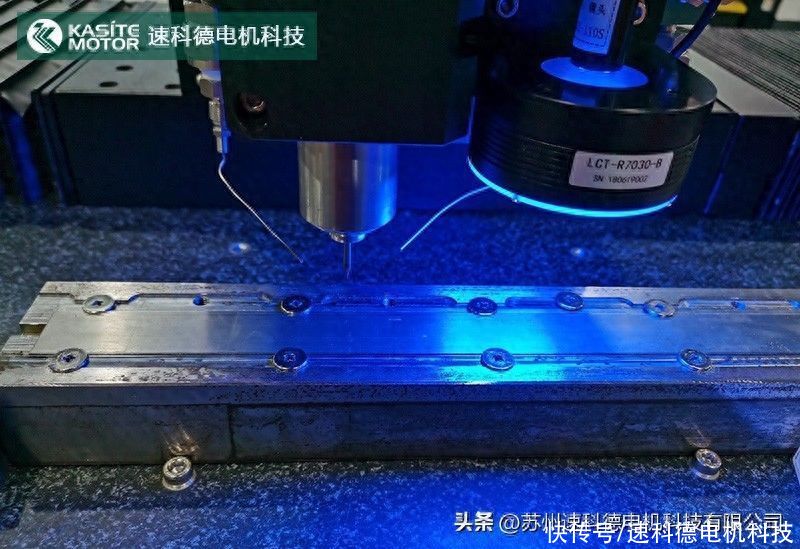
铝铸件微小孔φ2mm钻孔加工时,在钻孔主轴4060 ER-S前端装入夹头用于钻孔,主轴的大扭力能轻松钻动铝铸件,通气密封的功能解决了加工过程中产生大量的粉尘进入主轴的问题,钻孔过程中时常会用到切削液来冷却刀具,IP57的防护等级完全避免了液体进入主轴,IP67高防护等级可在水下正常工作。

SycoTec钻孔主轴铝铸件微小孔钻孔
高速电主轴4060 ER-S用于φ2㎜钻孔加工应用:
主轴型号:4060 ER-S
加工设备:SKD微纳加工中心等
切削工具:硬质合金钻头
加工材料:铝铸件
加工方式:直钻深度10mm
冷却方式:非水溶性切削油
主轴转速:50,000rpm
高速电主轴4060 ER-S轻松完成铝铸件微小孔钻孔,且刀具没有损坏,孔洞光滑质量达到预期,SycoTec钻孔主轴在铝铸件微小孔加工中可以有效地提高铝铸件的加工效率和质量。
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"9d0d4703ceb80bd0d","img_data":[{"flag":2,"img":[{"desc":"","height":"549","title":"","url":"https://p0.ssl.img.360kuai.com/t0151ea99844c235635.jpg","width":"800"},{"desc":"","height":"549","title":"","url":"https://p0.ssl.img.360kuai.com/t017728dee12c3b6c4f.jpg","width":"800"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1695618900000,"pure":"","rawurl":"http://zm.news.so.com/b6b5dc05d67f5b09eae4ffb163edd8b2","redirect":0,"rptid":"dc5eee314323a49a","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[{"clk":"ktechnology_1:ip67","k":"ip67","u":""},{"clk":"ktechnology_1:德国","k":"德国","u":""}],"title":"德国品牌SycoTec钻孔主轴丨铝铸件微小孔φ2mm钻孔加工方案
鲁枝习657我用48的钻头,转数105或85,不锈钢304的.打不动,容易崩口.是不是角度或中心的问题呀?谁可以告诉我?急 -
盛鱼项19262843749 ______ 把钻头磨的锋利些,但后角不能大,7~8°就可以了.两切削刃的顶角磨的平一些,比如120~125℃,横刃磨的窄一些,0.7~0.8mm,转速调的低一些,越慢越好.可以在钻孔时,根据钻削时的情况,再调整转速.在两切削刃上磨出分屑槽来.在钻孔时,给钻头加些食醋,你再试一试.
鲁枝习657在车床上给不锈钢的工件钻孔,主轴转速一般取多少转?加工时需要注意的问题和原因? -
盛鱼项19262843749 ______ 那要看你钻多大的孔了,才能确定你的所需要的转速.一般来说就是比钻普通钢件慢百分之二十左右.不锈钢材料性质软,粘,不易排销,要慢进给,经常排销.如果没有加工不锈钢的切销液,用酱油或者醋或者洗衣粉水,都行
鲁枝习657数控车床在304不锈钢打1.6mm的孔 -
盛鱼项19262843749 ______ 多深的孔? 用硬质合金加强钻头,后端6mm的,强度会好一点. 必须打中心孔而且中心钻和安装钻头的钻夹都必须严格对中心. 用普通中心钻1.5mm的,把中心钻前端磨得很短,有1mm就够.用1000转进给0.03,只在端面点个窝儿,深度0.3mm左右. 再用硬质合金加强钻头,如果孔深安全高度设定高一点儿,便于清理切屑,最好用内冷的钻夹,多点出切削液的那种.转速2000左右,每次钻0.3mm左右,进给0.02左右. 希望对你有所帮助,如有帮助请采纳
鲁枝习657在FANUC oiT上加工深80mm的孔时进给和转速应该是多少 -
盛鱼项19262843749 ______ 工件材料不锈钢(如SUS630,631,430等,非SUS 3系列不锈钢),麻花钻材料高速钢,2刃,切削速度F均为60mm/min,每次钻深1.3mm. 工件材料不锈钢(SUS 304 316等3开头的),转速S,F适当减小10%~20% 工件材料为45#钢,转速,F...
鲁枝习657数控车 加工304不锈钢 直径一般在20以内 那么吃刀量 进给 转速 为多少最合适!效率也最好 -
盛鱼项19262843749 ______ 用专用不锈钢刀片 转速三百 走刀0.25
鲁枝习657给不锈钢钻孔转速慢好还是快好?什么钻头钻不锈钢的好用?我用过苏氏的日本进口的都不怎么好用. -
盛鱼项19262843749 ______ 转速慢好,而且不能一直钻,开始的时候用钻,停,钻,停,这样就很快. 钻孔机:钻孔机是指利用比目标物更坚硬、更锐利的工具通过旋转切削或旋转挤压的方式,在目标物上留下圆柱形孔或洞的机械和设备统称.也有称为钻机、打孔机、打眼机、通孔机等.通过对精密部件进行钻孔,来达到预期的效果,钻孔机有半自动钻孔机和全自动钻孔机,随着人力资源成本的增加;大多数企业均考虑全自动钻孔机作为发展方向.随着时代的发展,自动钻孔机的钻孔技术的提升,采用全自动钻孔机对各种五金模具 表带钻孔 表带钻孔 首饰进行钻孔优势明显.
鲁枝习657钻床钻不锈钢的转速和走刀是多少40的钻头和50的钻头 -
盛鱼项19262843749 ______ 不超过100转,走刀可以到0.13-0.2
鲁枝习657304不锈钢数控加工转数和切削量,进给是多少 -
盛鱼项19262843749 ______ 加工不锈钢的转数比加工模具的稍微底点,8毫米的刀具为列,转数2800,进刀量0.15mm,比之大的刀具转数递减,比之小的刀具转数递加,3毫米的转数5000,进刀量0.05mm
鲁枝习657普通铣床5个的铣刀铣304材质转速在多少 -
盛鱼项19262843749 ______ 普通铣床5个的铣刀铣304材质转速是:由于304是不锈钢材质硬度比较高,散热比较差,所以铣床5个铣刀主轴的转速必须在600——750,进刀量在1——1.5之间,走刀量16——20之间,并且要充分地冷却液进行冷却才能达到铣304材质要求.
鲁枝习657加工中心铣螺纹,材料不锈钢304,转速进给应该多少! -
盛鱼项19262843749 ______ 不知道你用的什么螺纹铣刀,大概的推荐一下吧:整体硬质合金螺纹铣刀:线速度50-70米,转速自己算,每刃进给0.03-0.06;可转位螺纹铣刀:线速度70-120米,进给0.05-0.12.