加工中心对刀完整视频
随着科技的不断发展,半导体行业对精密零件的加工要求越来越高。为了满足微型零件加工需求,KASITE-SKD系列高精度微型加工中心应运而生,加工余量范围20nm-100μm,是半导体精密零件加工的理想选择。
一、高精度微型加工中心的概述
高精度微型加工中心是一种先进的加工设备,主要用于加工微型、精密和高硬度的零件。它主要由德国SycoTec高速电主轴、高精度光栅反馈、高精度高响应直线电机和视觉软件组成,具有高精度、高效率和高可靠性的特点。这种加工中心可以实现自动化、智能化和柔性化的生产,大大提高了生产效率和加工质量。

高精度微型加工中心
二、高精度微型加工中心的结构特点
高精度微型加工中心的结构设计非常精密,采用高刚性、低惯性的结构,以保证加工过程的稳定性和精度。同时,X、Y轴采用高精度直线电机驱动,最高重复定位精度±2μm,Z轴采用丝杠,最高重复定位精度±5μm,光栅反馈,闭环控制。主轴电机选用德国进口,最高转速100000转/分钟,锥面跳动精度≤1μm。此外,1200W以上像素高清相机,视觉对刀功能,提高换刀精度和加工效率。
三、高精度微型加工中心的应用领域
由于高精度微型加工中心具有高精度、高效率和高可靠性的特点,它被广泛应用于航空航天、光学、生物医学、半导体、通用机械加工、模具制造等领域钻、铣、磨高精密加工。
在半导体领域,高精度微型加工中心被用于加工各种高精度、微型和特殊材料的零件,如集成电路、晶体管和光电器件等。
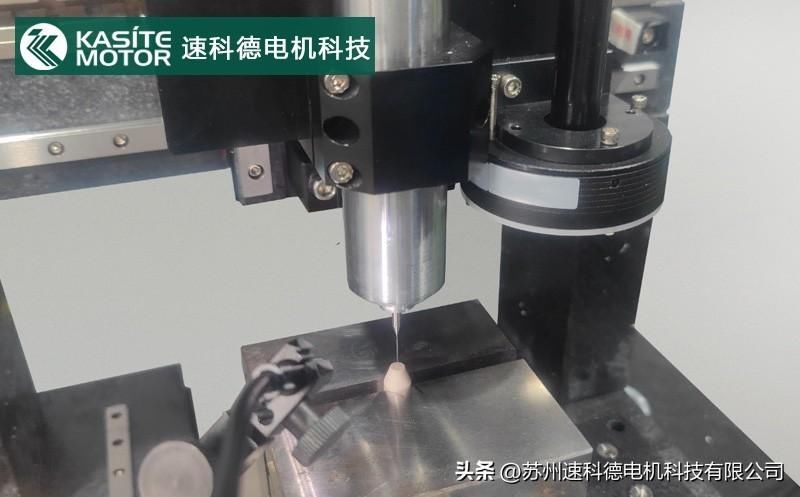
四、加工案例之高精度微型加工中心半导体高精度深孔加工
加工难点:孔深系数(D/L)约等于100,正向精度±0.005mm,孔洞位置精度±0.02mm
加工工艺:KASITE-SKD高精度微型加工中心综合精度高,加减速度控制精准,并通过对铣刀的选择,主轴转速,进给率等综合技术工艺设定,实现高精度无变形深孔加工,保证垂直度和孔的位置不偏移。
高精度微型加工中心
五、高精度微型加工中心的未来发展
随着科技的不断发展,高精度微型加工中心的技术水平也在不断提高。未来,高精度微型加工中心将会更加智能化、自动化和柔性化,能够更好地适应各种复杂、多变的加工需求,将会在更多领域得到应用和推广。同时,随着新材料和新工艺的不断涌现,高精度微型加工中心将会面临更多的挑战和机遇。因此,我们需要不断加强技术研发和创新,提高加工中心的性能和可靠性,以满足不断发展的市场需求。
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"90960f8f860d0897d","img_data":[{"flag":2,"img":[{"desc":"","height":"497","title":"","url":"https://p0.ssl.img.360kuai.com/t01e0752884118675f1.jpg","width":"800"},{"desc":"","height":"497","title":"","url":"https://p0.ssl.img.360kuai.com/t01b033797d30e6f30d.jpg","width":"800"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1704762480000,"pure":"","rawurl":"http://zm.news.so.com/906ff5c27fcab4cecad8874f2758156a","redirect":0,"rptid":"3df5a960d43bf7d6","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[{"clk":"ktechnology_1:半导体","k":"半导体","u":""}],"title":"高精度微型加工中心——半导体精密零件加工的新选择
安炉败1559四轴加工中心用同一把刀(在不同坐标系的平面内)应该怎么对刀? -
利季亮18518718383 ______ 先定基准面 在从不同的坐标系对刀 输入刀补栏 用不同的刀补位置 当你需要用的时候取不同的刀补号 如 G43 H3 Z50. 和G43 H4 Z50. 3号和4号可以是同一把到
安炉败1559加工中心对刀 -
利季亮18518718383 ______ 对刀如果是卧式加工中心的话,通常会用一基准刀和对刀块找工件任一平面,至对刀块放不下去,然后相对坐标Z预置为零然后拿下基准刀,放上所需刀具同样至对刀块放不下去,上面所显示数值即为刀具补偿,看你用的几号刀补,然后输入即...
安炉败1559knd 加工中心 详细的 对刀 定制刀补的 过程 -
利季亮18518718383 ______ 在刀补输入你要补偿的刀具半径或长度数值,由于KND系统内刀号补偿只有一个!所以长度与半径补偿要分两个刀号来写入刀具半径用G41和G42,一个是左补偿一个是右补偿;G40为取消刀具半径补偿指令刀具长度补偿用G43和G44,一个是长度正补偿一个是负补偿;G49是取消刀具长度补偿指令例如:G41/G42 H01G43/G44 H01相信你可以使用的很好的
安炉败1559FANUC系统加工中心怎么对刀? -
利季亮18518718383 ______ 然后在MDI方式下机床Z向坐标不动,输入G43H6(6号刀)验证是看那里来确定对不对的? 回答: 你做模具吗?我以前做模具就用这种圆棒方法,现在不用了.有两种对刀给刀补的方法,简单的方法是假如圆棒是 10毫米的,加工面为零点,选择...
安炉败1559法拉克加工中心对刀Oi系统加工中心怎么用G54对多把刀?方形和圆形工件怎么对刀?假如第一把刀作为基准刀然后我在后来的加工过程中第一把刀坏了怎么... -
利季亮18518718383 ______[答案] 这个问题很好解决,我这里有两个解决方法(有条件测刀长的用第1种,不然就有第2种) 不管哪种都不要用第一把刀作基准, 1. 在G54里对好X Y 两个方向后,用你的第一把刀正常对Z值,在G54里输入 Z0 测量,然后在G54的Z值里输入你第一把刀...
安炉败1559加工中心第四轴怎样对刀 -
利季亮18518718383 ______ 确定好编程的原点……包括XYZ以及第四轴的角度……然后对刀……
安炉败1559FANAC加工中心对刀 -
利季亮18518718383 ______ 比如G54 设置先X和Y设0位,Z不要设.Z设在刀补中,刀补中有序号依次有1,2 ,3 ,4..........程序中编H1就设在刀补1, H2就设在2中,依次
安炉败1559FANUC数控加工中心用G41,G43编程如何对刀?谢谢了! -
利季亮18518718383 ______ 我的方法是不用G41G42着刀补.我操作的是-20设备FANUC程序,我直接在程序里面把R+或-掉刀尖半径,这样OK了.前提我是半径编程.简单容易改.
安炉败1559数控加工中心如何对多把刀?要详细一点! -
利季亮18518718383 ______ 车床分有对刀器和没有对刀器,但是对刀原理都一样,先说没有对刀器的吧. 车床本身有个机械原点,你对刀时一般要试切的啊,比如车外径一刀后Z向退出,测量车件的外径是多少,然后在G画面里找到你所用刀号把光标移到X输入 X...按测量机...
安炉败1559加工中心对刀 -
利季亮18518718383 ______ 先把G54 Z轴0点设为0 然后刀对到工件表面 再在1号刀补里设置刀补 就可以用G43 H01 (调用1号刀补)了