加工中心对刀视频教程
随着科技的不断发展,半导体行业对精密零件的加工要求越来越高。为了满足微型零件加工需求,KASITE-SKD系列高精度微型加工中心应运而生,加工余量范围20nm-100μm,是半导体精密零件加工的理想选择。
一、高精度微型加工中心的概述
高精度微型加工中心是一种先进的加工设备,主要用于加工微型、精密和高硬度的零件。它主要由德国SycoTec高速电主轴、高精度光栅反馈、高精度高响应直线电机和视觉软件组成,具有高精度、高效率和高可靠性的特点。这种加工中心可以实现自动化、智能化和柔性化的生产,大大提高了生产效率和加工质量。

高精度微型加工中心
二、高精度微型加工中心的结构特点
高精度微型加工中心的结构设计非常精密,采用高刚性、低惯性的结构,以保证加工过程的稳定性和精度。同时,X、Y轴采用高精度直线电机驱动,最高重复定位精度±2μm,Z轴采用丝杠,最高重复定位精度±5μm,光栅反馈,闭环控制。主轴电机选用德国进口,最高转速100000转/分钟,锥面跳动精度≤1μm。此外,1200W以上像素高清相机,视觉对刀功能,提高换刀精度和加工效率。
三、高精度微型加工中心的应用领域
由于高精度微型加工中心具有高精度、高效率和高可靠性的特点,它被广泛应用于航空航天、光学、生物医学、半导体、通用机械加工、模具制造等领域钻、铣、磨高精密加工。
在半导体领域,高精度微型加工中心被用于加工各种高精度、微型和特殊材料的零件,如集成电路、晶体管和光电器件等。
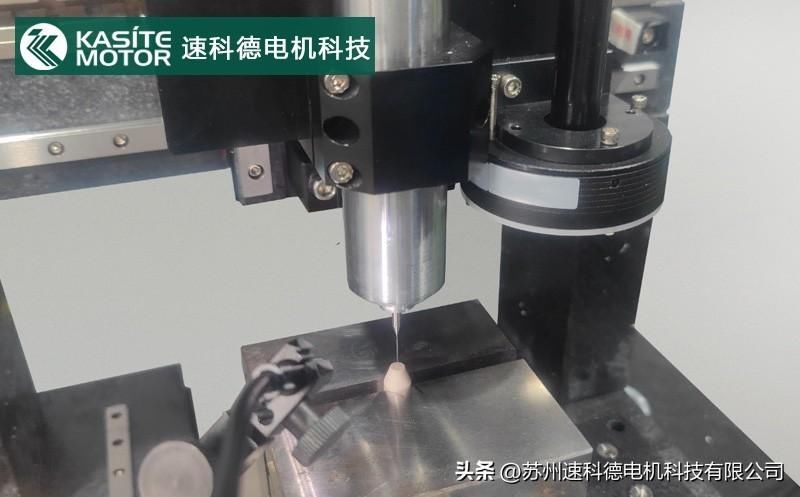
四、加工案例之高精度微型加工中心半导体高精度深孔加工
加工难点:孔深系数(D/L)约等于100,正向精度±0.005mm,孔洞位置精度±0.02mm
加工工艺:KASITE-SKD高精度微型加工中心综合精度高,加减速度控制精准,并通过对铣刀的选择,主轴转速,进给率等综合技术工艺设定,实现高精度无变形深孔加工,保证垂直度和孔的位置不偏移。
高精度微型加工中心
五、高精度微型加工中心的未来发展
随着科技的不断发展,高精度微型加工中心的技术水平也在不断提高。未来,高精度微型加工中心将会更加智能化、自动化和柔性化,能够更好地适应各种复杂、多变的加工需求,将会在更多领域得到应用和推广。同时,随着新材料和新工艺的不断涌现,高精度微型加工中心将会面临更多的挑战和机遇。因此,我们需要不断加强技术研发和创新,提高加工中心的性能和可靠性,以满足不断发展的市场需求。
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"90960f8f860d0897d","img_data":[{"flag":2,"img":[{"desc":"","height":"497","title":"","url":"https://p0.ssl.img.360kuai.com/t01e0752884118675f1.jpg","width":"800"},{"desc":"","height":"497","title":"","url":"https://p0.ssl.img.360kuai.com/t01b033797d30e6f30d.jpg","width":"800"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1704762480000,"pure":"","rawurl":"http://zm.news.so.com/906ff5c27fcab4cecad8874f2758156a","redirect":0,"rptid":"3df5a960d43bf7d6","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[{"clk":"ktechnology_1:半导体","k":"半导体","u":""}],"title":"高精度微型加工中心——半导体精密零件加工的新选择
项伯力1239四轴加工中心用同一把刀(在不同坐标系的平面内)应该怎么对刀? -
章适露15392068743 ______ 先定基准面 在从不同的坐标系对刀 输入刀补栏 用不同的刀补位置 当你需要用的时候取不同的刀补号 如 G43 H3 Z50. 和G43 H4 Z50. 3号和4号可以是同一把到
项伯力1239法拉克加工中心对刀Oi系统加工中心怎么用G54对多把刀?方形和圆形工件怎么对刀?假如第一把刀作为基准刀然后我在后来的加工过程中第一把刀坏了怎么... -
章适露15392068743 ______[答案] 这个问题很好解决,我这里有两个解决方法(有条件测刀长的用第1种,不然就有第2种) 不管哪种都不要用第一把刀作基准, 1. 在G54里对好X Y 两个方向后,用你的第一把刀正常对Z值,在G54里输入 Z0 测量,然后在G54的Z值里输入你第一把刀...
项伯力1239FANUC系统加工中心怎么对刀? -
章适露15392068743 ______ 然后在MDI方式下机床Z向坐标不动,输入G43H6(6号刀)验证是看那里来确定对不对的? 回答: 你做模具吗?我以前做模具就用这种圆棒方法,现在不用了.有两种对刀给刀补的方法,简单的方法是假如圆棒是 10毫米的,加工面为零点,选择...
项伯力1239数控车床对刀,怎么对? -
章适露15392068743 ______ 数控车削加工中,应首先确定零件的加工原点,以建立准确的加工坐标系,同时考虑刀具的不同尺寸对加工的影响.这些都需要通过对刀来解决. (1)一般对刀是指在机床上使用相对位置检测手动对刀.下面以Z向对刀为例说明对刀...
项伯力1239法兰克加工中心怎么对刀的? -
章适露15392068743 ______ 二楼说的啰嗦.没听明白吧你.先跟你说说,.XY找零点,主要看图纸,那里设为坐标原点编程就简单些,主要看尺寸从那一点拉出来的.对Z轴,把刀具移动接近工件表面,从MDI让主轴转动,打到手轮,把刀具慢慢移到工件表面,慢慢的看它很近表面,不要碰到,就在G55工件糸测量Z0得到的数输到补正对应的你编程H的刀具号,在减去0.2,这样就很准了,你编程一般是G54.到G55测量是为了避免撞刀,这些全是经验,跟你说说.以后有什么不懂在问,知道的我都会教你.
项伯力1239在加工中心上怎么对形状不规则零件对刀 -
章适露15392068743 ______ xy向,有前工序加工基准吗?要有xy向基准,是分中还是单边,就要看具体零件,z向如果有台阶基准面,就用基准面,没有的话,就用底面对刀,抄数,
项伯力1239数控加工中心怎么对刀 -
章适露15392068743 ______ 正刀补用对刀仪,负刀补是刀具到工件表面
项伯力1239加工中心基准刀如何对? -
章适露15392068743 ______ 你所说的基准刀是红外传感器吗?直接往工作台面上对就可以了,红灯亮时就会自动停止的,此时按一下刀尖记忆就可以了.对刀仪上有参数设定的数据,对其他刀具时直接就可以用自动对刀就可以了,有了对刀仪的设备其实也可以不用基准刀了,因为所有刀具都可以当基准刀的.
项伯力1239加工中心法兰克系统怎么对刀 -
章适露15392068743 ______ 坐标系里Z要清零 每把刀按程序里零点对刀 将此时的机械坐标Z值敲入相应的H补偿号中