加工中心打法兰孔编程
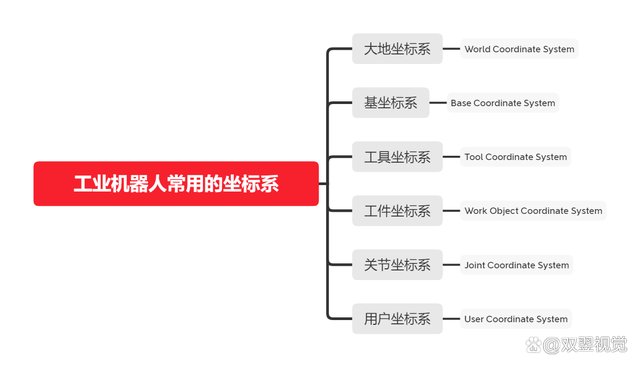
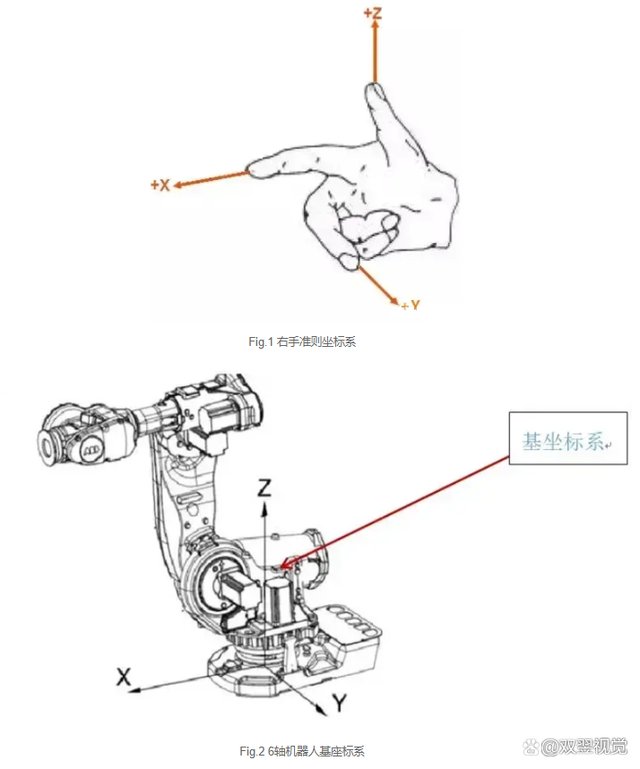
1. 基坐标系
基坐标系是以机器人安装基座为基
准、用来描述机器人本体运动的直角坐标系。
任何机器人都离不开基坐标系,也是机器人TCP在三维空间运动空间所必须的基本坐标系(面对机器人前后:X轴 ,左右:Y轴, 上下:Z轴)。坐标系遵守右手准则:
2. 大地坐标系
大地坐标系:大地坐标系是以大地作为参考的直角坐标系。在多个机器人联动的和带有外轴的机器人会用到,90%的大地坐标系与基坐标系是重合的。但是在以下两种情况大地坐标系与基坐标系不重合:
(1)机器人倒装。
如下图3所示,倒装机器人的基坐标与大地坐标Z轴的方向是相反,机器人可以倒过来,但是大地却不可以倒过来。
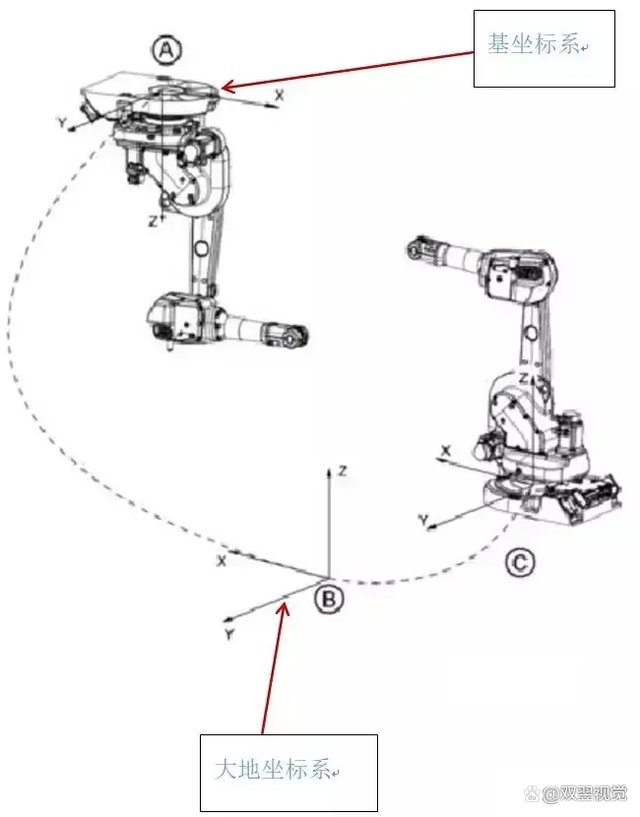
Fig.3 6轴机器人大地坐标系
(2)带外部轴的机器人。如下图4所示,大地坐标系固定好位置,而基坐标系却可以随着机器人整体的移动而移动。
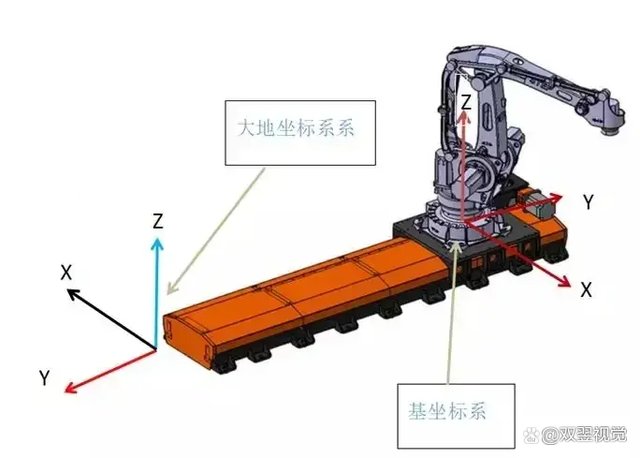
图4 大地坐标系
3. 工具坐标系
什么是工具坐标系
工具坐标系:固定在工具(法兰、装在法兰上的工具)上的坐标系
特点:相对与机械手法兰中心不变。
工具坐标系原点(TCP):机械手运动中心点。
机器人TCP 是(TOOL CENTER POINT),是指机器人安装的工具工作点。
为什么要建立工具坐标系
机械手在出厂时都有一个默认的工具坐标系Tool 0:位置在法兰中心。但机械手实际运动中往往会在法兰中心安装吸盘、焊枪、气缸等工具。此时若机械手运动中心依然在法兰中心,会造成很大的不便。因此根据实际情况去示教需要的工具坐标系就显得必要。
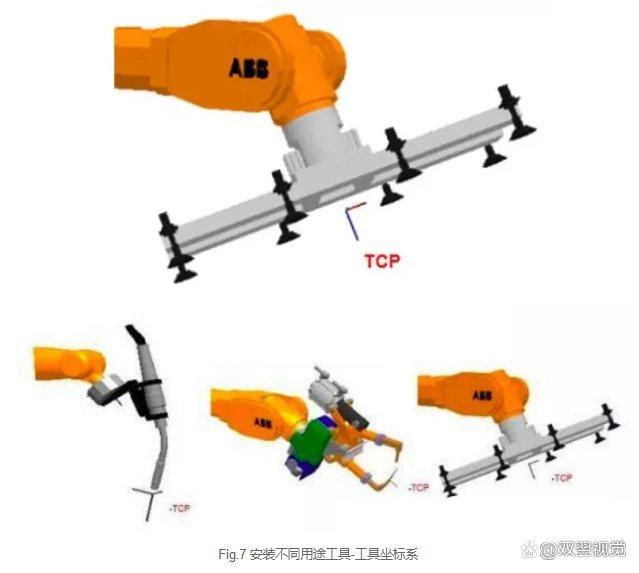
工具坐标系:是以工具中心点作为零点,机器人的轨迹参照工具中心点,不再是机器人手腕中心点Tool0(如图5)了,而是新的工具中心点(如图6)。

例如:焊接的时候,我们所使用的工具是焊枪,所以可把工具坐标移植为焊枪的顶点。而用吸盘吸工件时使用的是吸盘,所以我们可以把工具坐标移植为吸盘的表面(如下图7所示)。
工具坐标系可采用N(N>=4)点法确定:机器人TCP通过N种不同姿态同某定点相接触,得出多组解,通过计算得出当前TCP(Tool Central Point,中文叫做工具中心点)与工具安装法兰中心点(tool0)的相应位置,坐标系方向与tool0一致。
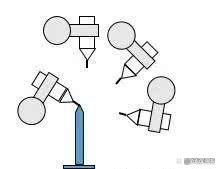
Fig.8 工具坐标系标定
4. 工件坐标系
工件坐标系:工件坐标系是以工件为基准的直角坐标系,可用来描述TCP运动的坐标系。
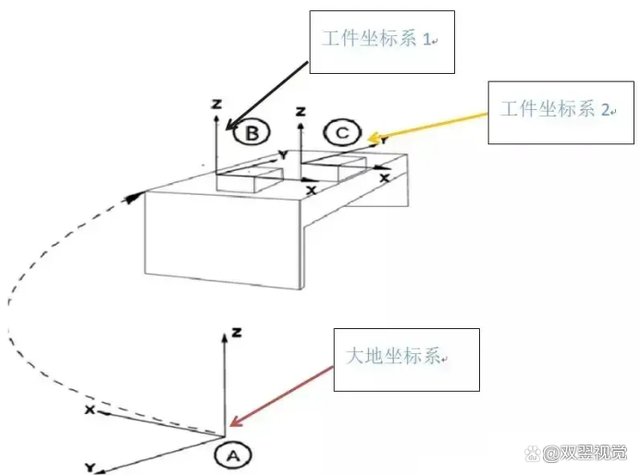
Fig.9 工件坐标系
充分利用工件坐标系能让我们编程达到事半功倍的效果。
例如:机器人加工工件1,轨迹编程已经编好,另外有工件2,轨迹不需要重复编程只要把工件坐标系1改为工件坐标系2即可。
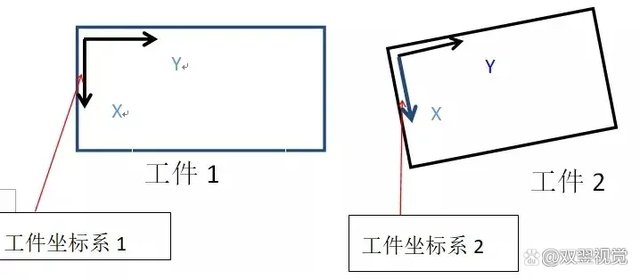
Fig.10 不同工件坐标系
工件坐标系用来确定工件的位姿,它由工件原点与坐标方位组成。工件坐标系可采用三点法确定:点X1与点X2连线组成X轴,通过点 Y1向X轴作的垂直线为Y轴,Z轴方向以右手定则确定。
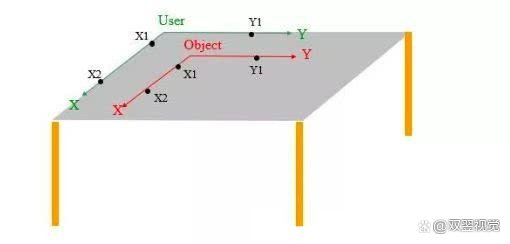
Fig.11确定工件坐标系的方法
5. 关节坐标系
关节坐标系是设定在机器人关节中的坐标系,它是每个轴相对其原点位置的绝对角度。
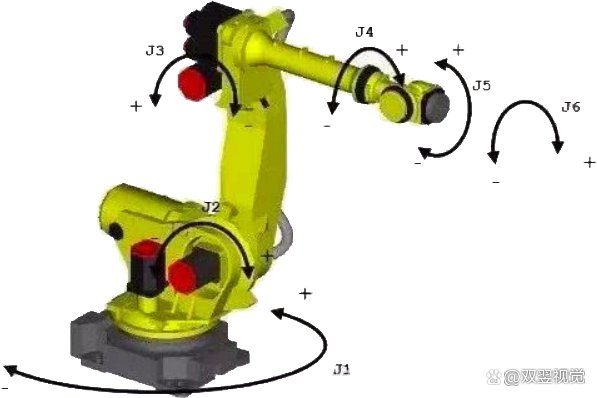
Fig.12 机器人关节坐标系
6. 用户坐标系
用户坐标系是用户对每个作业空间进行自定义的直角坐标系,它用于位置寄存器的示教和执行、位置补偿指令的执行等。在没有定义的时候,将由大地坐
甄浅娅790加工中心攻丝怎么编程 法兰克系统 -
阎临质15243393377 ______ 法兰克默认分进给(G94)G84 X_ Y_ Z_ R_ F_ (F=S*螺距) . G95(转进给)G95 G84 X_ Y_ Z_ R_ F1.25 同上一个例子 加工M8 S=100 F只需要填写螺距 这样实际进给就为125 注意G94与G95的切换. G98G84Z7.R27.F662.5(采用分进给指...
甄浅娅790帮我用G76精镗编个加工直径20mm的精孔程序.谢谢你!(法兰克的) -
阎临质15243393377 ______ O 0001; G17G21; G0G40G49G90G80; M19; 主轴定位 TIM6; 换刀 G0G90G54XOYOS500M3; 快速定位,给转速xy后是坐标 G43H1Z50M8; 刀具高度补偿,冷却液开 G98G76R3Q0.2Z-20F100; 精镗孔 GOZ50M9; 快速抬刀,冷却液关 G80; 循环取消 M5; 主轴停转 G28G91Z0; Z轴回零 G28Y0; Y轴回零 M30;
甄浅娅790求法兰克加工中心点孔程序 要在直径460的圆上面点12个等分孔该怎么写程序啊? -
阎临质15243393377 ______ 用极坐标吧,好算一点,很久不做具体忘了怎么编,但是感觉还是极坐标好做,不错的话应该是G16吧
甄浅娅790求FANUC系统圆周孔加工编程实例 -
阎临质15243393377 ______ FANUC系统钻圆周孔方法很多,常用的有极坐标指令G16,坐标旋转指令G68,以G16为实例;均匀分部4个圆周孔,起始角度45度,直径是100,圆心为坐标原点G90G54G0X0Y0Z100G16X50圆周孔半径Y45起始角M3S1000G98G81Z-5R3F250G91Y90K3增量方式钻剩余3孔,角度间隔90,也可用绝对指令G90G15G80M5M30
甄浅娅790加工中心以角度进行钻孔怎么编程? -
阎临质15243393377 ______ S1500 M3G16 极坐标打开G98G81X40(****圆周半径****)Y0.(**起始角度**)Z------R-----F-----G91Y60.(增量角度)Y60.Y60.Y60.Y60.G80 G15(循环结束,取消极坐标)这是三菱M70系统程序
甄浅娅790FANUC加工中心用极坐标指令在圆上打8个孔每个孔45度.然后再每个孔铣螺纹怎么编不用宏程序. -
阎临质15243393377 ______ 确认圆的圆心位置,并用G16进行坐标编程.具体编程方法是在铣削刀具偏置设置中输入下面几何尺寸:X-20;Z(刀具z向长度);R(钻头半径);T0即可不用宏程序. 需要注意补偿编程必须在开启极坐标插补后进行. 对于刚接通电源和复位...
甄浅娅790加工中心手边打孔程序 -
阎临质15243393377 ______ G98(G99)G83(G73G81G82----)X_Y_Z_ R_Q_F_G80
甄浅娅790加工中心里两个不同心的孔用镗孔指令怎么编程 -
阎临质15243393377 ______ 可以看成两个孔来膛. G54 G90 G0 M03 S800 XIP1 YIP1 Z100; Z50 M08; G98 G86 Z-2 R2 F30; G43 H1 XIP2 YIP2 Z-2; G80 G49 Z100; M05; M09; M30; 注:"XIP1 YIP1"这个表示的是第一个坐标位置 补充:数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似.数控铣床有分为不带刀库和带刀库两大类.其中带刀库的数控铣床又称为加工中心.
甄浅娅790FANUC Series oi - Mc系统加工中心!打这个孔怎么用循环编程?谢谢!急用!请附程序 -
阎临质15243393377 ______ N1 T1M6 G54G90G00X45.Y0M03S2000 G43Z50.H01M08 G98G81Z-2.R2.F70. X0Y45. X-45.Y0 X0Y-45. G80M09 G91G28Z0M05 M01 N2 T2M6 G54G90G00X45.Y0.M03S700 G43Z50.H02 G98G83Z-17.Q2.R2.F60. X0Y45. X-45.Y0 X0Y-45. G80M09 G91G28Z0M05 G28Y0 M30
甄浅娅790讲述一下Fanuc 系统的数控车床G94.G90编程以及45度30度倒角是如何编程的 -
阎临质15243393377 ______ G94端面切削循环,G90外圆切削循环. 45度倒角简单,就拿一个外圆直径为60MM,给倒角2MM,首先在用直径减去4MM(机床X轴是直径编程如果是半径编程就减2MM)程式是: G00X56,Z0.G01X60Z-2,F0.1. 要是内孔就反过来比如内孔...