加工中心拐角减速参数
长三角G60激光联盟导读
为了减少对环境的影响,再制造高附加值的部件逐渐成为一种主流的技术。在众多的再制造技术当中,激光再制造技术成为再制造当中的重要手段。这主要得益于激光再制造技术具有制造精度高、精确性好的优点。然而,由于在激光再制造当中存在复杂的物理过程,使得激光再制造工艺要使再制造部件满足可靠性 的要求还是面临着巨大的挑战。本文为大家介绍在激光再制造过程中所面临的问题的综合性的解释以解决这一难题。除了全面覆盖当前的激光再制造技术之外,本文还讨论了关于深度学习、数字孪生等尚处于应用于激光再制造早期阶段的技术的应用现状。本文为第二部分。
3. 激光增材再制造所面临的挑战
由于激光为基础的再制造的挑战包括一系列的工艺参数和复杂的热循环,甚至在工艺工程中的一个小小的变动都会造成熔覆层质量、缺陷的生成和精度的变化。而且,单层所造成的缺陷也会影响整个部件的制造质量。深入的观察激光沉积工艺就会发现,复杂的物理过程包含在其中。至少有19种参数会影响工艺过程。有一些参数是同系统设置相关的,这些参数使得整个工艺过程变得复杂起来。而且,熔覆尺寸、表面粗糙度、稀释率、机械性能和微观显微结构上的性能都会极大的受到参数的极小的变化的影响。不同的系统参数、粉末性质以及基材的性质、同粉末喷射相关的物理现象以及沉积层的不同特征都会影响到沉积层得性质,具体参数的影响见图6。

图6 粉末喷射条件下的激光熔覆时,熔覆层质量、不同的输入参数和物理现象对熔覆层质量的影响
3.1. 不同的尺寸精度、熔覆层的形状
在层层堆积的时候,沉积层的形状是一个重要的参数,决定着沉积层的质量。控制沉积层的高度、沉积层的熔覆角度等以获得整个制造层是均匀的沉积层是非常重要的。而且,沉积层的宽度还决定着沉积的时间。正确的理解不同的工艺参数之间的关系,需要对熔覆层的形状,即高度、宽度和熔覆角进行适宜参数的选取。不同参数的影响以及对熔覆层集合形状的影响见图7。
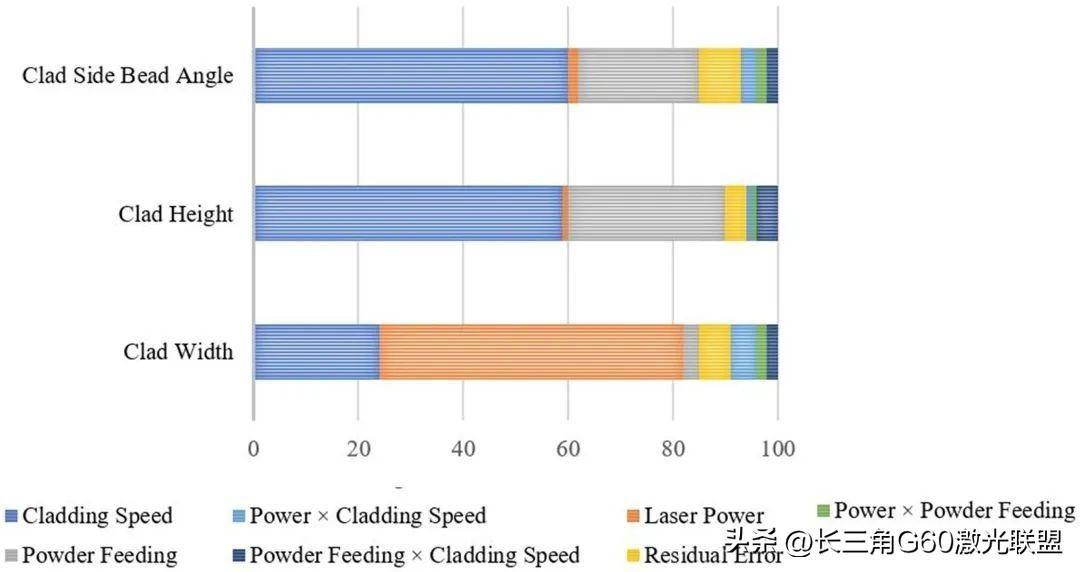
图 7. 不同的工艺参数以及他们的对熔覆层形状影响的相互作用
部件的尺寸精度主要使用均匀性好或者沉积层的不断重复性来描述。由于沉积道的宽度和高度,比较典型的一般在毫米数量级,几乎所有的再制造应用均需要进行层层堆积,从而完成一定厚度的实体的沉积。在多道搭接的过程中,控制熔覆道的形状是一个非常具有挑战的事情,这是因为前一道的熔覆层,见图8(a)会对沉积过程产生巨大的影响。图8(b)则展示了不同的第一道熔覆道的巨大的差异,并且第二道搭接的时候采用同前一道一样的参数所得到的结果。再制造部件的尺寸精度同时也会受到激光沉积过程中的热应力所造成的变形的影响。
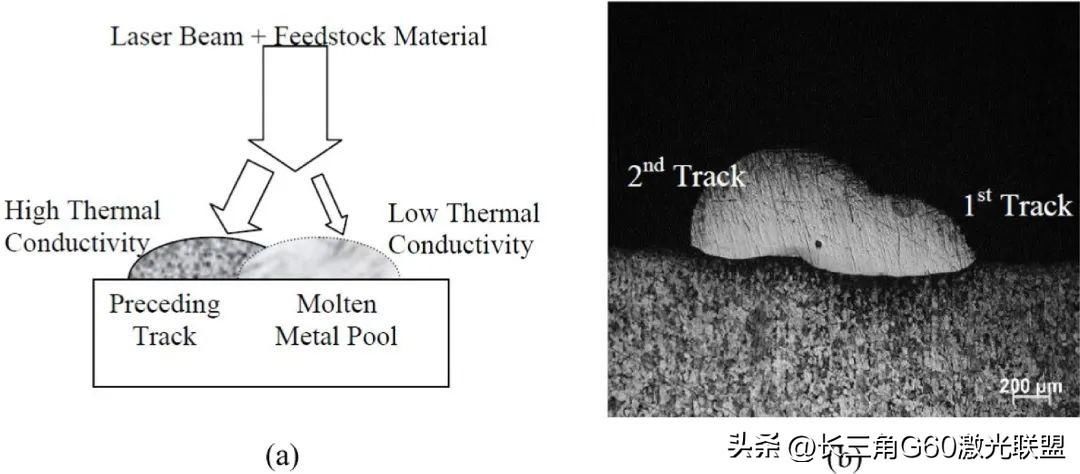
Fig. 8. (a) 不同的质量和热流对搭接道次的影响;, (b) 搭接后得到的熔覆层
在开始的熔覆道沉积物过多,拐角的尖角以及沉积道的结束部分同样对熔覆层的几乎形状产生影响。在开始的扫描道次处的熔覆形状的变化和沉积结束时,缺陷的生成示意图见图9。热传导不良,加速的延迟和沉积头的加速度减速都会导致拐角处尖角的形成。这是因为,激光沉积头或者沉积工作台具有一定的质量和惯性,从而导致在加速或减速的时候会捕获多或者减少相应的速度。此外,进一步的,激光为基础的沉积层都是采用CNC控制的,其命令的执行是靠步步模式来实现的。一般来说,在开始的时候,激光和粉末流会先打开,激光头然后才开始运动。相似的,在结束的时候,是沉积头先停止,然后是激光源停止,载随后才是粉末的输送停止。
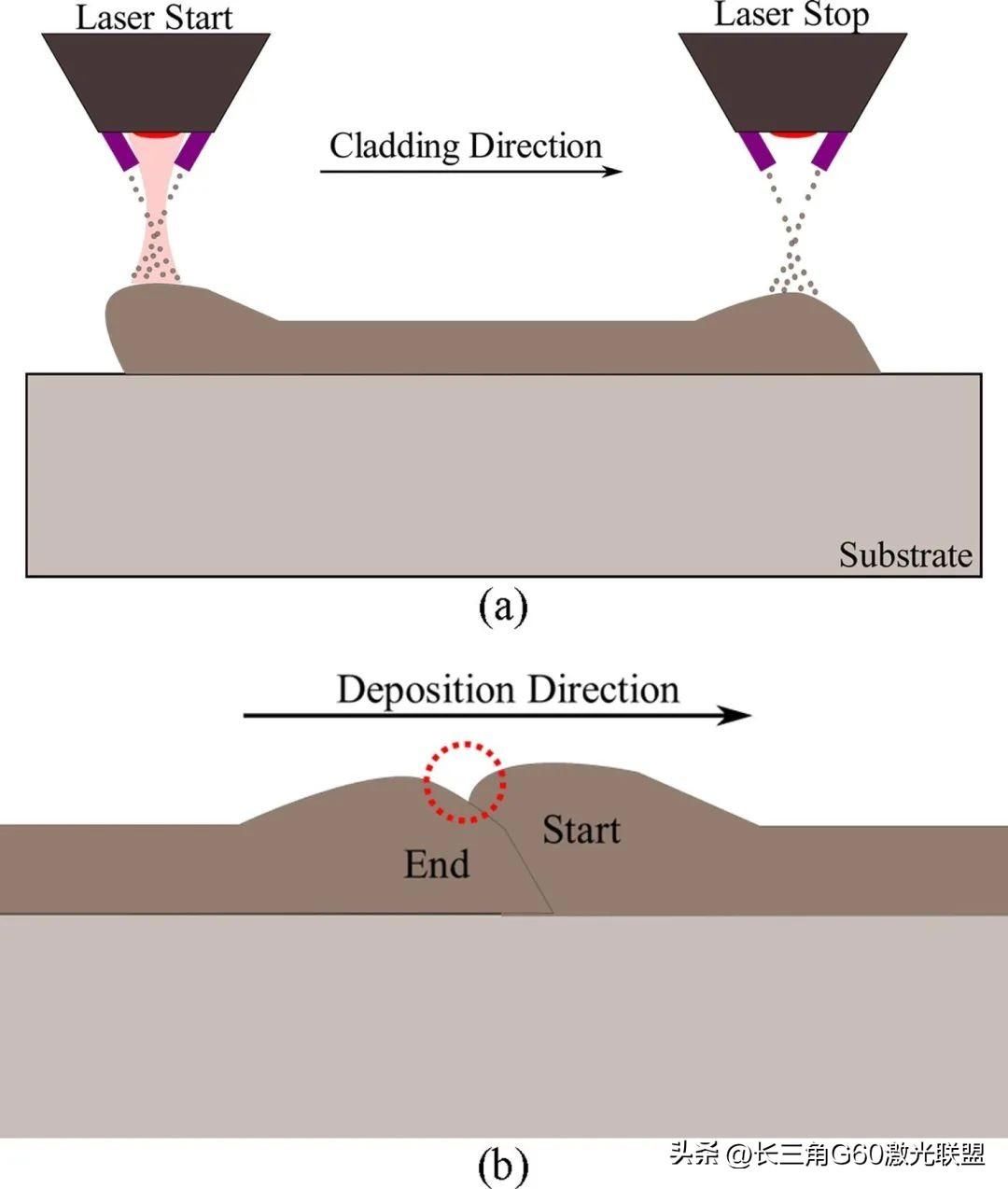
图9. 激光沉积的开始和结束时所产生的缺陷:: (a) 过沉积Over-building, (b) 在沉积开始和节数的时候,加工一个圆形所产生的熔覆道次的横截面
稀释率主要用来表示在沉积层深度(就是在基材部分中的熔化深度)同整个熔覆层深度的比值。这一数值可以通过微观上测量熔覆道的尺寸来获得。然而,同时也存在通过数值模型来进行模拟的办法。熔覆层的几乎形状见图10(a)所示。沉积层的稀释率是一个影响沉积层显微组织的非常重要的参数,同时进一步的影响到沉积层的机械性能。稀释率过大多沉积层的几乎形状产生较大的负面作用,同时还会影响沉积层的质量和造成较大的热影响区,从而造成较大的变形,甚至裂纹的生成。然而,一定程度的稀释率确是必须的得,这时是可以促进沉积层之间和沉积层同基材之间的强烈的冶金结合,否则,沉积层就会很容易剥离开基材。稀释率,典型的一般在8-15%之间。
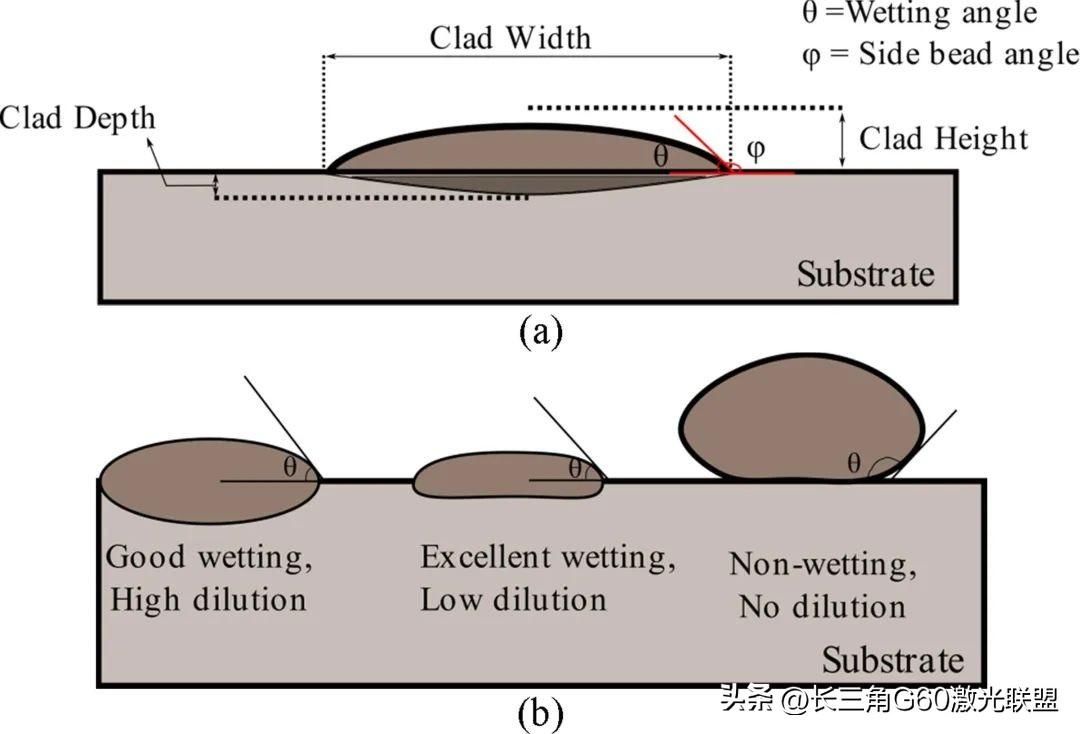
Fig. 10. (a) Geometrical parameter for defining cross-section of clad bead, and (b) Different wetting behavior corresponding dilution
在较高的温度下沉积的时候,常常会发生材料的氧化,这也是一个比较关键的问题,因为他会反过来影响材料的润湿行为和使得制造的沉积层具有较差的润湿性和不充分的稀释率,见图10(b)。较高的激光功率、较低的扫描速度和较低的粉末输送速率会造成较多的热量积累在基材上,从而增加了熔池的深度,同时也相应的增加了稀释率。
3.2. 表面粗糙度
基材的表面粗糙度以及沉积层的表面粗糙度会导致沉积层的质量发生改变。Ibrahim等人的研究则表明在无Ni不锈钢基材上单道沉积 FeCrMoCB非晶涂层的时候,其熔覆层宽度、高度会随着基材表面粗糙度的下降而增加。相反的情况发生在熔覆层中的非晶含量变化的时候。粉末颗粒的大小也会影响到表面粗糙度。经常的,沉积层的表面都是粗糙的。沉积层的表面粗糙度极大的受到功率密度、扫描速度和搭接率的影响。
沉积层具有粗糙的表面往往需要进行后加工处理以获得光滑的表面。粗糙度不仅仅会造成表面不光滑,还会造成气孔的形成。控制搭接率(见图11)就是由于多道搭接的时候需要覆盖激光光斑的面积时的关键点。沉积道次之间的搭接率一般在25-59%。此外,粉末颗粒也会影响沉积层得粗糙度度。粗大的粉末颗粒会得到较为粗糙的表面。甚至,较细的粉末也有可能得到粗糙的表面,这是会因为很难维持较小的粉末进行均匀的输送。进一步的,LMD时的粗糙度一般都比较差,从而会导致在随后的沉积层造成气孔。增加表面粗糙度会议导致层层之间形成空穴。相似的,Thijs则提到由于表面粗糙度的原因会形成拉长的气孔。
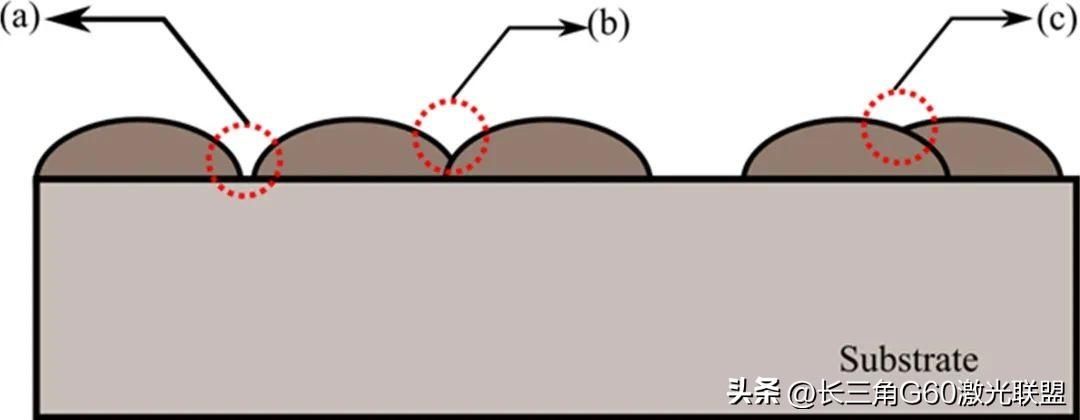
图11 (a) 两道之间没有搭接的时候; (b) 搭接不良的时候; (c) 搭接刚好的时候
熔覆层的表面粗糙度极大的受到熔池的扰动、粉末和熔池之间混合时的扰动所造成的未熔化粉末颗粒粘附在表面。部分未熔化的粉末颗粒同时还会粘附在沉积层上,从而进一步的增加了表面粗糙度,同时也会造成表面起伏。沉积层的非均匀表面在随后会逐步聚集。不同的粉末输送技术,如同轴送粉、离轴送粉也会影响到能量的输送,从而会导致粉末的未熔化,见图12所示。
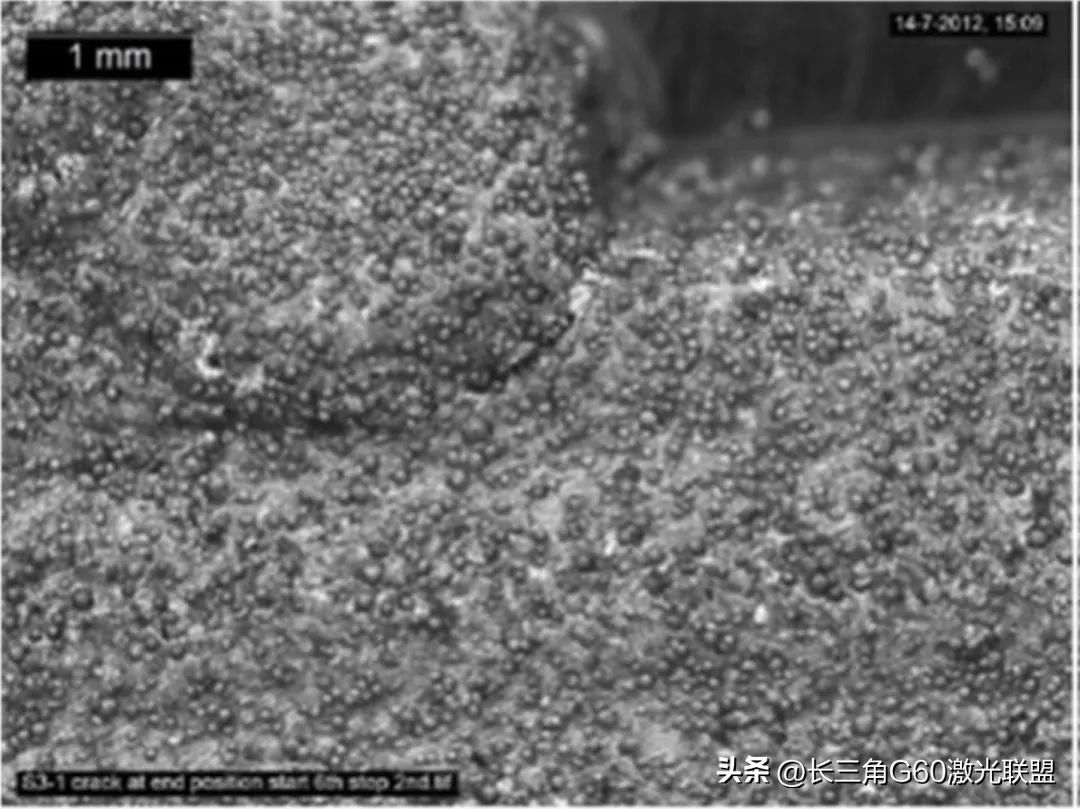
图12.过度的未融化的粉末颗粒
沉积层得台阶效应也会对沉积的粗糙表面产生贡献,这主要取决于倾斜的表面和沉积层的厚度。
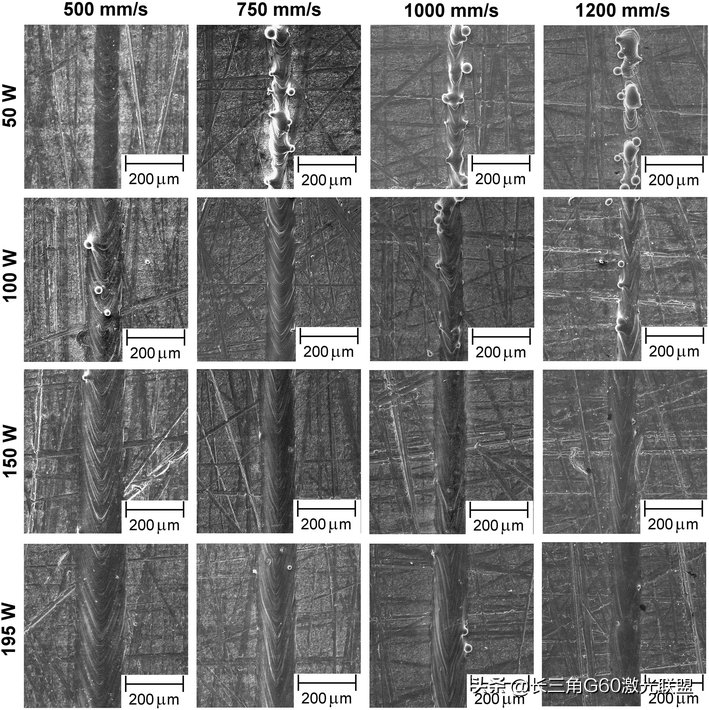
图12-1在单道沉积的时候顶部的表面的SEM形貌图
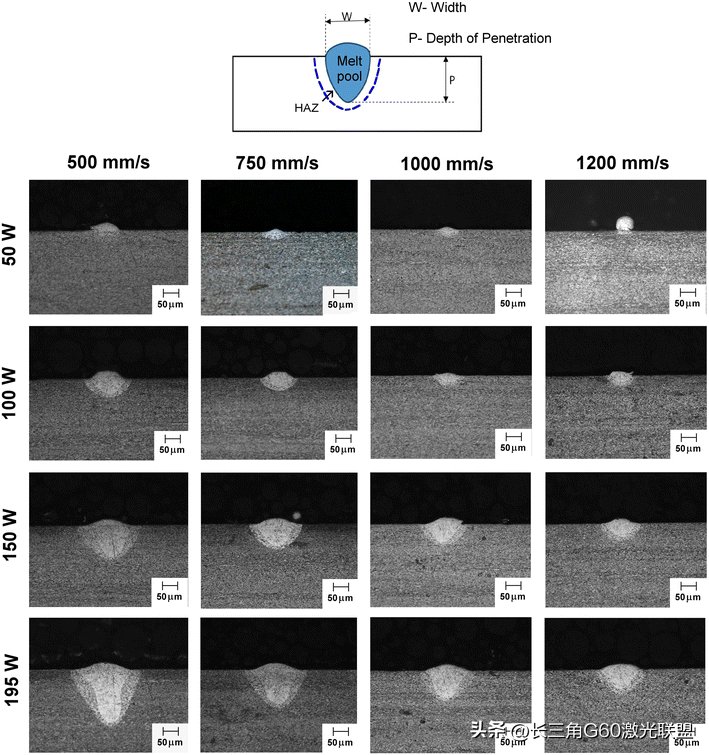
图12-2 使用不同的参数组合的时候,进行单道沉积Ti-6Al-4V钛合金的时候,得到的单道沉积的横截面
如有研究人员对制造的角度对SLM制造Ni基合金的表面粗糙度等影响进行了研究,其结果见12-3到12-6。
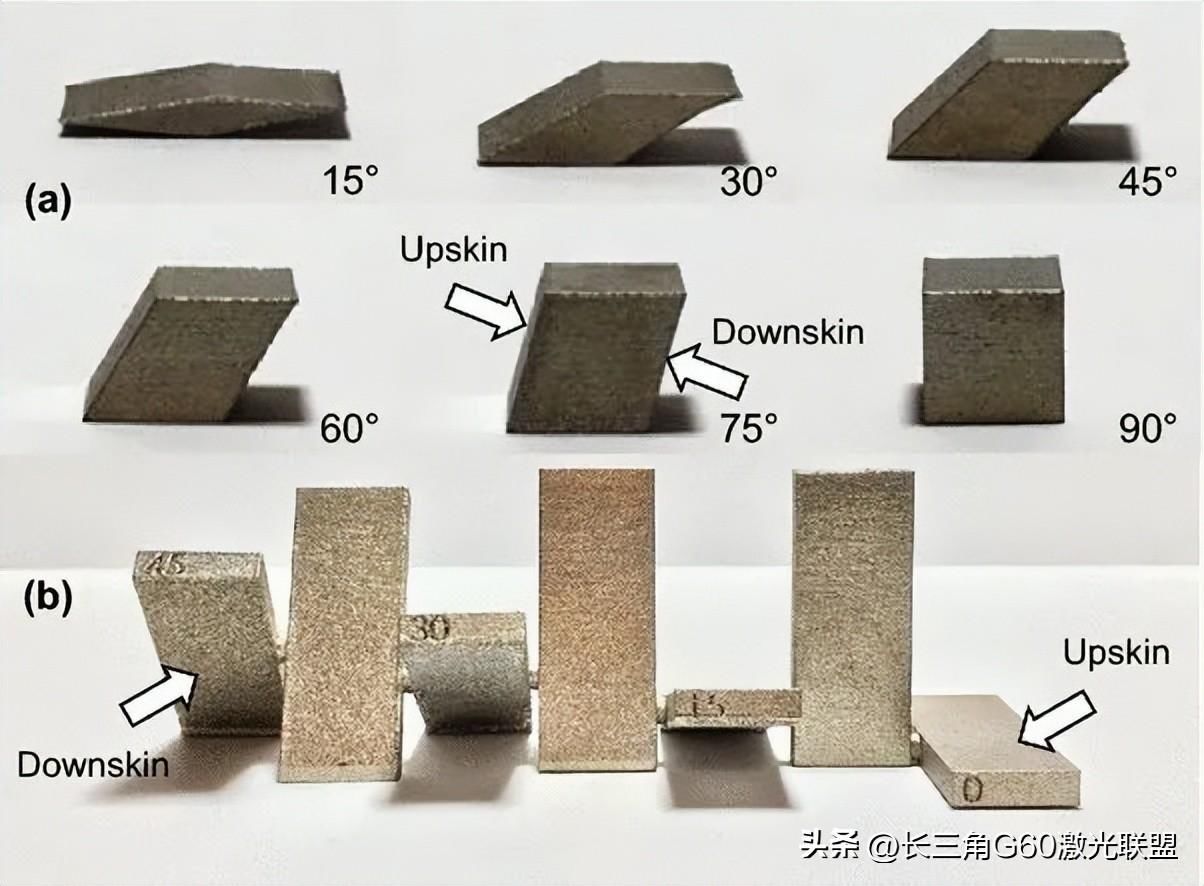
图12-3 进行表面表征的时候测试的示意图: (a) 立方体(cubes )和(b)长方体平板
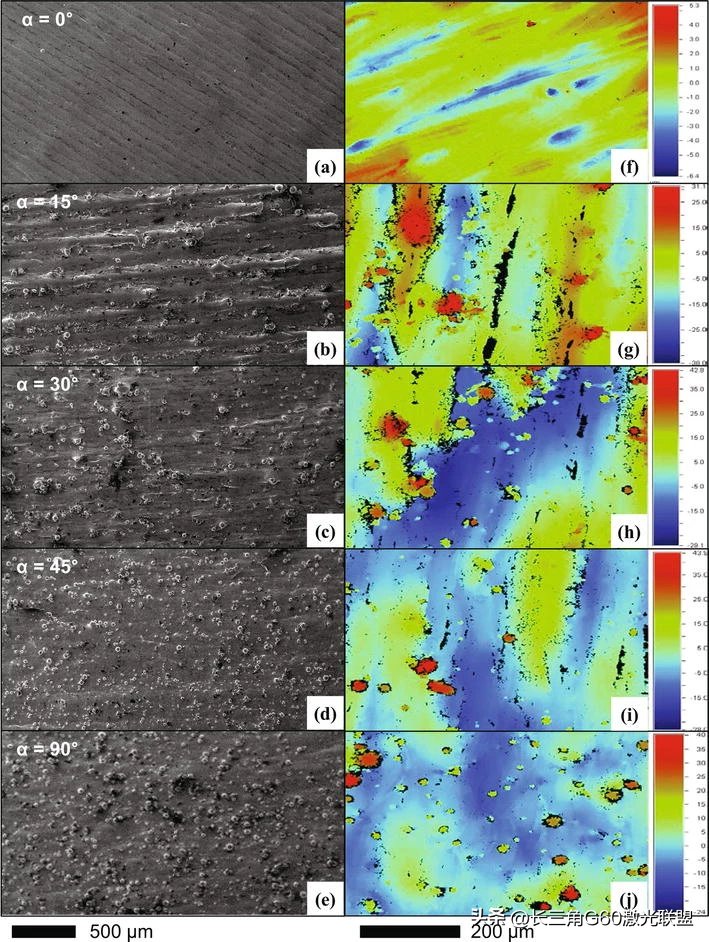
图12-4 在表面轮轮廓角度为0°, 15°, 30°, 45°,和90°的时候得到的 (a–e) SEM表面图像和(f–j)金相图像
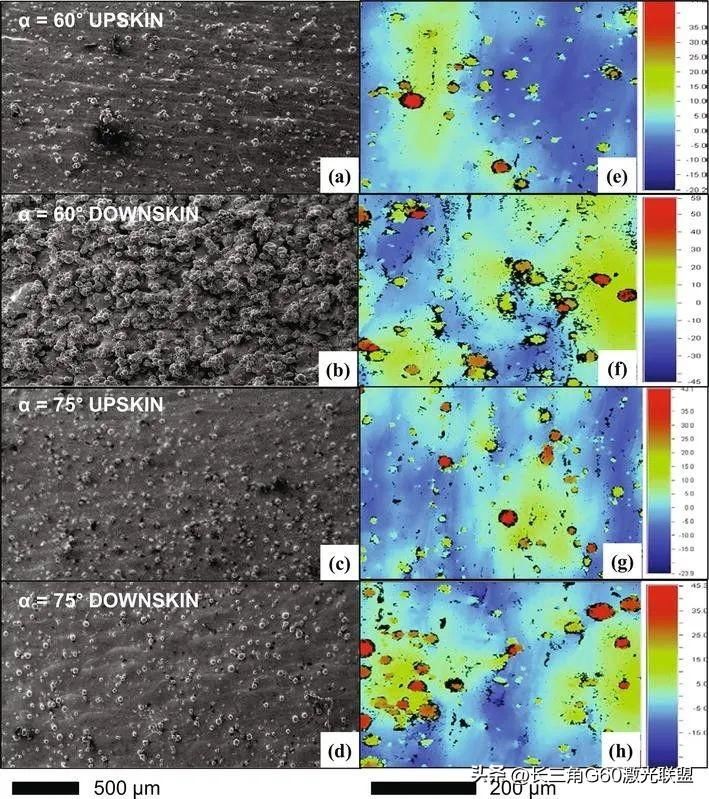
图12-5 在表面角度为 60° 和 75°上表面和下表面的时候得到的 (a–d) SEM图像和 (e–h)金相图像
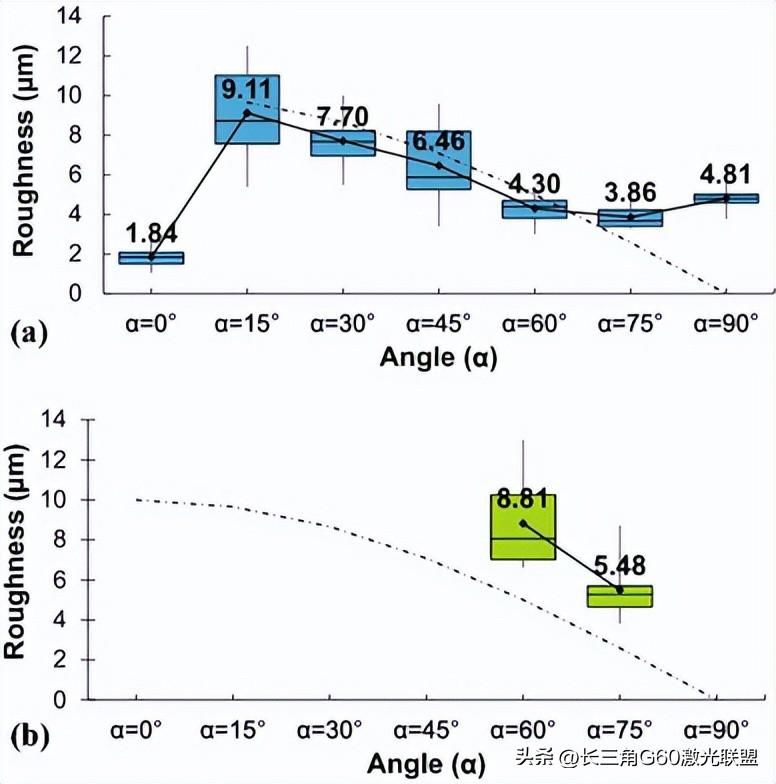
图· 12-6在不同的向上角度和向下角度的时候得到的实验结果和理论结果: (a) 上表面和 (b)下表面
3.3. 气孔、裂纹和不理想的显微组织
气孔、不理想的显微组织和热影响区(HAZ)是重要的决定着沉积层机械性能的参数。熔覆道不正确的宽高比或者润湿性不好,均会导致熔覆道之间形成空穴或者叫内部的熔覆道气孔。而层间的气孔经常发生在连续的层之间,往往由于未熔合所造成的,从而形成拉长的气孔。内部的气孔可以通过倾斜激光束来减少,然而这会导致在沉积道之间的下切。倾斜角度较小 (<5°)可以帮助避免激光束的背反射,尤其是高反射的材料尤其如此。尽管,内部气孔可以通过选择适宜的参数来减轻,宽高比大于5,在搭接率未50%的时候可以避免形成内部扫描道的气孔。
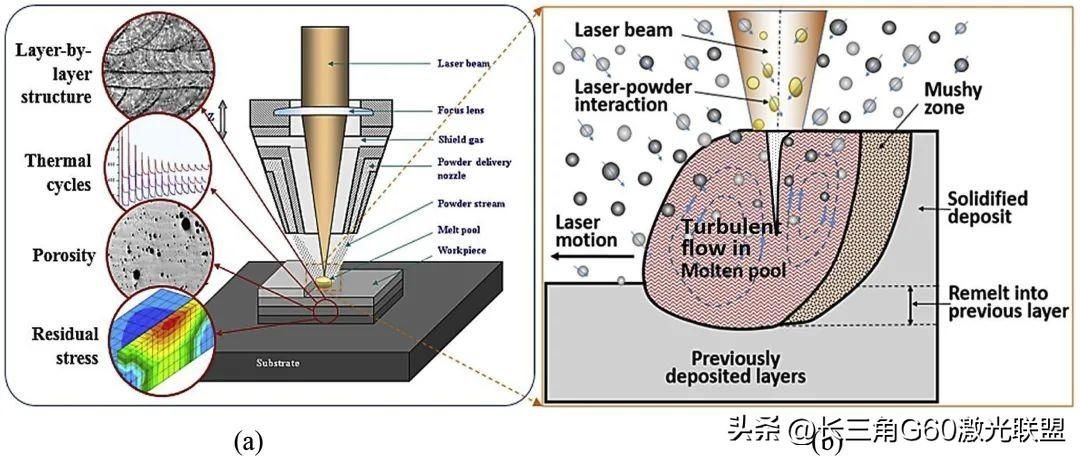
图13 激光熔覆时对熔覆层起到贡献的影响:(a)显微组织、多个界面、热循环、缺陷和残余应力; (b) 喷射的粉末、激光束和熔池的相互作用
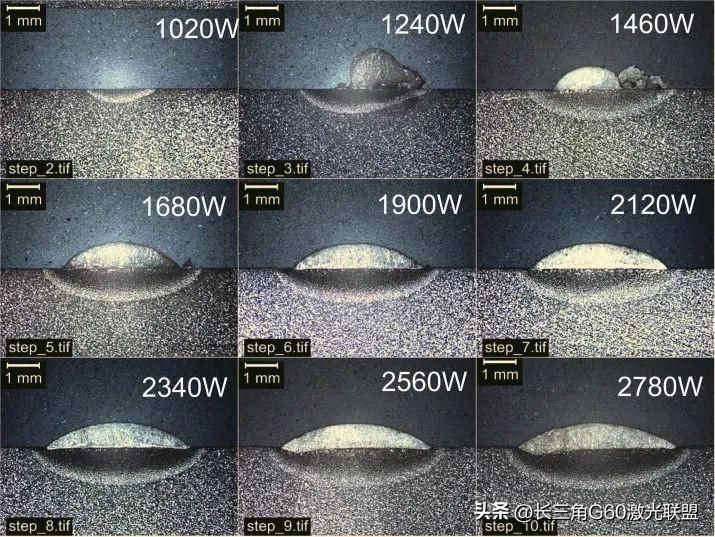
图13-1 在不同输入功率的时候得到的单道熔覆道的横截面图
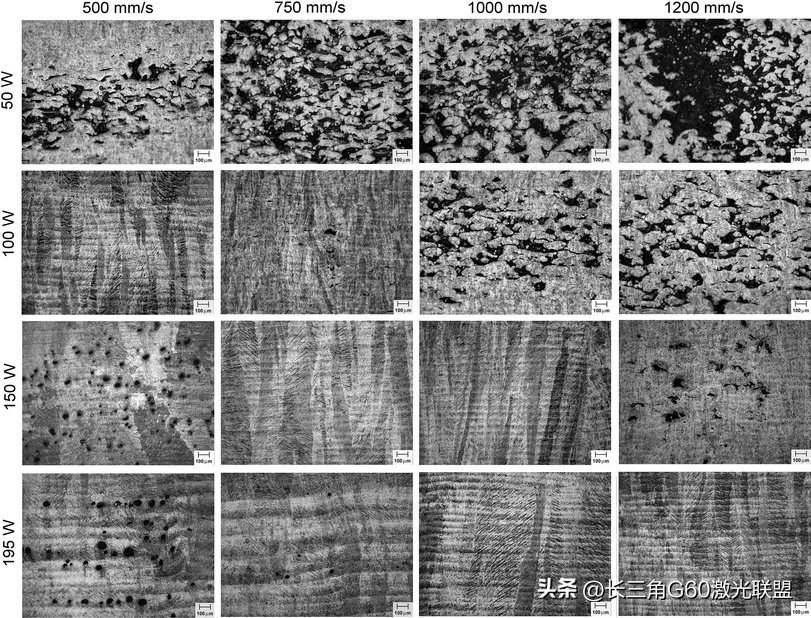
图13-2 在输入参数变化的时候,块体才来哦的显微组织的变化
内部气孔的形成是比较模棱两可的,影响因数诸如气孔的捕获、粉末内部的气孔、层层之间的较高的稀释率等都是影响因素。熔池的尺寸也会影响沉积层的初始气孔。较高的扫描间距也会导致气孔的形成,这是会因为层层之间不能完全融合,更有甚者,较低的搭接率还会造成匙孔。。
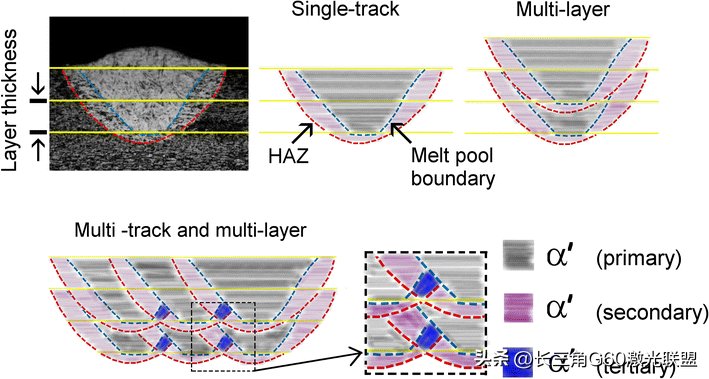
图13-3 在SLM沉积Ti-6Al-4V钛合金的时候,在单道、多道和多道多层搭接的时候显微组织的变化示意图
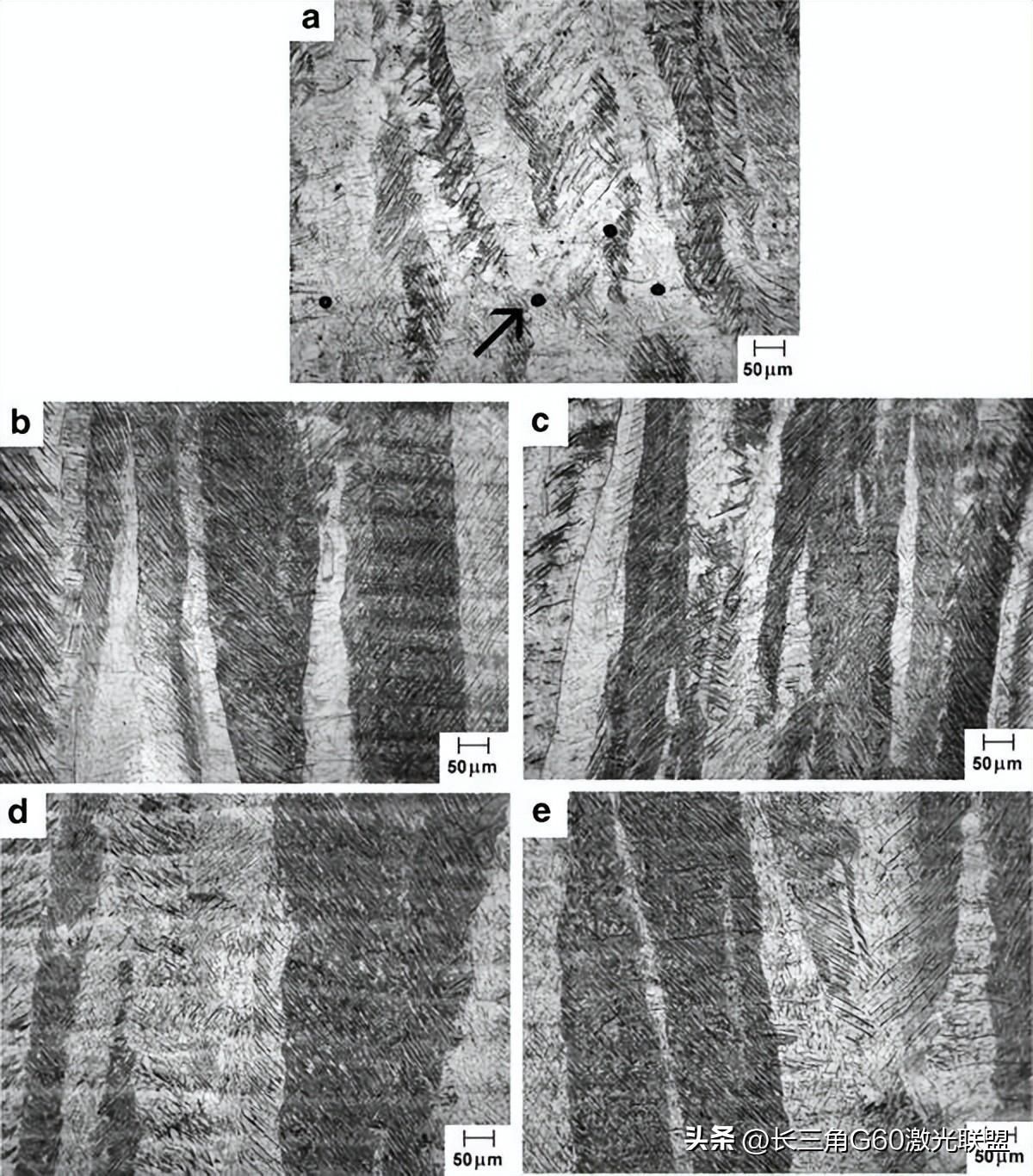
图13-4 同样为高密度样品的时候,不同参数组合下得到的典型的显微组织, a 100 W, 500 mm/s, b 150 W, 750 mm/s, c 150 W, 1000 mm/s, d 195 W, 1000 mm/s 和 e 195 W, 1200 mm/s
沉积层的疲劳性能同样会受到气孔的影响,这是因为它会成为裂纹的起源。气孔可以通过增加激光能量和使用较细的粉末来消除。然而,高的激光能量有可能会在熔池的底部产生匙孔,从而导致在熔覆层中产生残余应力,同时还会造成低液相温度的合金元素的蒸发。通常来说,后续的热处理可以实施来实现改善显微组织,但这会对界面的额结合强度产生影响。
控制沉积层的显微组织是一件复杂的事情。它主要取决于热历史,同时同不同的参数非常敏感。然而,层层堆积的特征,前一沉积层会在随后的沉积层产生的时候对前一层进行加热。晶粒细化对局部的凝固状态比较敏感,而晶粒的生长具有十分不同的尺寸,同时随机的分布,这是因为他们主要受到两个不同的因素的影响,即热历史和晶粒在基材上的方位。这一反过来会影响沉积层的热疲劳性能,同基材相比较的话。沉积层中的夹杂物也会严重的影响显微组织。
3.4.拉应力
残余应力主要取决于加热和冷却循环,热-物理性质、扫描策略和其他参数的影响,会导致沉积层的变形。残余应力可以是压应力,也可以是拉应力。Shrivastava 等人使用热-机械耦合有限元来模拟激光沉积 Ni-5Mo-5Al的残余应力。得到的残余应力几乎都是拉应力。拉应力对再制造部件的疲劳性能有损伤,然而,压应力会提高部件的服役能力。
残余应力会造成沉积层中的微观裂纹的形成,裂纹沿着平行于表面的方向会导致沉积层的裂开,而垂直表面的微观裂纹,在沉积累计的时候会在热循环过程中形成分段裂纹。Saboori等人使用两个不同的扫描策略 0-90°, 0-67°来制造316L不锈钢立方体,在顶部得到相似的残余应力(两种扫描模式下均如此)。然而,考虑到侧边的效应,可以得出结论,扫描策略为 0-67°的时候会得到较低的残余应力。
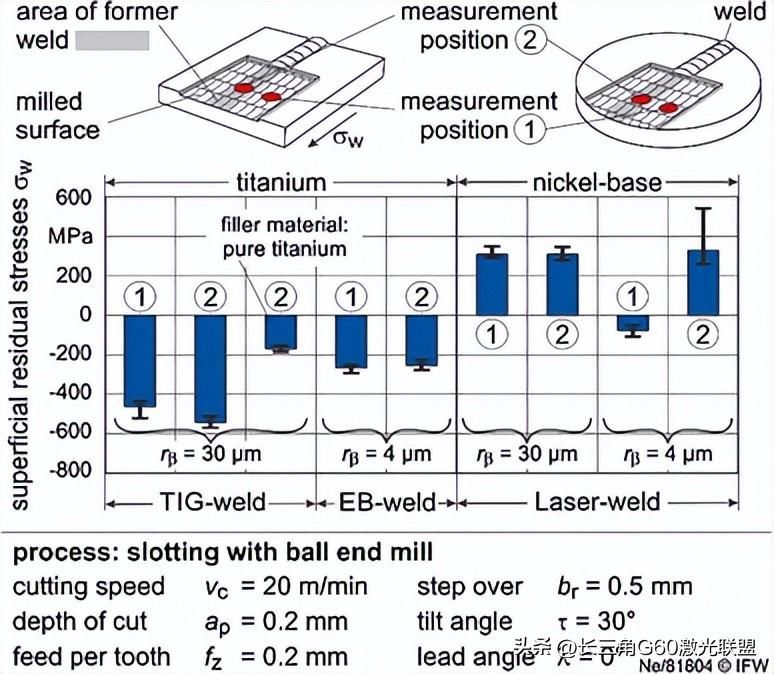
图14 在重塑轮廓(re-contouring)时得到的残余应力
未完待续,长三角G60激光联盟陈长军热忱欢迎您的持续关注!
文章来源:Addressing the challenges in remanufacturing by laser-based material deposition techniquesOptics & Laser Technology,Volume 144, December 2021, 107404,https://doi.org/10.1016/j.optlastec.2021.107404
参考文献:Covarrubias, E.E., Eshraghi, M. Effect of Build Angle on Surface Properties of Nickel Superalloys Processed by Selective Laser Melting. JOM70, 336–342 (2018). https://doi.org/10.1007/s11837-017-2706-y
Dilip, J.J.S., Zhang, S., Teng, C. et al. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog Addit Manuf2, 157–167 (2017). https://doi.org/10.1007/s40964-017-0030-2
长三角G60激光联盟陈长军转载
","gnid":"9c2a8c152b415d484","img_data":[{"flag":2,"img":[{"desc":"","height":"922","title":"","url":"https://p0.ssl.img.360kuai.com/t01bcaf564e7d45b24d.jpg","width":"1080"},{"desc":"","height":"572","title":"","url":"https://p0.ssl.img.360kuai.com/t01f4ea05a2a78edc14.jpg","width":"1080"},{"desc":"","height":"474","title":"","url":"https://p0.ssl.img.360kuai.com/t01f883eb9da8b1f42b.jpg","width":"1080"},{"desc":"","height":"1274","title":"","url":"https://p0.ssl.img.360kuai.com/t0108557e70256e9315.jpg","width":"1080"},{"desc":"","height":"734","title":"","url":"https://p0.ssl.img.360kuai.com/t01cca252345849b8d1.jpg","width":"1080"},{"desc":"","height":"420","title":"","url":"https://p0.ssl.img.360kuai.com/t01078678b944490926.jpg","width":"1080"},{"desc":"","height":"809","title":"","url":"https://p0.ssl.img.360kuai.com/t011d85b15529a01c60.jpg","width":"1080"},{"desc":"","height":"710","title":"","url":"https://p0.ssl.img.360kuai.com/t01da6dc07e8163f6a8.jpg","width":"709"},{"desc":"","height":"755","title":"","url":"https://p0.ssl.img.360kuai.com/t01220c994a77b4fc6f.jpg","width":"709"},{"desc":"","height":"886","title":"","url":"https://p0.ssl.img.360kuai.com/t011059e20f5926089e.jpg","width":"1204"},{"desc":"","height":"942","title":"","url":"https://p0.ssl.img.360kuai.com/t0193d42a598693c12a.jpg","width":"709"},{"desc":"","height":"799","title":"","url":"https://p0.ssl.img.360kuai.com/t014fc878a37761c98a.jpg","width":"709"},{"desc":"","height":"784","title":"","url":"https://p0.ssl.img.360kuai.com/t014205688ec9932fef.jpg","width":"776"},{"desc":"","height":"457","title":"","url":"https://p0.ssl.img.360kuai.com/t01799f2c3c47343260.jpg","width":"1080"},{"desc":"","height":"537","title":"","url":"https://p0.ssl.img.360kuai.com/t01b7b99f6eab40f17e.jpg","width":"715"},{"desc":"","height":"618","title":"","url":"https://p0.ssl.img.360kuai.com/t01339ff89fac69b708.jpg","width":"811"},{"desc":"","height":"379","title":"","url":"https://p0.ssl.img.360kuai.com/t01e5bdcd789ca97975.jpg","width":"709"},{"desc":"","height":"1366","title":"","url":"https://p0.ssl.img.360kuai.com/t0101331205aa8be824.jpg","width":"1200"},{"desc":"","height":"674","title":"","url":"https://p0.ssl.img.360kuai.com/t016b54f8343fdf66a9.jpg","width":"774"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"hbase","pub_time":1691660760000,"pure":"","rawurl":"http://zm.news.so.com/8ea668bbc9aefad14cf9046369059232","redirect":0,"rptid":"d3fd00e53e39ab68","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[],"title":"综述(二):激光再增材制造所面临的挑战
幸沫茂4593加工中心拐角倍率怎么修改? -
江娇制18717368035 ______ 可以通过机床控制面板倍率调节轮,也可以用加工程序中控制倍率,更改进给值.
幸沫茂4593加工中心怎样加工锥孔? -
江娇制18717368035 ______ 1、有两种方法可以加工锥孔. (1)第一种就是: 利用数控KM头,通过增加一个V轴,或者是把主轴的轴向移动转化为径向移动的刀锋装置,进行G01两轴移动(Z轴+V轴;或者是Z轴+W轴)加工锥孔.特点,速度块,精度高,吃符很好. (2)第二种方法:就是螺旋铣削内锥孔.可以选用圆鼻刀从D120MM处自上而下或者是自前而后(根据你的加工中心是立式还是卧式的定)等高加工.特点:慢一点. 2、具体操作: (1)钻头先钻26的底孔; (2)编个锥圆的宏程序; (3)用刀装可转位刀片R0.4和R0.8的都可以,(主要走出来很光,公差可控制在正负0.01左右,成本也低,刀片也没什么磨损.)
幸沫茂4593做编程的朋友遇到这事没有,参数设置的都合理,还是过切 -
江娇制18717368035 ______ 这个和机床性能也有关系哦,假如在拐角地方过切了,那说明机床加工换向的时候精度不好,这就要注意拐角加减速了.要确认是否后处理有问题,你只要把过切的nc代码用vericut 模拟一下就可以确定了
幸沫茂4593fanuc加工中心怎么修改轴的快速移动参数 -
江娇制18717368035 ______ MDI方式下打开坐标系页面,按下“设定”软体键后,将“参数可写入”打开.打开参数页面,搜索1420,下面的X,Y,Z就是你要改的速度数值
幸沫茂4593我是一个加工中心操作工,我不太了解刀具的切削参数哦,请大师指点一下. -
江娇制18717368035 ______ 刀具具的切削参数:1、线速度---由主轴转速和刀具加工直径决定:Vc线速度=(π*D直径*S转速)/1000 2、每转进工--由主轴转速和进给速度决定:Fn(每转进工)=F主轴进给/S主轴转速
幸沫茂4593加工中心进给速度为什么与我编的不一样? -
江娇制18717368035 ______ 第一系统里参数有拐角自动减速功能第二某些系统执行比较长的程序时要加一个程序压缩指令,否则F值就跟不上
幸沫茂4593数控机床拐角处"欠程" -
江娇制18717368035 ______ 减速、暂停
幸沫茂4593加工中心用的4mm定心转 点孔 转速进给 分别可以给多少呀 -
江娇制18717368035 ______ 数控加工中心的切削转速和进给速度:1:主轴转速=1000Vc/πD2:一般刀具的最高切削速度(Vc):高速钢50m/min;超硬工具150m/min;涂镀刀具250m/min;陶瓷·钻石刀具1000m/min3加工合金钢布氏硬度=275-325时高速钢刀具Vc=18m/...
幸沫茂4593为何到转角的地方会自动减速 -
江娇制18717368035 ______ 这是为了机床定位精度和各方面的保护功能等,就像你开车跑的很快突然来个急转弯如果不减速的话会有什么后果?!如果楼主是做CAM的我建议要多了解了解机床的实际操作技术.;P[]
幸沫茂4593,m80三菱系统跑程序比m70慢,一到拐角就自动减速,怎么调参数都不 -
江娇制18717368035 ______ 我也遇到这个问题,之前在法兰克或者三菱M70系统运行GOTO都会有停顿,但是WHILE不会停顿,现在在三菱M80系统上,GOTO和WHILE都会出现停顿现象,问了好多配电师傅都没找到原因,希望有知道的大师讲解下,万分感谢