发那科加工中心换刀子程序
内容概要:加工中心是制造业的一个比较重要的环节,是非常发达的行业,随着科技的进步,其应用范围也越来越广泛。2022年我国加工中心产量29897台,较2021年增长1697台;加工中心销量28979台,较2021年减少6032台。
关键词:加工中心市场规模、加工中心市场竞争格局、加工中心行业发展前景
一、定义及分类
加工中心是一种高度自动化的数控机床,它能够在同一台机床上完成多种复杂零件的加工,并且具有高效、精度高、稳定性好等特点。
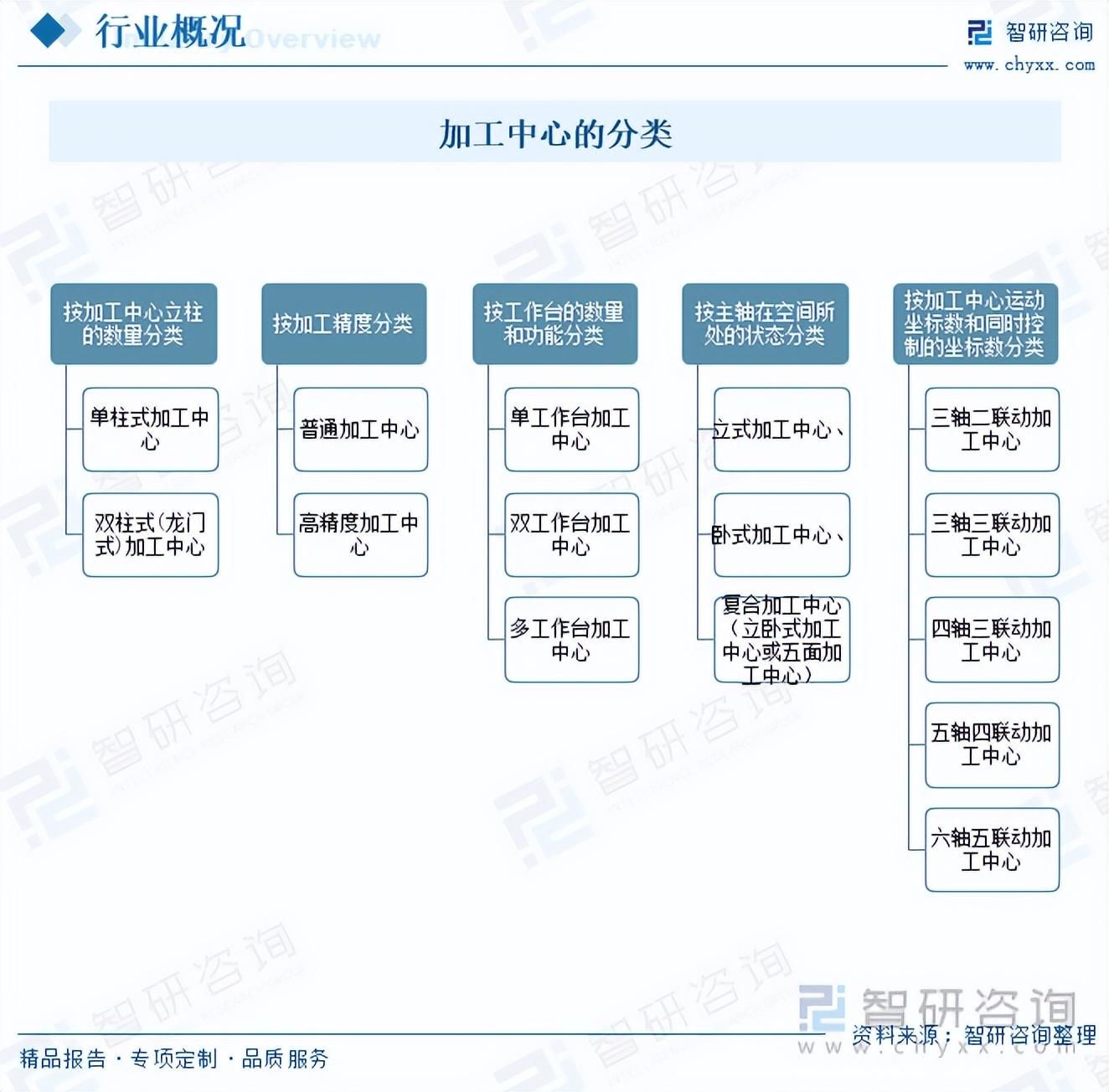
加工中心按主轴在空间所处的状态分为立式加工中心、卧式加工中心、复合加工中心(也称立卧式加工中心或五面加工中心);按加工中心立柱的数量分为单柱式加工中心、双柱式(龙门式)加工中心;按加工中心运动坐标数和同时控制的坐标数分为三轴二联动加工中心、三轴三联动加工中心、四轴三联动加工中心、五轴四联动加工中心、六轴五联动加工中心;按工作台的数量和功能分为单工作台加工中心、双工作台加工中心、多工作台加工中心;按加工精度分为普通加工中心、高精度加工中心。
二、行业发展现状
加工中心属于机床的一种,是机床行业向高精度、智能化数控机床发展的重要领域之一。机床制造是高备制造的一个重要组成部分,而装备制造业是我国进行经济建设的基础。在各类机床设备中,加工中心是集多种加工工序于一体并且在加工过程中能实现自动换刀、多轴联动的一种复合加工数控机床。
近年来,随着社会的发展,政府大力支持加工中心行业的发展,他们将投入大量资金和政策支持,进一步推进加工中心行业的发展。2017年我国加工中心行业产值82亿元,到2022年我国加工中心行业产值增长至140.4亿元。

我国加工中心行业是指以提供加工服务为主的行业,包括电子加工、机械加工、冶金加工、模具加工和其他加工服务。加工中心是制造业的一个比较重要的环节,是非常发达的行业,随着科技的进步,其应用范围也越来越广泛。2022年我国加工中心产量29897台,较2021年增长1697台;加工中心销量28979台,较2021年减少6032台。

随着人类技术水平的提高,产品技术水平将大大提升,生产率提高,有利于为客户提供更优质的产品和服务,行业规模不断扩大。2022年我国加工中心行业销售收入为122.9亿元,较2021年减少15.5亿元。

相关报告:智研咨询发布的《2024-2030年中国加工中心行业市场现状调查及投资前景研判报告》
三、产业链
1、产业链结构
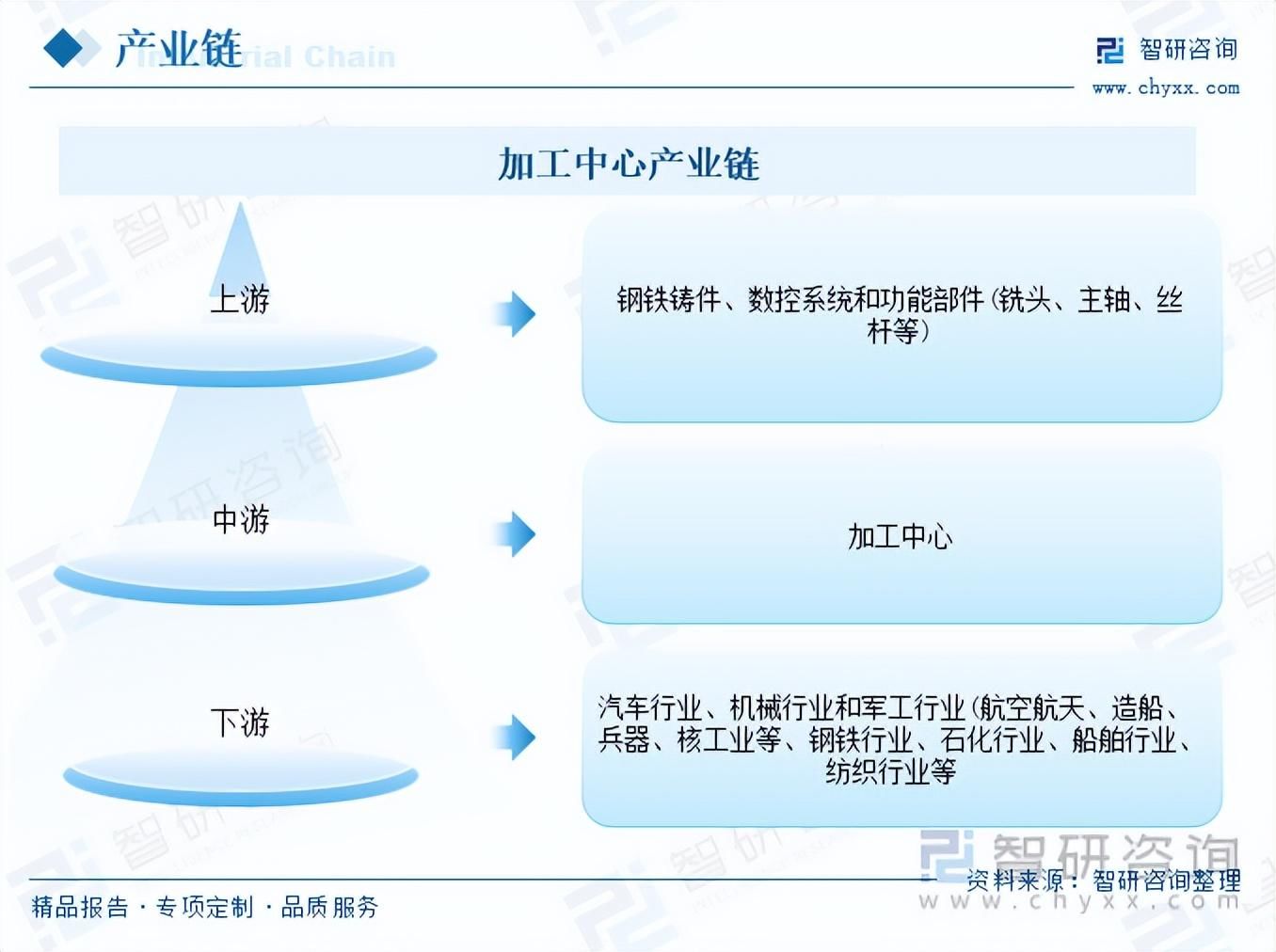
加工中心属于数控机床的一种,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床,产业链主要上游是钢铁铸件、数控系统和功能部件(铣头、主轴、丝杆等),一般来说,铸件、数控系统和功能部件平均分别占主营业务成本的17.78%、7.50%和17.23%。其行业下游主要是汽车行业、机械行业和军工行业(航空航天、造船、兵器、核工业等),还包括钢铁行业、石化行业、船舶行业、纺织行业等。
2、上游-数控系统
数控系统是加工中心的核心,主要由数控装置(Computer Numerical Control,CNC)、可编程序控制器、位置检测器、伺服电动机等部分组成,它们是加工中心执行顺序控制动作和完成加工过程的控制中心,对加工中心的性能有直接影响。
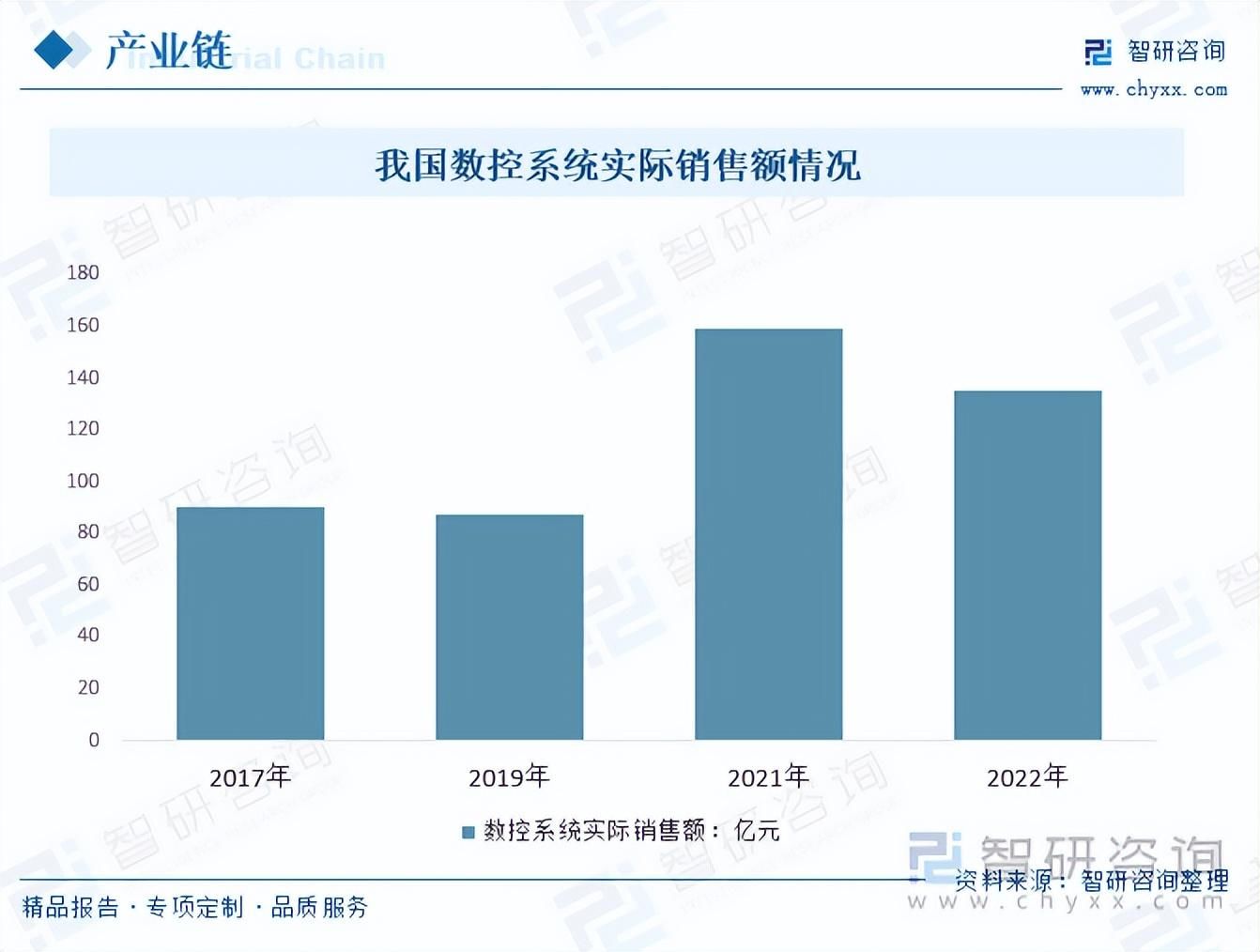
中国数控系统起步晚,1981年起开始引进发那科系统进行研究,一直到21世纪初,数控系统仍然受制于人。经过数年发展,我国数控系统产品取得长足进步。高档数控系统打破国外技术垄断,关键功能部件实现批量配套。目前,我国生产的高档数控系统已经可以部分替代国外产品。据统计,2017-2022年间国内数控系统实际销售额在90-160亿元区间内波动。其中2019年国内数控系统销售额最低为87.2亿元;2021年国内数控系统销售额最高达159.4亿元。
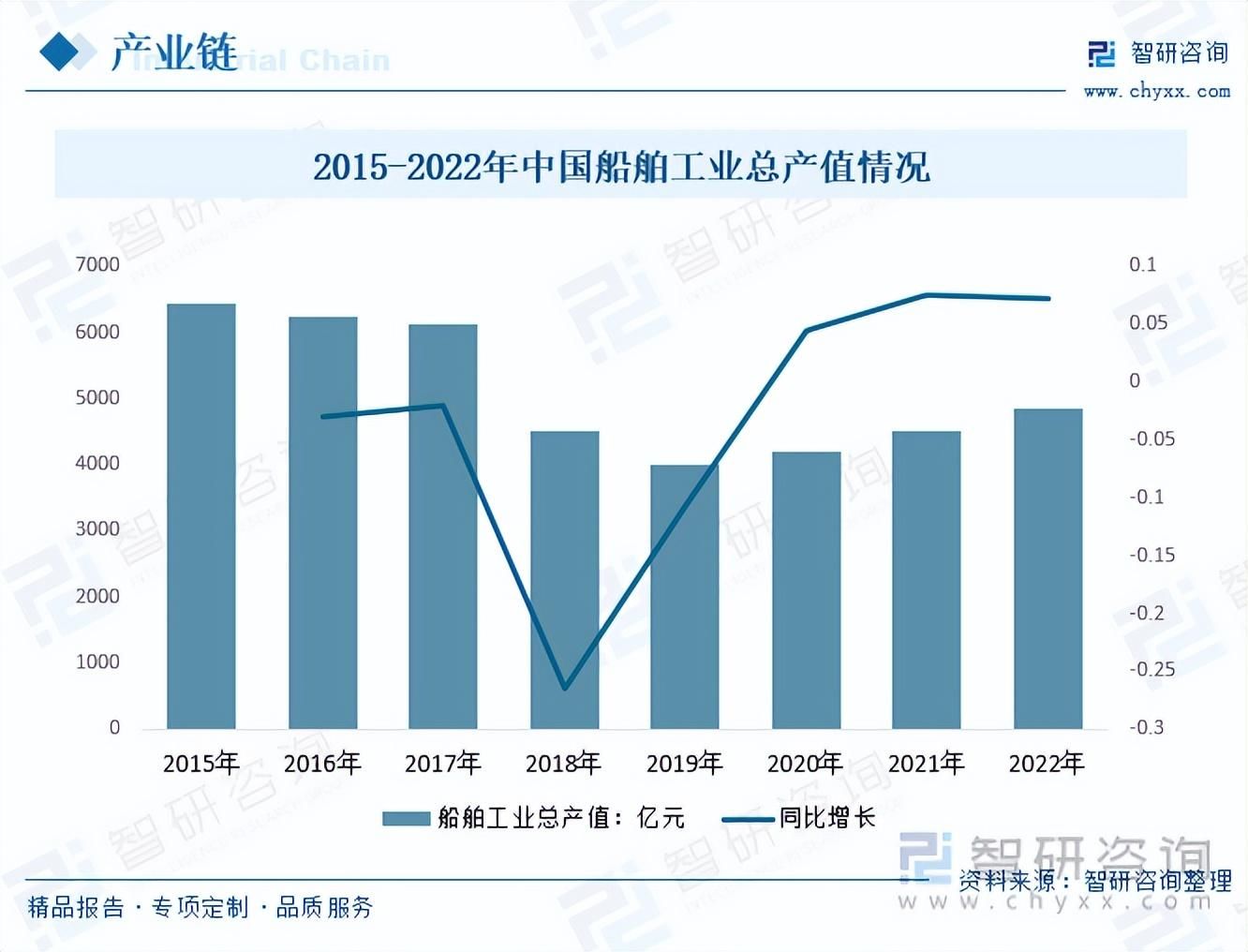
3、下游-造船业
加工中心是一种多功能的数控机床,可以完成从零件加工到产品组装的全过程。它相比传统机床拥有更高的精度和自动化程度,同时还可以实现多轴联动、自动换刀等多项功能。因此,在船舶制造中,加工中心成为了一种非常重要的设备。
船舶工业是我国重要的国防与经济支柱产业,国家及相关地方政府也将船舶工业发展列为“十四五”时期的重点发展领域,提出了具体的规划举措,为“十四五”时期船舶工业的高质量发展指明了方向。
船舶作为水上交通运输的重要工具,2022年,我国船舶工业总产值连续三年回升,从2019年的3898.30亿元上升至了4845.44亿元。
四、行业发展背景
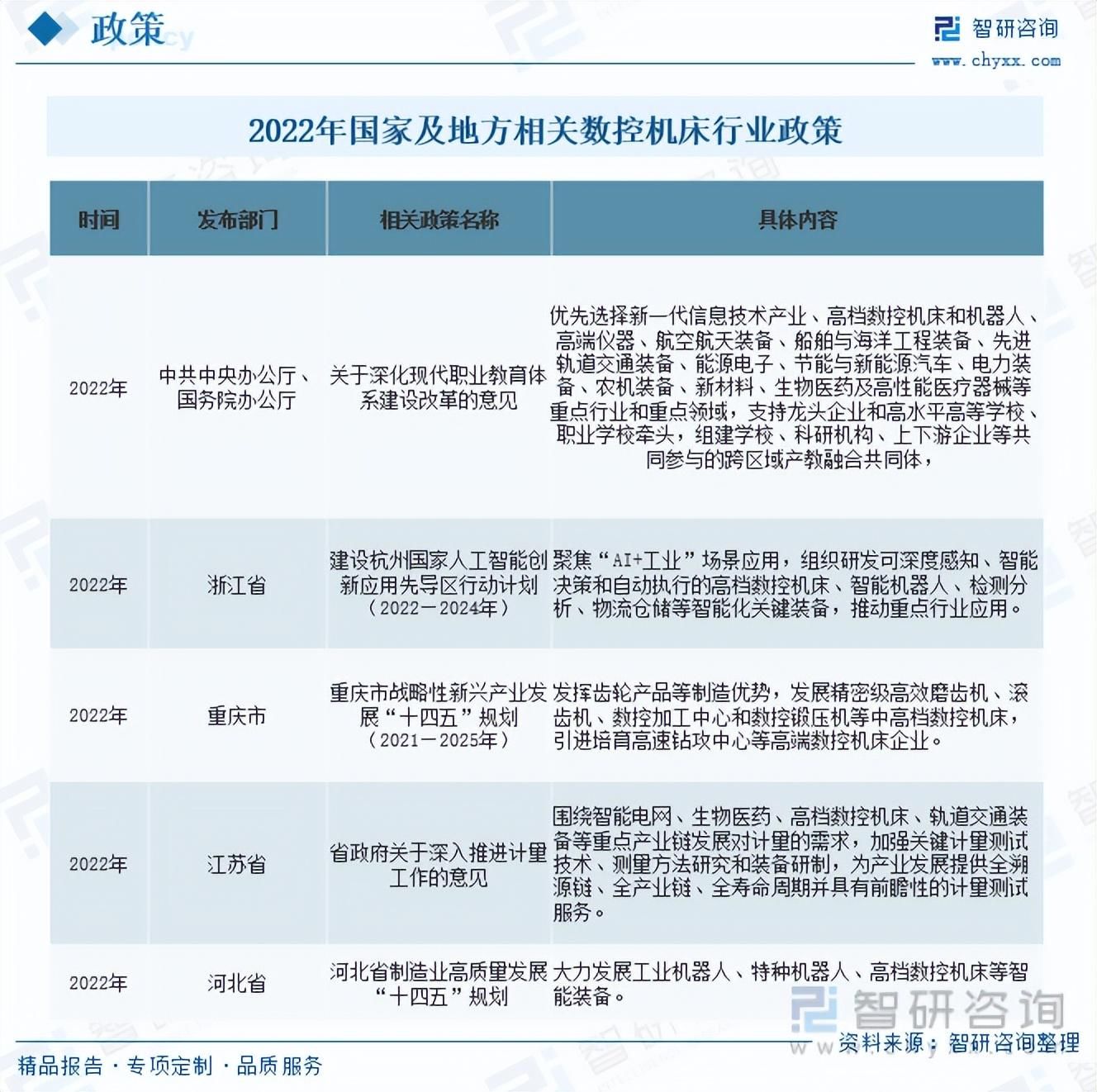
1、相关政策
随着现代化科学工业技术水平的提高,加工中心的产品质量和功能都在不断的改善。近几年,为了促进数控机床行业发展,国家及相关部门陆续发布了许多政策。为了响应国家号召,各省市积极推动数控机床行业发展出台一系列的相关政策。
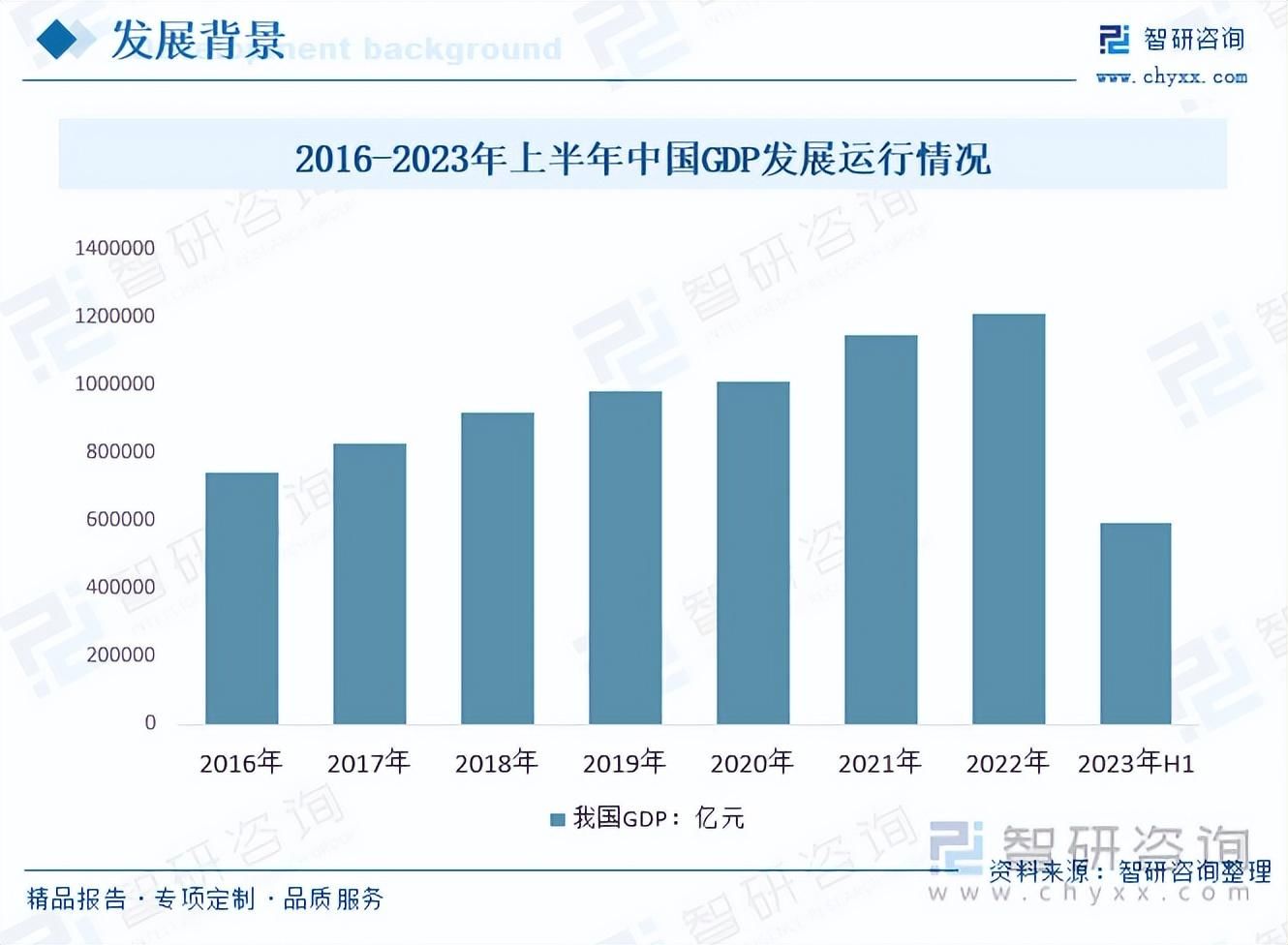
2、宏观经济
机床关系国家战略安全,我们国家现在的宏观经济环境成了牵动数控切割机床市场变化的主要原因。2023年上半年,我国GDP为593034亿元,按不变价格计算,同比增长5.5%,经济总体呈现恢复向好态势。
五、竞争格局
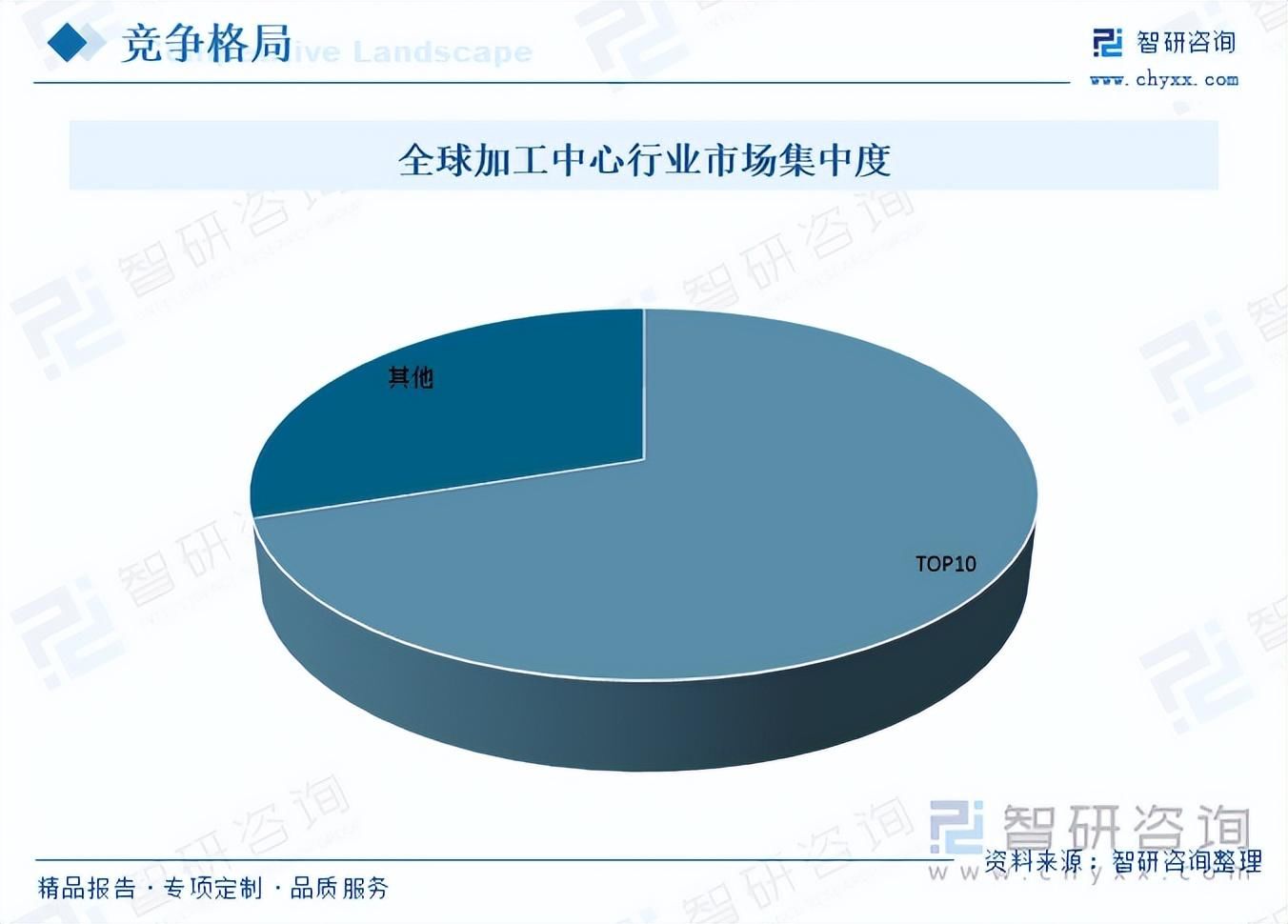
1、全球加工中心行业市场集中度
随着制造业的快速发展,加工中心已成为现代制造业中不可或缺的重要设备。目前,全球加工中心市场竞争激烈。据统计,全球前十大加工中心品牌占据了全球市场超过70%的份额。
2、国内竞争格局
我国立式加工中心行业主要企业集中分布在华东地区,如宁波海天精工股份有限公司、浙江日发精密机械股份有限公司、无锡华东重型机械股份有限公司、纽威数控装备(苏州)股份有限公司等主要分布在江浙地区。
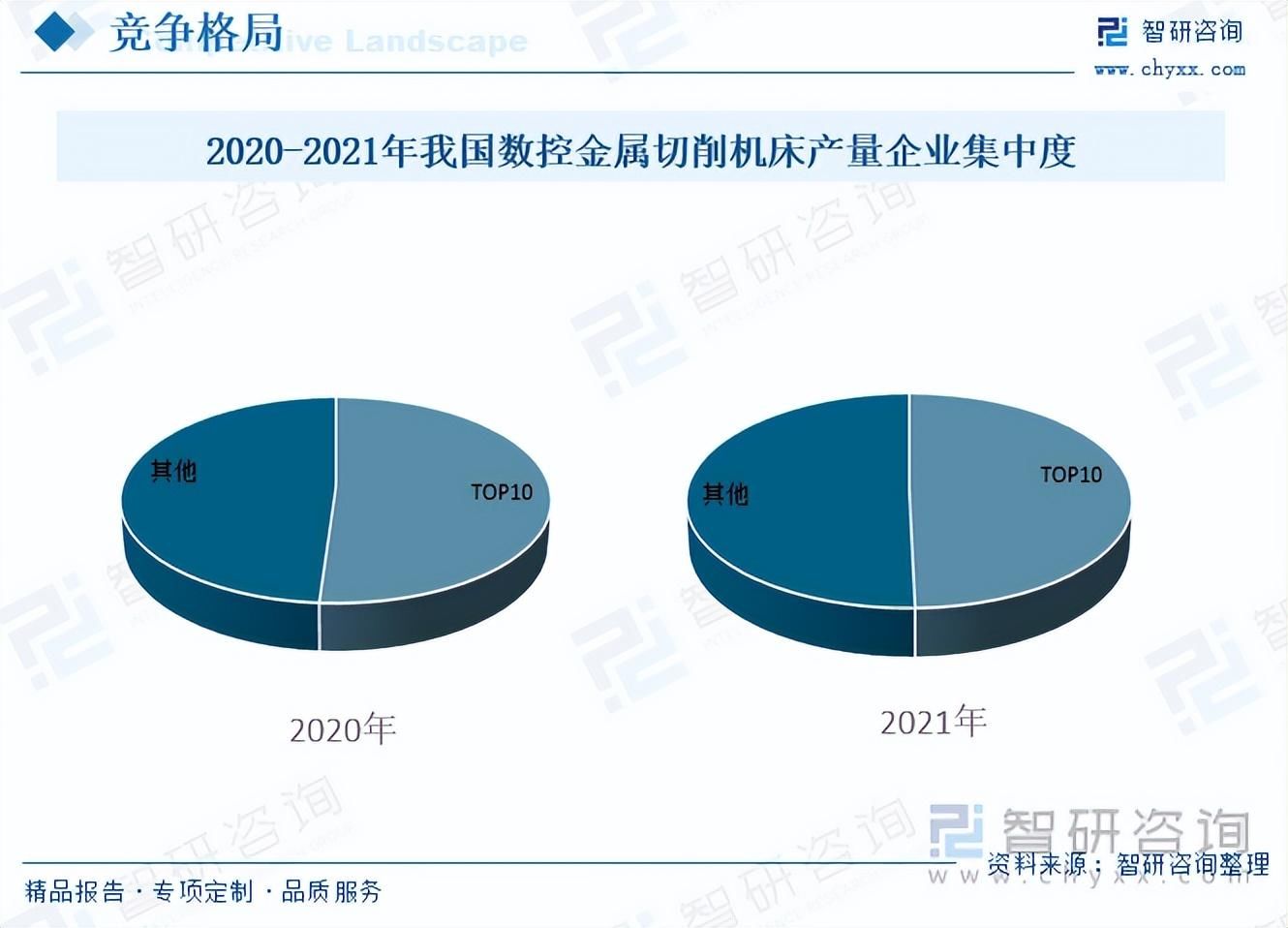
目前,我国数控机床行业的龙头上市公司包括创世纪、华中数控、科德数控、浙海德曼、海天精工等。从产量角度看,我国机床行业非常分散。据统计,2020年我国数控金属切削机床的产量为19.3万台,TOP10企业产量份额为26.45%;2021年我国数控金属切削机床的产量为19.3万台;TOP10企业产量份额为25.33%,其他企业产量份额接近全国四分之三。
3、代表企业-创世纪
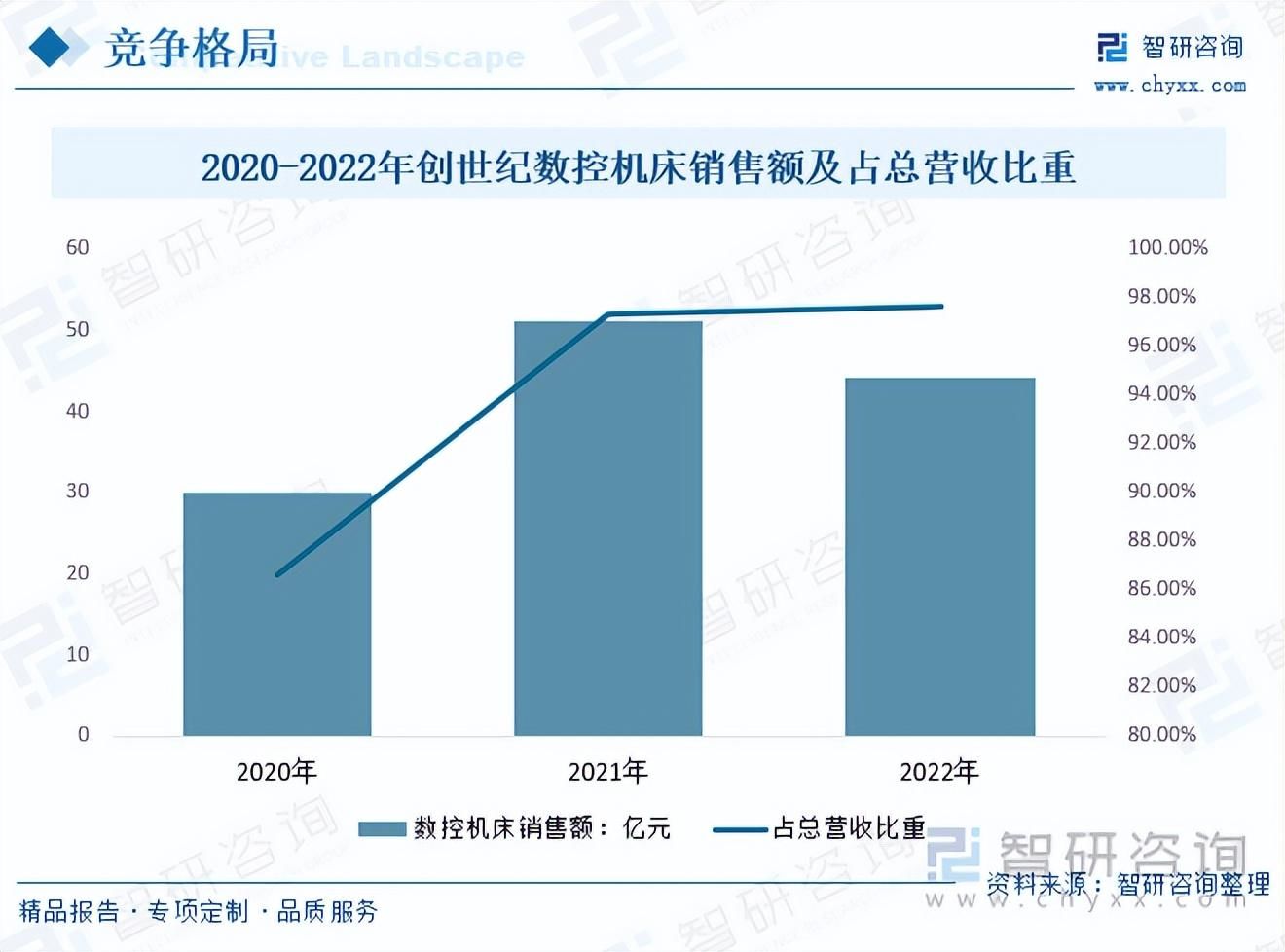
创世纪聚焦于数控机床业务,具有完整的研、产、供、销、服体系,已成为国内数控机床行业的龙头。在3C领域,公司市场占有率领跑行业,拳头产品——已累计出货超过9万台的“高速钻铣加工中心”成功入选2022年国家制造业单项冠军产品。2022年创世纪数控机床销售44.22亿元,占总营收的97.69%。2023年创世纪新产品将重点突破,特别是卧式加工中心、五轴系列产品、大型规格或五轴龙门加工中心,赢得在新能源、航空航天领域的主动权。
六、行业发展趋势
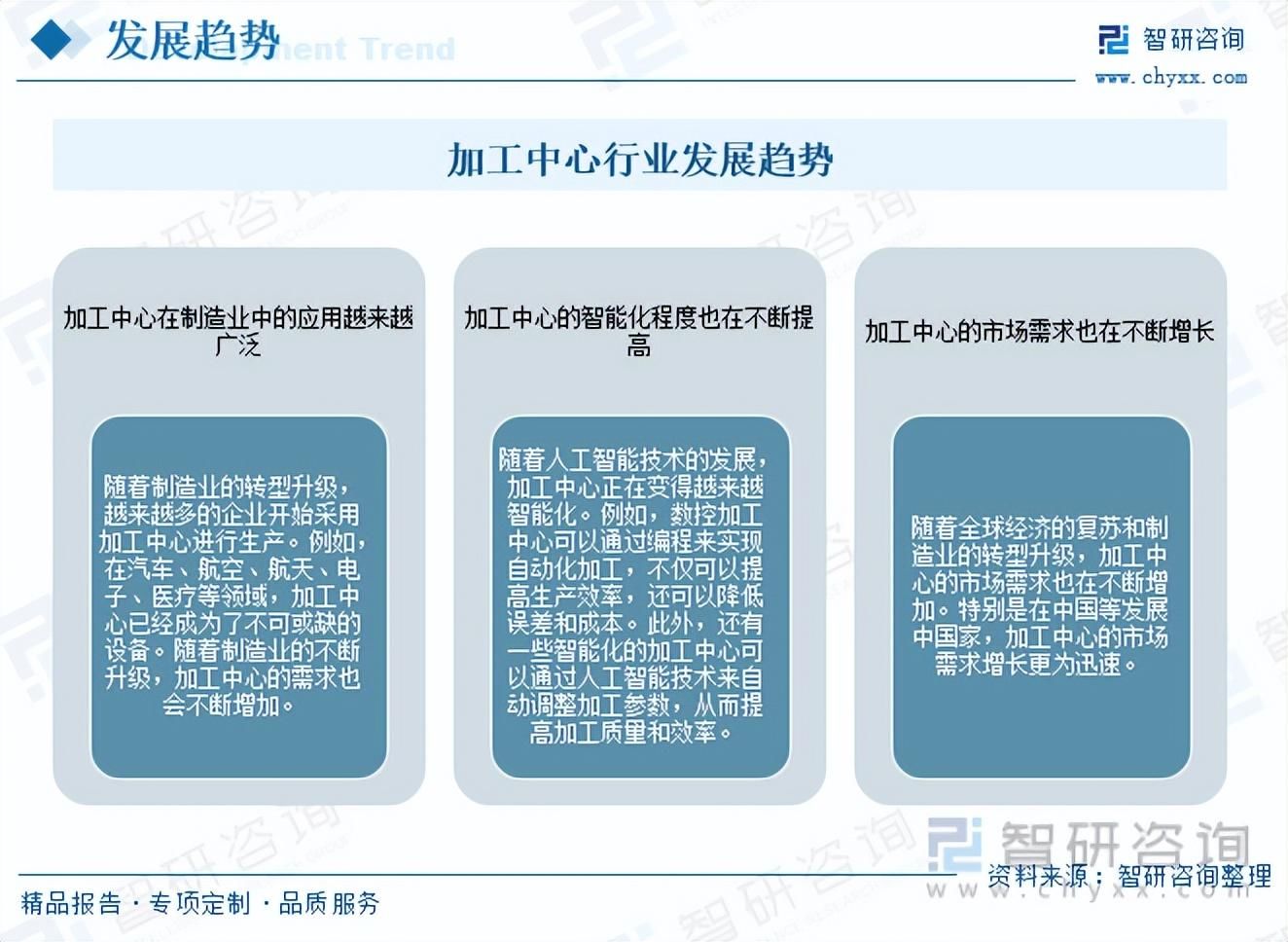
加工中心是一种高度自动化的机床,可以同时进行铣削、钻削、镗削等加工操作。随着制造业的不断发展,加工中心将会发挥越来越重要的作用,市场需求不断增加,行业发展前景非常广阔。
智研咨询发布的《2024-2030年中国加工中心行业市场现状调查及投资前景研判报告》依据国家统计局、政府机构、行业协会发布的权威数据,结合深度调研数据、专家反馈数据、内部运营数据等全域数据的收集与分析,提升客户的商业决策效率。本报告对中国加工中心行业现状与市场做了深入的调查研究,并根据行业的发展轨迹对未来的发展前景与趋势作了审慎的判断,为投资者寻找新的市场投资机会,进入加工中心行业投资布局提供了至关重要的决策参考依据。
智研咨询是中国产业咨询领域的信息与情报综合提供商。公司以“用信息驱动产业发展,为企业投资决策赋能”为品牌理念。为企业提供专业的产业咨询服务,主要服务包含精品行研报告、专项定制、月度专题、可研报告、商业计划书、产业规划等。提供周报/月报/季报/年报等定期报告和定制数据,内容涵盖政策监测、企业动态、行业数据、产品价格变化、投融资概览、市场机遇及风险分析等。
","gnid":"9e56dc961144606ad","img_data":[{"flag":2,"img":[{"desc":"","height":619,"title":"","url":"https://p0.ssl.img.360kuai.com/t01a4261b83af25f6a1.jpg","width":1280},{"desc":"","height":1260,"title":"","url":"https://p0.ssl.img.360kuai.com/t01d42bda913242f0ca.jpg","width":1280},{"desc":"","height":"964","title":"","url":"https://p0.ssl.img.360kuai.com/t01c48a38006c5d8cda.jpg","width":"1324"},{"desc":"","height":"976","title":"","url":"https://p0.ssl.img.360kuai.com/t010598bf0601418d90.jpg","width":"1336"},{"desc":"","height":"974","title":"","url":"https://p0.ssl.img.360kuai.com/t0104d53b52aee8d5b3.jpg","width":"1342"},{"desc":"","height":"1012","title":"","url":"https://p0.ssl.img.360kuai.com/t01de7bb5e538dfbe4d.jpg","width":"1356"},{"desc":"","height":"1014","title":"","url":"https://p0.ssl.img.360kuai.com/t017ca7fb53d5f7571c.jpg","width":"1342"},{"desc":"","height":"1016","title":"","url":"https://p0.ssl.img.360kuai.com/t014e27fe014ad05752.jpg","width":"1332"},{"desc":"","height":1274,"title":"","url":"https://p0.ssl.img.360kuai.com/t01ed0f39d90de4f24a.jpg","width":1280},{"desc":"","height":"976","title":"","url":"https://p0.ssl.img.360kuai.com/t0198f9208dbb748e25.jpg","width":"1330"},{"desc":"","height":"970","title":"","url":"https://p0.ssl.img.360kuai.com/t011c2b9ee9b5244fd6.jpg","width":"1352"},{"desc":"","height":"958","title":"","url":"https://p0.ssl.img.360kuai.com/t014b9ab1fb82519491.jpg","width":"1330"},{"desc":"","height":"978","title":"","url":"https://p0.ssl.img.360kuai.com/t017586cc0b2adf920e.jpg","width":"1320"},{"desc":"","height":"968","title":"","url":"https://p0.ssl.img.360kuai.com/t01b3c03b72f6eb7f14.jpg","width":"1324"},{"desc":"","height":"720","title":"","url":"https://p0.ssl.img.360kuai.com/t01aa576b29c72563fd.jpg","width":"1280"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1700445600000,"pure":"","rawurl":"http://zm.news.so.com/2220fe7e7bd3ca88c54c9f0f6aba4dd0","redirect":0,"rptid":"d908530d145ce5d4","rss_ext":[],"s":"t","src":"智研咨询","tag":[{"clk":"ktechnology_1:创世纪","k":"创世纪","u":""}],"title":"【前景趋势】一文读懂2023年加工中心行业未来发展前景
於从阮2211加工中心编程怎样用换刀指令把三个不同刀具程序放一块 最好有类似的程序借鉴一下 -
常怕卿17098854406 ______ 这样的格式 T1: M6: T2 不加M6这样可以直接预选刀
於从阮2211FANUC 0i 立式加工中心带机械手刀库,换刀程序怎么编的,带中文解释谢谢各位师傅!!!!! -
常怕卿17098854406 ______ 一般情况下生产厂家已经做好换刀的子程序,你使用的时候直接输入 M06 T(刀号),机床会自动调用子程序换刀滴.
於从阮2211fanuc怎么换刀时刀套上等待 -
常怕卿17098854406 ______ 哥们儿,你是什么系统,我上午改的是fanuc Series oi-MD系统的,你在K参数里边找到一个叫CUP AUTO DOWN 的通道,0改1,0就是水平备刀,1就是垂直备刀,也叫刀套常下,这是发那科的.还有就是也不是什么东西都能在百度上找到的,我之前也找了许多网页,没找到,还是多查查机床说明书. 有图有真相,希望采帮到你,并采纳最优.
於从阮2211fanuc加工中心怎么对刀 -
常怕卿17098854406 ______ 对刀的方法有很多啊,看你定在什么位置了,中心还是四个角?如果只是纵向切削,当然只对Z轴了.横向切削,如X轴,先将铣刀靠近工件一个边,将X轴相对坐标设为零,然后抬刀,再靠另一个边,读出X值,除以2就是工件X轴中心点了,然后把中心点坐标输进G54工件坐标系里(点工件系,再点测量就行了),Y轴类似,不懂的请回复! 数控编程的软件已经发过去了,请查收!
於从阮2211加工中心换刀前应考虑什么程序 -
常怕卿17098854406 ______ 加工中心换刀一般都有专用的宏程序,这个宏程序指定特定的换刀路径和换刀动作.当用户需要换刀时,系统读到换刀指令,就直接调用这个固定的换刀宏程序,完成换刀.可以向机床厂家咨询是哪个宏程序,因为每个机床厂家的换刀宏程序都不相同.
於从阮2211数控加工中心FANUC Series oi - MODEL D系统 -
常怕卿17098854406 ______ 加工中心的编程和数控铣床编程的不同之处,主要在于增加了用 M06 、 M19 和 Txx 进行自动换刀的功能指令,其它都没有多大的区别. M06--- 自动换刀指令.本指令将驱动机械手进行换刀动作,不包括刀库转动的选刀动作. M19--- 主轴准停...
於从阮2211加工中心换刀 -
常怕卿17098854406 ______ 加工中心自动换刀时注意事项.刀具不能不过长,过重,刀盘直径不能过大. 1.刀具装太长的话,刀具再往刀库装的时候会碰到机床钣金或与工件发生碰撞. 2.刀具太重机械手抓刀以后容易掉刀或刀套承受不起它的重量. 3.刀盘直径如果过大,在刀库里会与相邻刀具发生碰撞. 4.换刀的过程中注意机械手下拉刀具的时候不能与工作台上的工件,夹具发生干涉.要提前算好机械手抓刀下来的位置.你可以Z X Y轴先回零再执行换刀命令. 5.换刀的过程中不要随意执行复位,暂停,急停.(紧急情况除外)搞不好会出现卡刀,刀库乱刀的现象. 还有就是要保证气压充足.个人经验总结 望采纳!
於从阮2211fanuc oi 加工中心的换刀程序是系统自带,还是须用户自编换刀的一连串动作程序,请教高手答疑?
常怕卿17098854406 ______ 得看您是机床厂还是机床用户.对于用户来说,肯定机床厂已经编好了,机床使用说明书里一般都有介绍.对于机床厂来说,FANUC系统的所有梯图程序都不随系统自带.刀库换刀程序纯自己编的比较少,多数是参考之前成熟的程序加以修改,这部分工作一般由机床厂电气设计人员完成,极少数情况FANUC工程师帮着写;FANUC近期也在开发一些随机例程,比如用标准操作面板的话可以要到面板的梯图,刀库的例程应该说也有,但是开发程度不高,可以找他们的销售或者技术要来参考,不过要用的话自己还是有一点工作量.
於从阮2211法兰克换刀程序怎么修改 -
常怕卿17098854406 ______ 法兰克换刀程序(FANUC机器人)的修改一般需要进行以下步骤:1. 备份原程序:在修改程序之前,先备份原始程序以防止意外损坏或丢失.2. 修改程序:使用 FANUC 机器人控制器上的编辑器或文本编辑器修改程序.根据需要,您可能需要...
於从阮2211加工中心FANUC 0i系统,执行M06T..换刀程序时,机床好像不识别,执行绿灯亮着.但是不能够完成换刀动作. -
常怕卿17098854406 ______ 这是CNC发出换刀指令后,换刀没有完成,系统的PLC程序一直在等待换刀回答信号.查与换刀的有关的部件(检测开关,刀库电机,刀库机械传动链等)