宏程序铣平面深度增加
该机床是专为工艺品雕铣设计制造,整机立式结构。采用数控控制,图形化编程,支持模块加工轨迹编程,满足不同种类的铣削加工要求,易学易用。两轴双工位,高速连续铣削,左右同时加工,产能效率高。机器配有自动送料装置和两组定位夹具,加工位置精准。调节方便,安全可靠,方便易学,对点即自动生成加工程序。该机床为“交钥匙工程”到达现场通电通气即可使用。有效解决效率低、工作难请、加工成本高的难题。
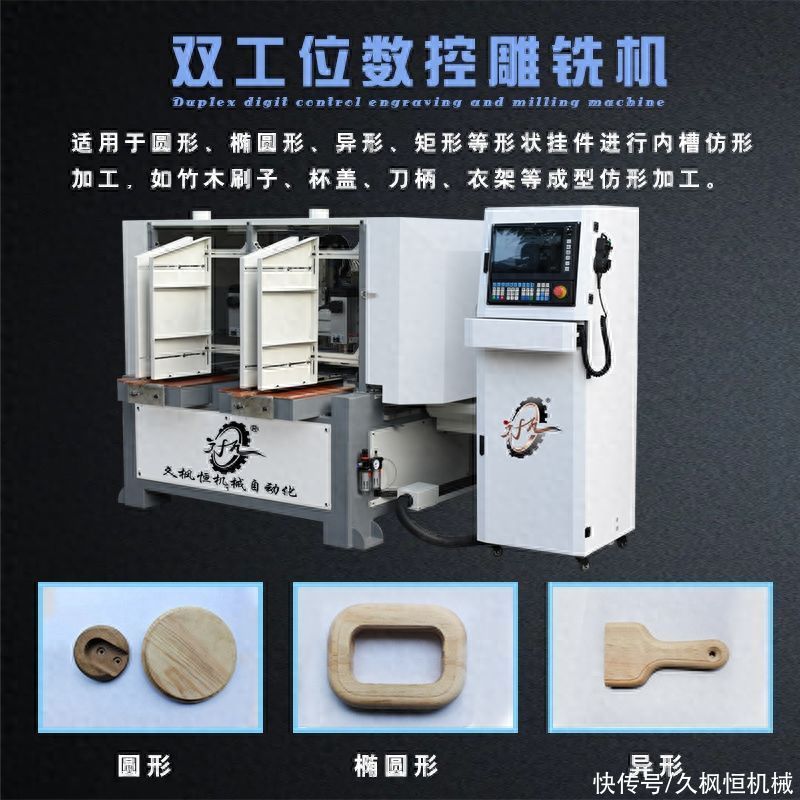
本设备适用于加工各种大小不同、形状不同的工件,实用性强,尤其对于加工弧形孔、椭圆孔、异形孔都有着明显的优势。更可加工复杂的平面,同一工件雕铣长度和深度不同以及复杂的异形工件一次加工完成,如竹木刷子、杯盖、刀柄、衣架等成型仿形加工。广泛应用于板材切割、线条雕刻、浮雕刻字、平面浮雕、浮雕镂空、花格造型加工的形状挂件、工艺品、家具等行业。


时航纪4329加工中心铣孔宏程序怎么编,假如从30铣到50的孔深度30,谢谢 -
高促秀15562838916 ______ 铣刀直径 螺纹深度 铣刀类型 我可以给你弄个发那科系统
时航纪4329加工中心宏程序 -
高促秀15562838916 ______ 一、变量1、变量的表示 FANUC系统使用“#”表示变量,例如:#1、#100等.变量根据变量号可以分成四种类型,见下表.变量号 变量类型 功能#0 空变量 该变量总是空,任何值都不能赋给该变量#1~#33 局部变量 局部变量只能用在宏程序中...
时航纪4329宏程铣侧面怎么编程中心加工机床 -
高促秀15562838916 ______ 假如用Φ8刀具加工Φ12圆,深度8mm, 前面就不写了,直接上宏程序 #1=0.5-------------(第一层0.5MM) #2=0.5---------------(每层0.5MM) #3=8--------------------(深度) #6=12-----------------(圆直径) #5=8-------------------(刀具直径) #4=(#6-#5)/2 ...
时航纪4329谁帮我用手动编程《宏程序》编个圆直径15 用10个R0的刀洗到20深 谢谢 -
高促秀15562838916 ______ 楼主告知的题目不是很详细耶 那我就看成是FANUC系统, 直径15的圆凸台, 铣刀为R5的键铣刀, 铣削的是铝件 附上程序和注释, 不明白加Q 272399954 讨论 % O1234 G40G49G69G80 (取消相应模态指令) G54G90G17 (第一坐标系 绝...
时航纪4329数控铣床椭圆宏程序编程 -
高促秀15562838916 ______ O0001 N2#100=1 角度e69da5e887aa62616964757a686964616f31333330343234步长 N4#101=0 初始角度 N6#102=361 终止角度 N8#103=45 长半轴 N10#104=25 短半轴 N12#105=-10.0 深度 N13G90G00X[#103+20]Y0Z100.0 刀具运行到(...
时航纪4329我 要在一个 长方体上 铣一条 半圆槽 ,请问 用 发那科系统的 宏程序怎么 编 -
高促秀15562838916 ______ 有2种方法,你是想以圆弧走出来还是以直线走出来,走圆弧的话不需要宏程序,只要改变平面,我们平常用的是G17,你要铣这种半圆槽要改成G18或者G19,然后走圆弧就行,走直线的话就必须用宏程序了,当然自动编程除外
时航纪4329数控铣 椭圆编程 -
高促秀15562838916 ______ 宏程序 ,假如长半轴为50 短半轴为40; Z1; #1=0; #2=50; #3=40; WHLIE[#1NE360]DO1; #4=#2*COS[#1]; #5=#3*SIN[#1]; G1X#4Y#5F500; Z-5; #1=#1+1; END1;
时航纪4329加工中心宏程序加工内锥面 -
高促秀15562838916 ______ 在数控铣床或加工中心上铣零件的外锥面一般用层切,具体是这样走刀的:水平走一整圈后,再水平朝圆心的反方向走一小段a,接着垂直向下走一小段b,再水平走新的一整圈,这样不断循环,直到铣到锥底为止.这段b是层距,而a长应是层距乘以半锥角的正切值.刀具一般使用球头铣刀或牛鼻子铣刀(也称环形铣刀或尺铣刀).而球头铣刀可看作是刀的大径等于刀片直径的特殊牛鼻子铣刀,
时航纪4329数控宏程序初学者怎样学 -
高促秀15562838916 ______ 从确定走刀路线、选择合适的G命令等细节出发,分析在数控车削中程序的编制方法. 一、分析零件图样 分析零件图样是工艺准备中的首要工作,直接影响零件的编制及加工结果.主要包括以下几项内容: 分析加工轮廓的几何条件:主要目...
时航纪4329法兰克加工中心的宏程序怎么编? -
高促秀15562838916 ______ 加工椭圆首先必须采用宏程序来加工! 思路就是用椭圆的参数方程了! ... N200 #1=0; 设置角度初始值 N210 #2=12.5; 设置长半轴值 N215 #3=25; 设置短半轴值 N220 #4=COS[#1]*#2; X轴变量计算 N230 #5=SIN[#1]*#3; Y轴变量计算 N240 G1 X#4 Y#5 F500; 加工 N250 #1=#1+1; 角度每次增加1度 N260 IF[#1LT360] GOTO220; 如果角度小于360度,返回到220段 ... 你试试,应该没有问题,不过使用宏程序关键还是数学部分.