数控钻床编程打孔带图
一、使用范围及结构特点
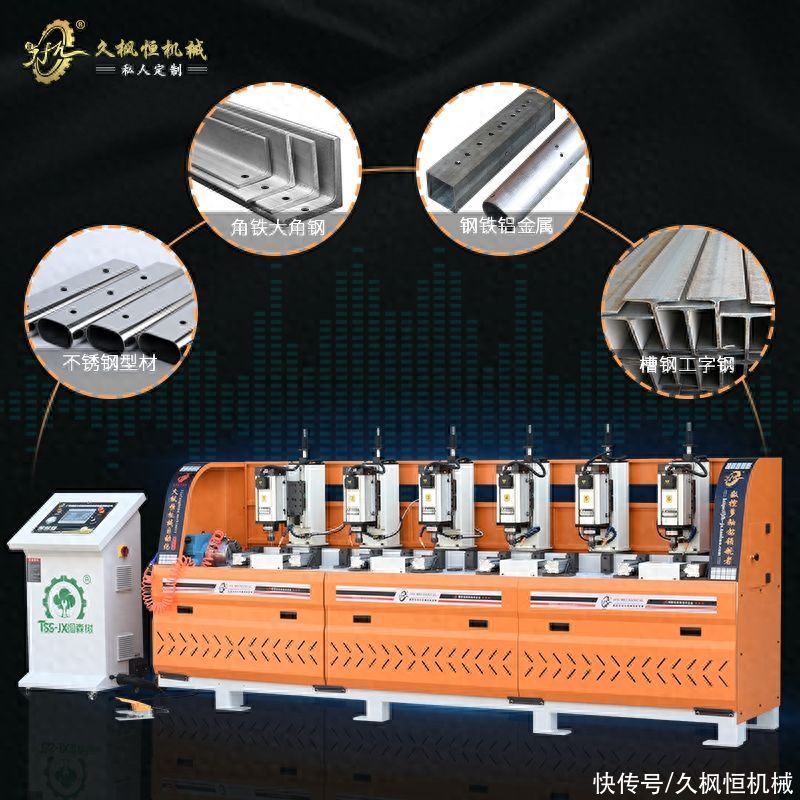
JFH-T06-L3000自动旋转6头自动钻广泛应用于:金属护栏、防撞设施、绿化工程、家具金属制品、户外帐篷、文具行业报刊展示架、工业铝合金型材、空调制冷、新能源汽车配件、航空制造、轮船平台玻璃钢行业、楼房建筑、铝门窗行业、模具行业、五金电器、农机配件、高铁行业、塑钢制品、建筑装饰、等各行各业的自动钻孔,是最常用的多孔钻床设备之一。
本机采用符合国际标准的技术,具有快速高效率、自动化程度高、孔壁光滑、定位准确、安全可靠、操作简单等优点。
二、主要用途
该机床专为长条型镀锌钢铁金属防护拦管材、角铁、槽钢、大角钢、工字钢钻孔设计制造,整机立式结构,配套6组钻孔动力头。6个孔眼可一次性同时钻出,可加工工件最长3000MM,可钻孔直径2-16MM,钻孔深度可调节,采用数控触摸屏控制钻孔动力头转动工作,可单独钻出1个或同时联动钻出6个钻眼,每个孔之间孔距离可按需左右移动每组钻孔动力头调节,最小间距170MM;配套定位靠山压料装置,保证规格50,76,102 mm管径快速装夹,接电通气即可使用,配套一键启停开关,一键式锁定松开快速气动锁紧夹料装置,圆形管材每次自动旋转180度,一次装夹,节省钻大口径进刀时间,实现快速将两面对穿孔眼自动钻出。傻瓜式全自动化,操作简单,节省人力成本,方便安全!
有效解决薄形金属管材冲孔变形、冲孔机每次只能冲出一个孔、简易钻孔机钻孔变椭圆、圆度不够、两面穿孔不能一次性钻出、背面有毛刺及采用CNC加工中心效率低、成本高的难题。



徒忽艺4904数控中心钻编程 -
诸齿英15370739236 ______ Z轴,以端面为原点,{如,G0 T0404 X0 M3 S1258; Z2;G1 Z-6 F60;W0.5;G0 Z50 M5;X80 T0101;Z20;M30;}X轴嘛,如果没什么经验呢?先用端面刀车一尖,中心钻的中心高与主轴同轴±0.05mm左右,用眼瞄准,用手轮方式打进去一点点,然后将中心钻退出,看一下中间是不是有一个点,有点就说明中心钻偏了(包括与主轴的⊥度,),没有点就可以了.
徒忽艺4904请帮我看一下以下宏程序里,是在哪一步执行钻孔操作的,谢谢!数控编程 加工中心 FANUC -
诸齿英15370739236 ______ 同学:你好! 钻孔是在打双引号程序段开始的 O0002; G90 G92 X0 Y0 Z100; G65 P9100 X100.0 Y50.0 R30.0 Z-50.0 F500 I100.0 A0 B45.0 H5; M30; O9100; #3=#4003; “G81 Z#26 R#18 F#9 K0;” IF [#3 EQ 90]GOTO 1; #24=#5001+#24; #25=...
徒忽艺4904数控车床编程,轴类钻孔,孔大10,深10,转速多少?走刀速度多少?怎么编程? -
诸齿英15370739236 ______ 转速与工件材料、刀具材料以及孔径有关. 如果工件材料是中碳钢,刀具材料是高速钢,转速用(800~1000)转/分钟. 进给量(走刀速度)用0.1mm/r左右. 如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
徒忽艺4904数控车床钻小孔
诸齿英15370739236 ______ 看工件的大小,工件小可以开速度快点,2-3千没有问题.进给量最好是分段进给前30 个快点 ,后面慢点 比如:0-20 300 20-30 240 30-40 240 40-45 180
徒忽艺4904平板数控钻床斜孔怎样编程? -
诸齿英15370739236 ______ 数控钻床只有3根轴,加工斜孔只能把工件装斜,让孔的轴线竖直,这样就能加工斜孔了. 如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
徒忽艺4904数控板式下料打孔编程 -
诸齿英15370739236 ______ 数控切割目前只要有CAD下料图就可以了 钣金展开方面的软件 钢构CAD 自动化展开放样出下料图 同步整体出图还出下料面积 太简单太轻松了
徒忽艺4904数控车床的镗孔加工编程举例说明 -
诸齿英15370739236 ______ G74 R20,G74 X0 Z—50 P0 Q25000 F0.05,每次进刀25mm,退刀20,孔为50,
徒忽艺4904数控车床 打孔 -
诸齿英15370739236 ______ 那就要看你床子的精度了.我曾经在CJK300B上钻0.7MM的孔,勉强能钻,但是一天钻不了几个,非常不划算. 如果批量不大,用电火花打(主轴头上插钼丝). 模具上的和喷丝板上的小孔,我们都这么干. 如果黄铜件,也可以钻.先在车床上打一个中心坑,然后用ZG404台钻钻孔.
徒忽艺4904立式数控钻床的编程 -
诸齿英15370739236 ______ 在主程序编好后可以在下一段程序中输入M98(调用子程序 华中数控系统)但是子程序要建在其他的地方 如上问题子程序名就应该叫%1000 F值的设定 与很多因素有关 如时什么材料 道具 还有与所用的指令有关 有公式的 你可以找一找 对不起啊 我想不起来了
徒忽艺4904法兰克数控车床怎样打孔 -
诸齿英15370739236 ______ 1.在尾座上装一个稍套(有床子带的有),装上钻头,慢慢的往前摇尾座套筒; 2,带锥度的工装(方便装钻头,可以调中心)直接夹在刀架上,把钻头后面的孔对准 后顶尖;在要钻孔的端面对上零点,然后以转进给0.18mm|s即可;编程,只管走Z就行了; 3.要是你用的车铣复合中心,那就是用 端面钻,外圆钻,想咋钻都行;