激光打同轴示意图
可调环模激光作为动力电池领域高速低飞溅激光焊接加工利器,已成为学术界与工业界的研究焦点。然而,可调环模激光在高速焊接下的飞溅抑制机理尚不清楚,难以为其工业化应用提供理论指导与工艺优化支持。因此,本文选用铝合金顶盖满焊为研究对象,定量分析了芯环功率比对熔深熔宽的影响规律;其次,结合熔池匙孔动态行为,阐述了可调环模激光有效抑制金属飞溅的机理;同时采用光学相干断层扫描测量技术实时测量匙孔深度波动,定量评价焊接稳定性,并获得最佳工艺窗口。结果表明,在150 mm/s的焊接速度下,当芯环功率比在1:2~1:3时,匙孔深度最为稳定,同时飞溅率最低(确保熔深满足工艺要求的情况下,外环越大越好)。本文研究为进一步优化铝合金可调环模激光焊接质量提供了理论指导和实验依据。
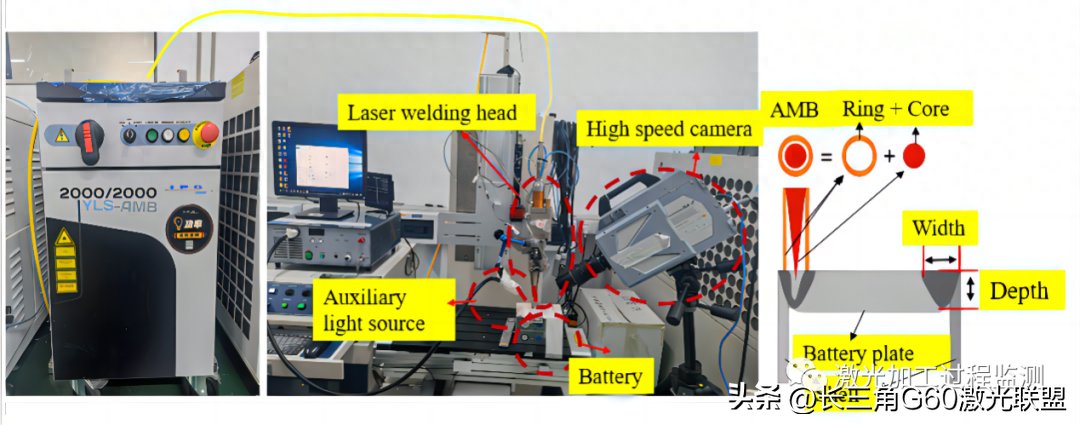
图1 可调环模激光焊接系统及高速摄影平台
本文以1060和3003铝合金为研究对象,搭建基于高速视觉传感和光学相干断层扫描技术(Optical Coherence Tomography,简称OCT)的同步监测平台,图1为铝合金可调环模激光焊接系统示意图,激光器选用YLR-AMB-2000-2000环形光斑激光器,内外环芯径分别为100 um和300 um,搭配IPG FLW-D50-HP高功率准直聚焦焊接头,准直焦距150 mm,聚焦焦距250 mm。在工艺平台上,搭建了基于高速视觉拍摄和熔深检测的同步传感监测平台,其中视觉传感采用Photron FASTCAMSA-Z高速相机,采样频率为8000帧/秒,加上808 nm的激光辅助光源,以获得清晰的熔池匙孔图像。熔深检测搭配了基于OCT传感的IPG-LDD-700监测模块(最高采集频率250 kHz)和OmniWELD在线监测软件,从而实时获得焊接过程的匙孔深度信息。
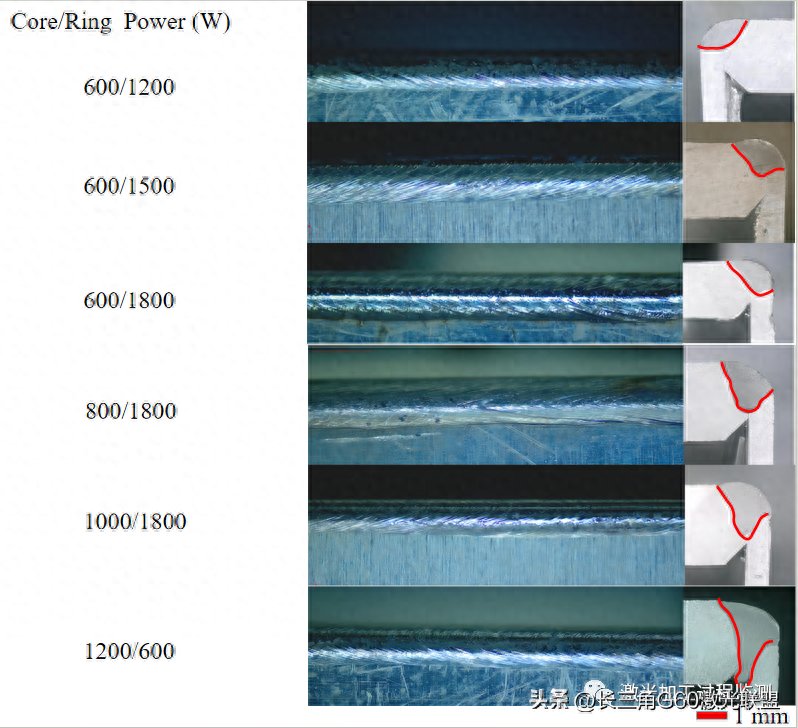
图2 实验参数设计及焊缝外观金相图
从图2可以观测到随着外环功率的增加焊缝外观粗糙度变低,外观越光滑;随着内环功率的增加,焊缝外观粗糙度增加。同时外环增加,熔宽增大;内环增加,熔深增加。
金相再经由光学显微镜测量得到各个参数下的熔深熔宽数据,通过数值计算进行响应曲面回归得到对应的熔深熔宽与内外环功率的等值线工艺窗口图。
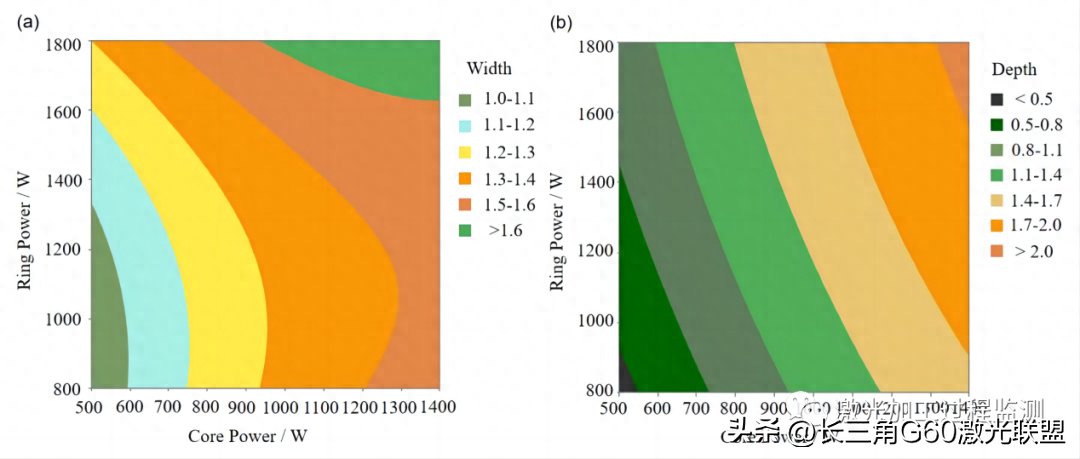
图3 工艺窗口等值线图。(a)熔宽工艺窗口等值线图;(b)熔深工艺窗口等值线图
如图3所示:动力电池工艺要求为熔深在1.1±0.3 mm,熔宽在1.4±0.3 mm,此时熔宽的工艺窗口为内环功率600~1300 W,外环功率800~1800 W。熔深的工艺窗口为内环功率500~1150 W,外环800~1800 W。从熔深熔宽工艺窗口可以看出,AMB激光器在焊接过程中,熔深受内环功率影响较大,随内环功率增加而增加。熔宽主要受外环激光功率影响,随着外环激光功率的增加而增加。通过工艺窗口可以看到,AMB激光器因为内外环功率可独立调节,相比传统的高斯激光线性工艺窗口有更灵活的参数调试窗口,能最大程度兼容各种异常工况,满足各种焊接工艺要求。
飞溅产生机理分析
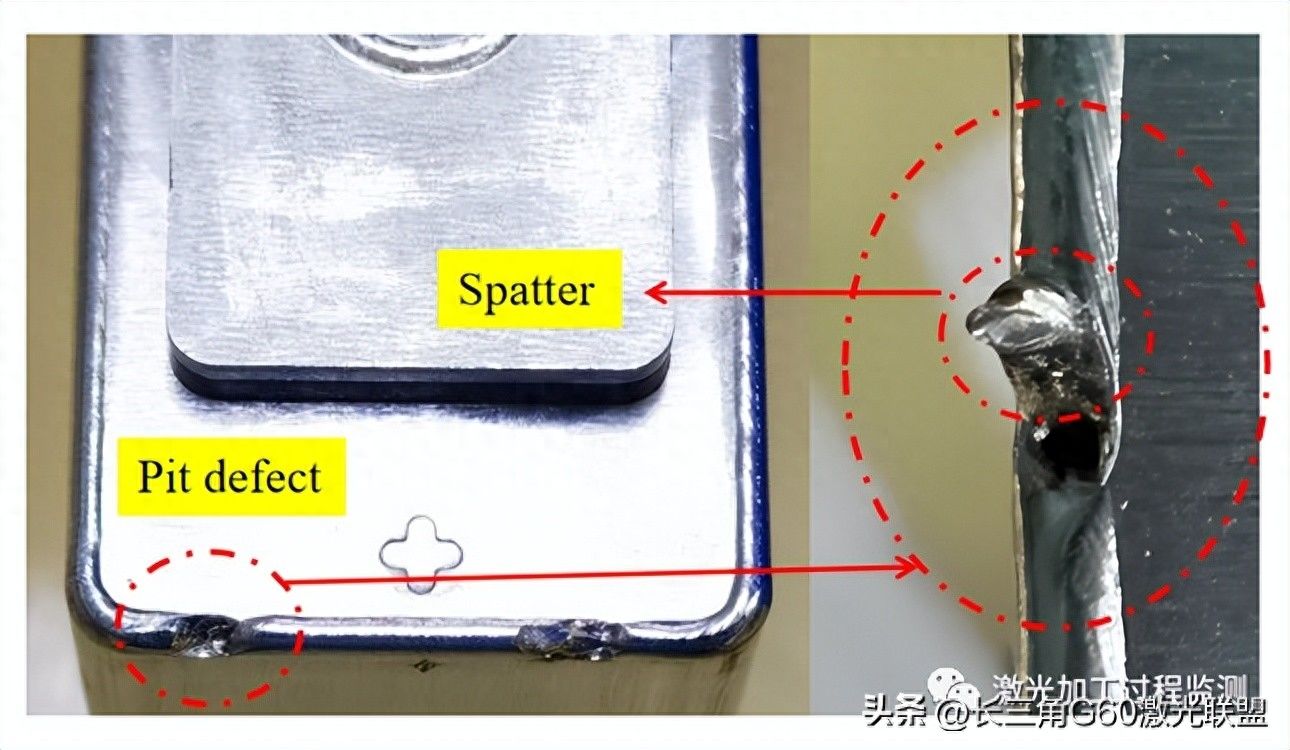
图4激光焊接飞溅引起的凹坑缺陷
如图4所示:左图为飞溅所致凹坑、炸点缺陷外观,放大之后可以清洗看到尚未脱离凹坑的飞溅液滴凝固在凹坑周围。飞溅导致的凹坑缺陷往往会使得焊缝表面质量丢失,填不满熔池,出现熔深骤减,甚至出现贯穿工件表面的穿孔缺陷,导致产品报废,所以研究飞溅的发生机理至关重要,以机理指导工艺优化,抑制飞溅是解决此类问题的关键。
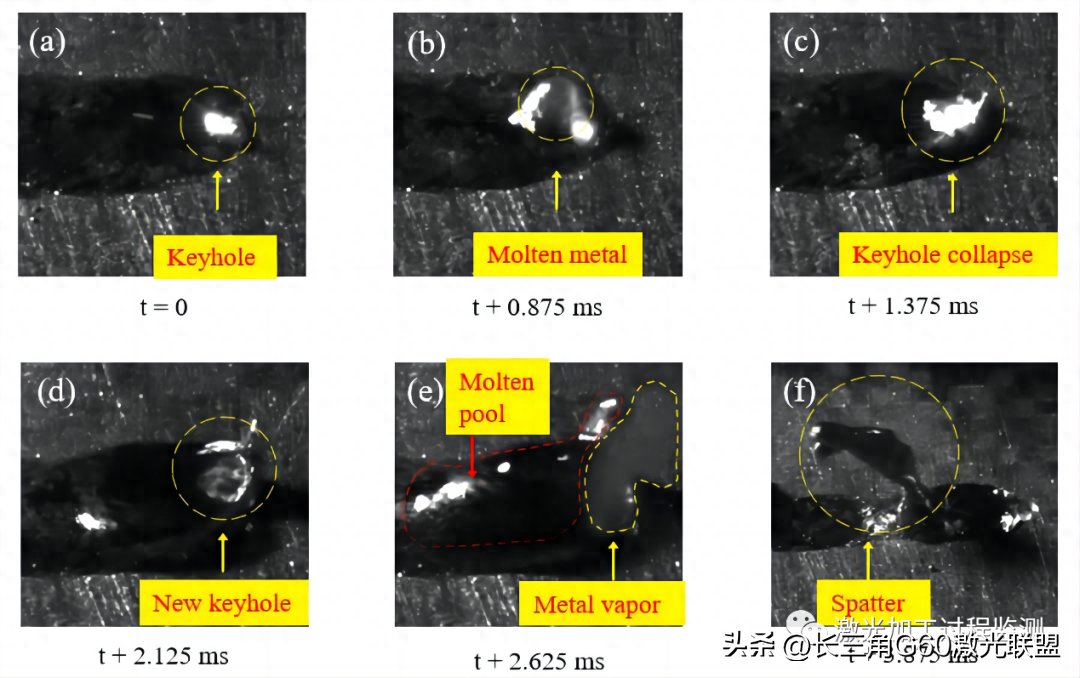
图5 高速摄影下飞溅缺陷形成流程图
,时长00:16
根据高速摄影下的实验数据观察可知,激光焊接过程飞溅的形成过程如图5所示:首先激光作用在材料表面,引发金属熔化、蒸发,金属蒸汽在向上挥发的过程中,向下给到熔池一个反冲压力,形成匙孔,如图a所示;同时在焊接方向上,反冲压力主要作用于前壁,使得前壁的液态金属高速运动绕过匙孔不停的冲击后壁,引起后部熔池晃荡,导致匙孔后壁熔池出现褶皱、凸起如图b所示;当液态金属凸起盖住匙孔,此时激光将会直接作用于坍塌的液态金属之上,由于此时坍塌熔池距离焦点位更近,光斑更小,激光能量密度更高,激光受热汽化更为强烈,激光会很快击穿上层液态金属形成新的匙孔,如图c、d所示;此时内部的高压金属蒸汽会直接作用于坍塌表面的液态金属,匙孔下方的高压金属蒸汽得以从新形成的更小的匙孔开口中高速喷涌而出,给到坍塌的液态金属更大的向上的垂直剪切力,如图e所示;匙孔中的高压混合气体使得金属液滴克服熔池表面张力和重力,飞出熔池,形成飞溅,同时在焊缝表面形成凹坑,如图f所示,整个过程即为飞溅的形成过程。
通过高速摄影观察飞溅形成过程,可以发现匙孔坍塌是导致飞溅发生的关键因素,由于匙孔坍塌的频率和匙孔深度的波动相关,且发生匙孔坍塌时匙孔的深度会急剧减小,由此可以通过IPG-LDD实时测量匙孔深度的波动变化来判断匙孔稳定性,进而优化AMB激光焊接工艺参数。
本实验结合IPG-LDD-700熔深实时检测设备对匙孔深度进行监测。其中LDD检测模块包括超辐射发光二极管(superluminescent light-emitting diode,简称SLD),光纤耦合器,参考臂,样品臂和光谱仪等部分,其中参考臂主要由偏振控制器,光纤准直器,色散补偿片,反射镜等构成,而样品臂通过光纤准直器与激光焊接光路进行同轴耦合,使得样品检测光与加工激光中心同轴对准,以便在焊接过程中进入小孔底部对匙孔深度进行测量。
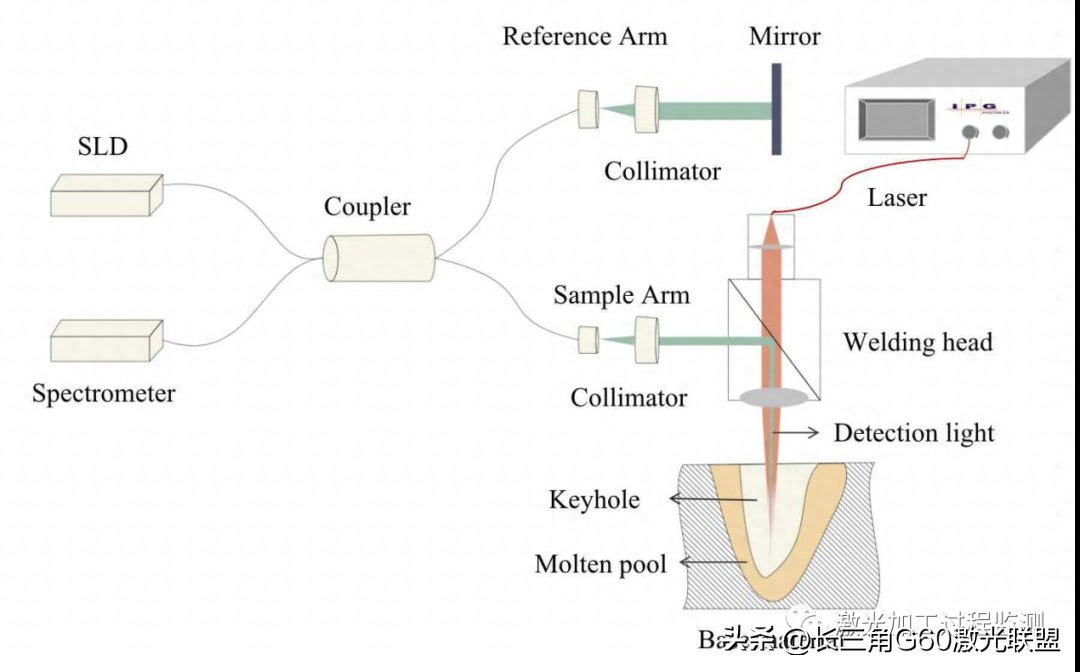
图6 LDD熔深检测原理图
图6显示了LDD内部结构和测量原理。LDD系统测量熔深的具体原理如下:SLD发出的宽谱光源经过光纤耦合器分束,一束进入参考臂,经反射镜反射后原路返回;另一束进入样品臂,经光纤准直器形成准直光束后进入焊接头,经焊接头合束镜与加工激光合束,两束光经过焊接头聚焦镜同时聚焦于工件表面,加工激光在工件上打出匙孔,而样品光进入匙孔底部发生散射然后原路返回。从样品臂和参考臂返回来的光经过光纤耦合器发生干涉,由光谱仪线阵相机拍摄得到原始光谱干涉条纹图像,通过对该图像进行傅里叶变换,即可得到样品臂相对参考臂的深度信息,即为匙孔的深度信息。
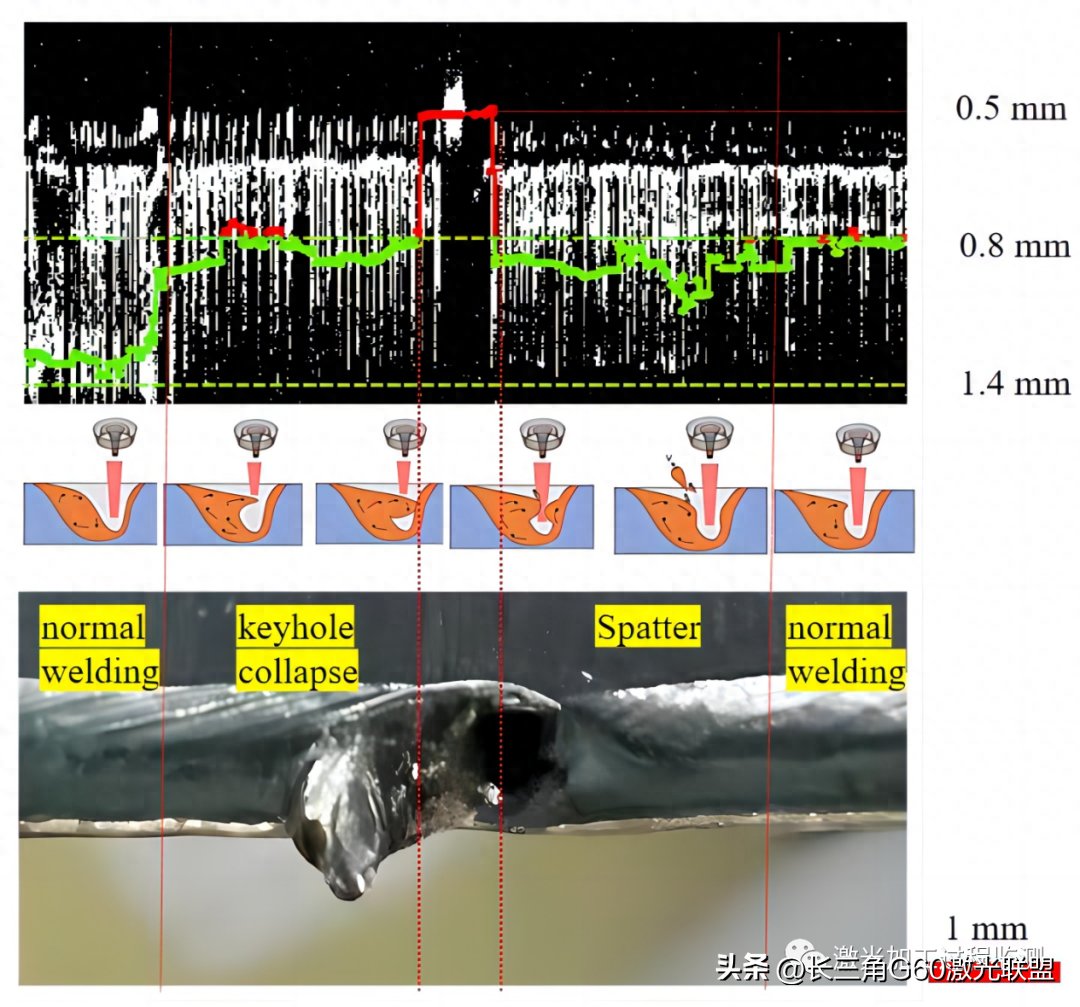
图7 OCT观测下飞溅形成过程示意图
如图7中LDD实时检测熔深曲线所示,通过实验过程中飞溅发生位置与LDD采集的匙孔深度信号对比,可以发现,当出现匙孔坍塌导致的飞溅缺陷时,匙孔深度变化的过程如下:首先是正常的匙孔熔深,此时检测光打在匙孔底部,测量出来是正常的熔深在1.4 mm附近;然后匙孔深度开始不稳定的波动,熔深降到0.8 mm左右,之后发生匙孔坍塌,液态金属覆盖匙孔上方开口,挡住入射光路,此时检测光由于无法穿透液态金属,直接作用于坍塌的液态金属上,实时检测显示熔深骤降到0.5 mm左右;紧接着激光作用在坍塌的匙孔上方的液态金属上,液态金属吸收激光能量剧烈蒸发,激光穿透坍塌的液态金属再次出现正常状态的匙孔,LDD的检测深度恢复为正常熔深(0.8~1.4 mm),由此一个匙孔坍塌导致飞溅形成的周期结束,在匙孔坍塌过程通常伴随飞溅的发生。这个过程与图5通过高速摄影观察到的飞溅现象形成相符,验证了匙孔坍塌导致飞溅产生的过程机理。
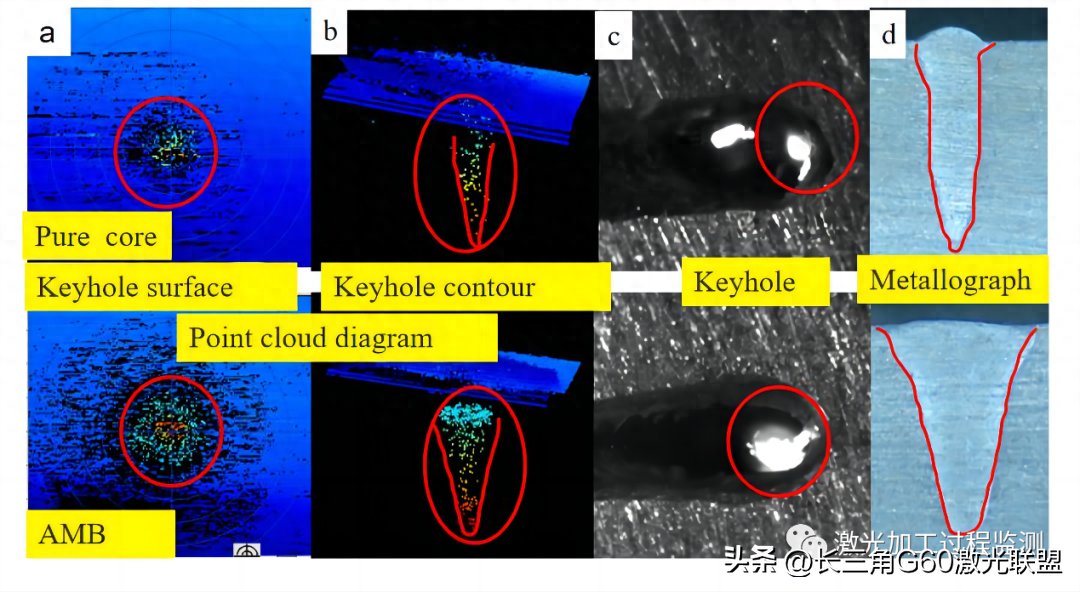
图8 纯中心功率与环形光斑对比图(a)匙孔开口形状点云图;(b)匙孔内部点云图;(c)匙孔;(d)金相图
在通过高速摄影和实时熔深监测验证飞溅主要由于匙孔坍塌导致形成之后,通过对比纯中心光束(1200W)和内外环复合激光(800/1800W)焊接过程中LDD采集的匙孔点云图,可知AMB环形激光能够一定程度上抑制飞溅的发生,如图8所示:图a所示分别为纯中心光束和内外环复合的AMB激光作用下的匙孔开口点云图,可以明显看到环形中心复合的AMB激光匙孔开口面积是纯中心高斯激光的匙孔开口面积的4倍,如图c高速摄影直接观察下所示;图b为两种激光作用下的匙孔内部3D点云图,可以看出高斯激光作用下的匙孔呈细长型,AMB复合激光匙孔呈上宽下窄的“Y”型,图d金相也证实了二者匙孔内部大小的区别,匙孔内部越大,匙孔开口越大,匙孔坍塌几率越低,焊接过程也越稳定。
由于外环激光作用于匙孔周围的熔池,激光能量密度同样超过金属蒸发的能量阈值,也会导致液态金属剧烈蒸发,金属蒸汽会在匙孔周围给到熔池一个向下的反冲压力,使得匙孔开口扩大的同时,也抑制了熔池在匙孔周围波动,降低了匙孔坍塌的概率。进而避免了匙孔内部高压金属蒸汽向匙孔上方喷射形成的剪切力与坍塌熔池直接接触,抑制了飞溅的产生。
基于LDD的工艺优化
环形光斑虽然能一定程度上抑制飞溅,但基于传统的正交实验通过金相数据来确定工艺窗口的方法缺乏针对匙孔稳定性的考量,考虑到匙孔坍塌主要是由于匙孔的剧烈波动导致,而匙孔的波动必然导致匙孔内部深度的变化,因此采用IPG-LDD,基于OCT检测手段对匙孔内部深度进行实时检测,并对匙孔的波动进行量化,以此来评价匙孔的稳定性,进一步优化环形光斑工艺窗口。
满足同样的工艺要求下,不同的内外环参数搭配,匙孔内部的深度波动差异明显。匙孔深度波动振幅和频率越大则越不稳定,越稳定的参数搭配,匙孔波动曲线越平滑。如图9所示:即为两种同样在传统工艺窗口内的内外环工艺参数,通过观察熔深的波动程度可以判断出在内环外环参数为650/1950 W时,焊接过程的稳定性明显高于内外环参数为1000/1000 W的工艺参数,同时芯环功率比小于1比芯环功率比大于1明显更稳定。匙孔深度波动越剧烈,匙孔内部越不稳定,越容易发生匙孔坍塌,导致缺陷、外观不良等缺陷。由此可见基于LDD的熔深监测在激光过程稳定性评估、监测、工艺优化上有很大潜力。
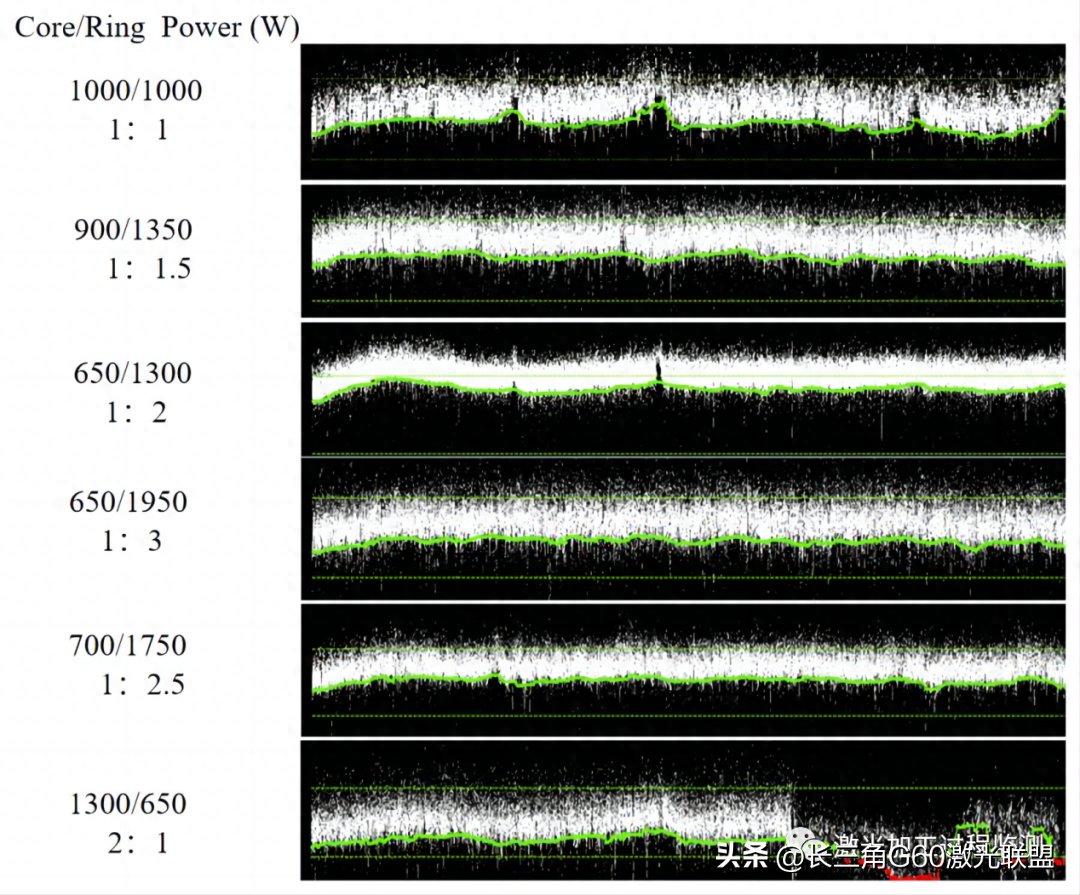
图9 不同芯环功率比匙孔深度曲线图
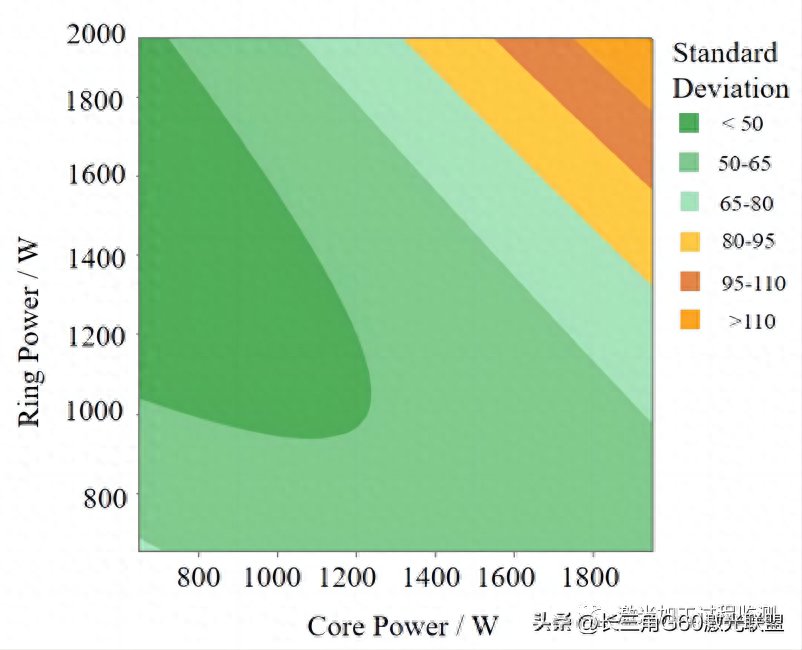
图10 基于匙孔深度波动标准差的工艺窗口图
针对不同的参数进行熔深监测,并计算各个参数下熔深的波动性,通过标准差来评估。进一步对不同内外环功率搭配参数下的匙孔深度标准差进行响应曲面分析,得到最佳的稳定性工艺窗口。
由图10所示,最佳工艺窗口为内环功率上下限为600~1200 W,外环激光上下限为1000~2000 W时,考虑到工业应用窗口应留有一定余量,内外环功率窗口分别为600~1000 W、1000~1600 W(传统工艺窗口为芯600~1300W、环800-1800W,工艺窗口更精确,当然还可以用更多的数学方法进一步优化,得到最佳的参数范围),在此上下限内,焊接过程匙孔波动最为平缓,飞溅缺陷发生概率最低。
同时,也可看出在能够保证最佳熔深工艺要求的情况下,尽量选择最小的内环和最大的外环搭配更有利于匙孔稳定。AMB激光焊接过程中总功率也有上限,总功率超过2800 W,匙孔的稳定性就开始降低,匙孔深度波动加剧,焊接过程缺陷发生率增加。同时芯环功率比大于1同样会导致匙孔不稳定波动,所以在使用AMB激光器的焊接铝合金过程中需要确保外环功率大于内环功率(以具体工况为主,满足熔深的情况下,外环越大越好),方可实现外环扩大匙孔开口的目的,起到抑制飞溅的效果。结合匙孔波动标准差可知,内环处于低功率时,匙孔的稳定主要受到外环功率的影响,外环越大,匙孔越稳定。同时芯环功率比在1:2~1:3时,在熔深熔宽工艺窗口范围内,匙孔最为稳定。
来自: 激光加工过程监测 长三角G60激光联盟陈长军转载
","gnid":"9e66597074fe23b66","img_data":[{"flag":2,"img":[{"desc":"","height":"425","title":"","url":"https://p0.ssl.img.360kuai.com/t018d977cf702690440.jpg","width":"1080"},{"desc":"","height":"728","title":"","url":"https://p0.ssl.img.360kuai.com/t01b00fc2fd21e8fc01.jpg","width":"798"},{"desc":"","height":"459","title":"","url":"https://p0.ssl.img.360kuai.com/t01ef2e55c0c3dfdbb6.jpg","width":"1080"},{"desc":"","height":"750","title":"","url":"https://p0.ssl.img.360kuai.com/t01f70e34f1ac719ccc.jpg","width":"1290"},{"desc":"","height":"678","title":"","url":"https://p0.ssl.img.360kuai.com/t019815f6b8113947f6.jpg","width":"1080"},{"desc":"","height":"672","title":"","url":"https://p0.ssl.img.360kuai.com/t019c62901bb5869949.jpg","width":"1080"},{"desc":"","height":"1007","title":"","url":"https://p0.ssl.img.360kuai.com/t01015bb0bf2eb9b5cd.jpg","width":"1080"},{"desc":"","height":"592","title":"","url":"https://p0.ssl.img.360kuai.com/t018922648b3f8ad01e.jpg","width":"1080"},{"desc":"","height":"895","title":"","url":"https://p0.ssl.img.360kuai.com/t0180638c95b9c12827.jpg","width":"1080"},{"desc":"","height":"650","title":"","url":"https://p0.ssl.img.360kuai.com/t0134a409d5c0a91cfd.jpg","width":"802"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1693100580000,"pure":"","rawurl":"http://zm.news.so.com/a06154cce16378b53079e14ddecd93e4","redirect":0,"rptid":"863bf0e670e7a053","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[],"title":"可调环模激光焊接飞溅抑制机理及工艺优化研究
狐享裕1087激光打孔主要针对哪些材质 -
华店山17750337281 ______ 激光打孔突出优点: (1)打孔效率高,经济效益好. (2)可获得大的深径比. (3)可在硬、脆、软等各种材料上进行. (4)无工具损耗. (5)适合于数量多、高密度的群孔加工. (6)可在难以加工的材料倾斜面上加工小孔.
狐享裕1087激光打标机的工作原理是怎样的?是不是所有激光机的都是一样的? -
华店山17750337281 ______ 1. 大多数激光打标机的工作原理都是差不多的,主要是是利用高能量密度的激光对工件进行某一个部分进行照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法. 2. 聚焦后的极细的激光光束如同刀具,可将...
狐享裕1087金属材料激光打标怎样操作 -
华店山17750337281 ______ 很简单,将金属材料放置于激光头(振镜)的下面,在电脑里设置好打标的内容、点击确定,然后点击“红光”或“F1”来确定打标的位置是否在金属材料需要加工的部位,不对就调整位置,位置OK后,点击“标刻”或“F2”或者踏脚踏开关,即开始出激光加工了. 金属材料要用固体激光机加工,如光纤激光机或半导体激光机或灯泵浦激光机,用气体的CO2激光机加工不了金属材料.
狐享裕1087在激光打标机上怎样打位图文件后没有底色 -
华店山17750337281 ______ 打位图 添加 DPI ,选择 反转、网点,选择双向扫描、打点模式,在打标模式后设置时间
狐享裕1087激光打标机怎样在曲面上打标 -
华店山17750337281 ______ 亲,曲面是圆弧面还是波浪面?圆弧面的话可以加个旋转夹具,波浪面得看高低差距有多大,差距太 就不好实现了,因为打标的时候焦距对效果的影响大,如果高低差距过大,那焦距不稳定,打标出来的效果可能不太好.图中是万霆激光圆弧面的,
狐享裕1087什么是“视觉追踪”激光打标机 -
华店山17750337281 ______ 一般的激光打标机,在打标加工的时候,所加工零件必须处于一个固定的位置,并且加工过程中不能晃动,加工的图案才能加工到产品指定位置上,这些都是我们对普通激光打标机加工工艺的常识. 现在新技术不断涌现,通发激光最新研制的视觉定位激光打标机,可实现产品只要在激光打标扫描振镜的加工范围内,即可实现精确打标;即每次的位置即使不一样,加工位置也OK. 本技术运用了视觉定位原理,先对产品进行模板制定,保存为标准模板,在加工时对产品进行拍照,由计算机对比及位置定位,调整后即可对产品进行精确加工.所加工的产品外形可以是圆形、方形、非规则形状都可以识别;这种工艺特别适合小产品,可免除定位料盘、固定夹具的加工,大大节省了激光打标加工周期.
狐享裕1087激光打标机怎么打印图片 -
华店山17750337281 ______ 激光打印机打印图片跟喷墨打印你一样的,只是打印出来的效果不一样而已,激光打印机打印出来的是点阵,就是点组成的图片,清晰度不是很高
狐享裕1087激光打孔机能打多大的孔 -
华店山17750337281 ______ 激光打孔机能打多大的孔要看对孔圆度、内壁之类,公差等等要求,1mm如果对这些要求很高的话最小可以做50微米锥度可调,但是做一个成本很大.如果选用高功率的话对孔质量要求不高(比如穿透就行)成本就很低.如果对锥度没要求,最小可以做到30微米以内.如果材料薄一些,理论上孔径可以做到几个微米,但是一般意义不大. (1)打孔效率高,经济效益好. (2)可获得大的深径比. (3)可在硬、脆、软等各种材料上进行. (4)无工具损耗. (5)适合于数量多、高密度的群孔加工. (6)可在难以加工的材料倾斜面上加工小孔.