焊接残余应力的分类
焊接是金属连接的常见方法之一,但焊接过程中常伴随着不可避免的变形。本文系统地探讨了焊接变形的不同种类,包括线性变形、角度变形和形状变形,并分析了导致这些变形的主要影响因素,如焊接温度、残余应力、焊接方法等。深入了解焊接变形及其影响因素,有助于优化焊接工艺,提高焊接接头的质量和可靠性。
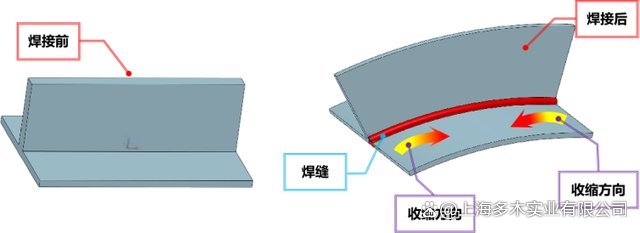
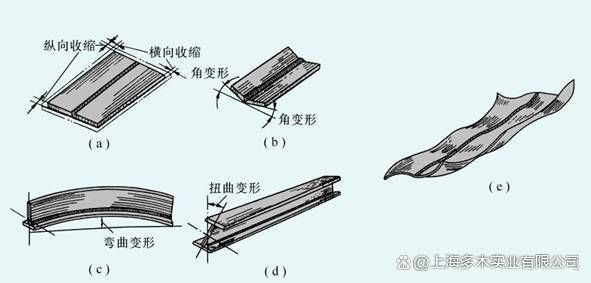

线性变形是焊接过程中最常见的变形之一,包括伸长和收缩。焊接时,焊缝区域被加热并膨胀,然后在冷却过程中收缩。这种变形通常表现为焊接接头的拉伸或缩短。
角度变形是指焊接过程中引起焊接接头的旋转或弯曲。这种变形通常是由于不均匀的加热或残余应力引起的,对于需要精确配合的零件尤其重要。
形状变形是焊接过程中零件整体形状的变化。它可能包括扭曲、翘曲或弯曲。这种变形通常与不均匀的加热或残余应力分布有关。
影响焊接变形的因素多种多样,包括焊接温度、冷却速度、材料性质、残余应力和焊接方法等。不同材料具有不同的热膨胀系数,这会导致不同的线性变形。残余应力是焊接过程中常见的问题,它可以通过合适的焊接序列和后热处理来减轻。选择合适的焊接方法,如TIG、MIG或电弧焊,也会影响变形的程度。
在焊接过程中,预防焊接裂纹的产生是至关重要的,这需要正确的材料选择、控制焊接参数、选择适当的焊接技术、质量控制和经验积累。通过采取这些措施,可以降低焊接裂纹的风险,提高焊接接头的质量和可靠性,从而确保焊接工程的成功。
卜显帜4375(你妹)失效分析? -
利钞研15215622511 ______ 一、名词解释:1、失效:零件在使用时失去规定的性能.2、失效分析:通常是指对失效产品为寻找失效原因和预防措施所进行的一切技术活动,也就是研究失效现象的特征的规律,从而找出失效的模式和原因.3、韧性:表示材料在塑性变形...
卜显帜4375焊接残余应力名词解释 -
利钞研15215622511 ______ 焊接残余应力:焊件焊后的热应力超过弹性极限,以致冷却后焊件中留有未能消除的应力. 焊接温度场消失后的应力称为残余焊接应力焊接过程的不均匀温度场以及由它引起的局部塑性变形和比容不同的组织是产生焊接应力和变形的根本原因.
卜显帜4375滑移线法不能求出塑变区内的应力状态和瞬时流动状态 - 上学吧普法考...
利钞研15215622511 ______ 焊接应力 :welding stress and distortion 焊接残余应力的主要研究内容包括应力的分布、影响以及消除和调整的方法. 焊接残余应力的分布 在厚度不大的焊件中,焊接残余应力基本上是平面应力,厚度方向的应力很小.在自由状态下焊接的平...
卜显帜4375请问什么叫作"内应力"?可以快点吗关于钢材方
利钞研15215622511 ______ 残余应力的概念 通常讲,一个物体,在没有外力和外力矩作用、温度达到平衡、相变已经终止的条件下,其内部仍然存在并自身保持平衡的应力叫做内应力. 按照德国学...
卜显帜4375消除焊接残余应力有那几种方法? -
利钞研15215622511 ______ 焊后消除应力处理:1、整体热处理:消除应力的程度主要决定于材质的成分、组织、加热温度和保温时间.低碳钢及部分低合金钢焊接构件在650度,保温20~40h,可基本消除全部残余应力.另外还有爆炸消除应力.2、局部热处理:大型焊接结构,受加热炉的限制或要求不高时采用这种方法.可采用火焰、红外、电阻、感应等加热方式,应保持均匀加热并具有一定的加热宽度.低合金高强钢,一般在焊缝两侧各100~200mm.3、机械拉伸、水压试验、温差拉伸、振动法等这几种方法只能消除20~50%的残余应力,前两种方法在生产上广泛应用.