粗糙度0.4效果图
长三角G60激光联盟导读
据悉,瑞士保罗谢勒研究所、苏黎世联邦理工学院等研究团队激光能量密度对表面粗糙度、粉末剥蚀区和孔隙形成机制的影响。相关研究以“Operando tomographic microscopy during laser-based powder bed fusion of alumina”为题发表在《Communications Materials》期刊上。
激光粉末床熔融(LPBF)是一种基于粉末床的增材制造工艺,采用高能激光束逐点扫描实现粉末冶金结合,从而打印高性能零件。然而,由于存在大量结构缺陷,LPBF 制造的致密陶瓷的机械性能较差。研究团队对磁铁矿改性氧化铝的 LPBF 过程进行了Operando层析显微镜观察,以深入了解其潜在机制。
研究了激光能量密度对表面粗糙度、粉末剥蚀区和孔隙形成机制的影响。增加激光功率会显著增加熔池宽度,但不会增加熔池深度,也不会出现熔池凹陷。反冲压力产生的力对熔池动态没有显著影响。增加功率可以避免熔融孔隙,但会增强球形孔隙的形成,球形孔隙是通过达到液态氧化铝的沸点或通过向液体中注入空心粉末颗粒而引入气泡形成的。
激光粉末床熔融过程中的Operando X射线断层扫描
为了可视化LPBF过程中的三维微观结构演变,在瑞士光源(SLS)的TOMCAT光束线上进行了operando X射线层析显微镜实验(图1)。
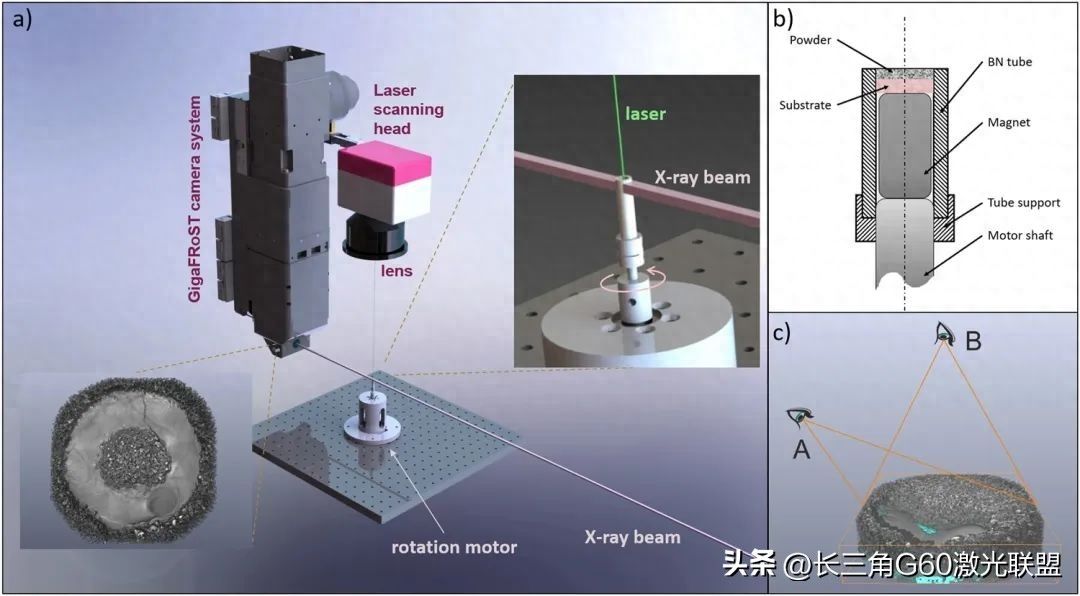
图1:陶瓷LPBF过程中Operando层析显微镜设置。
扫描模式由5个同心圆组成,孔径为200 μm,得到直径为2mm的圆柱形样品。粉末由微米级和亚微米级α-氧化铝颗粒与5.2%磁铁矿纳米颗粒组成的喷雾干燥颗粒组成,通过XRD分析证实了这一点。颗粒的规格总结在图2中。
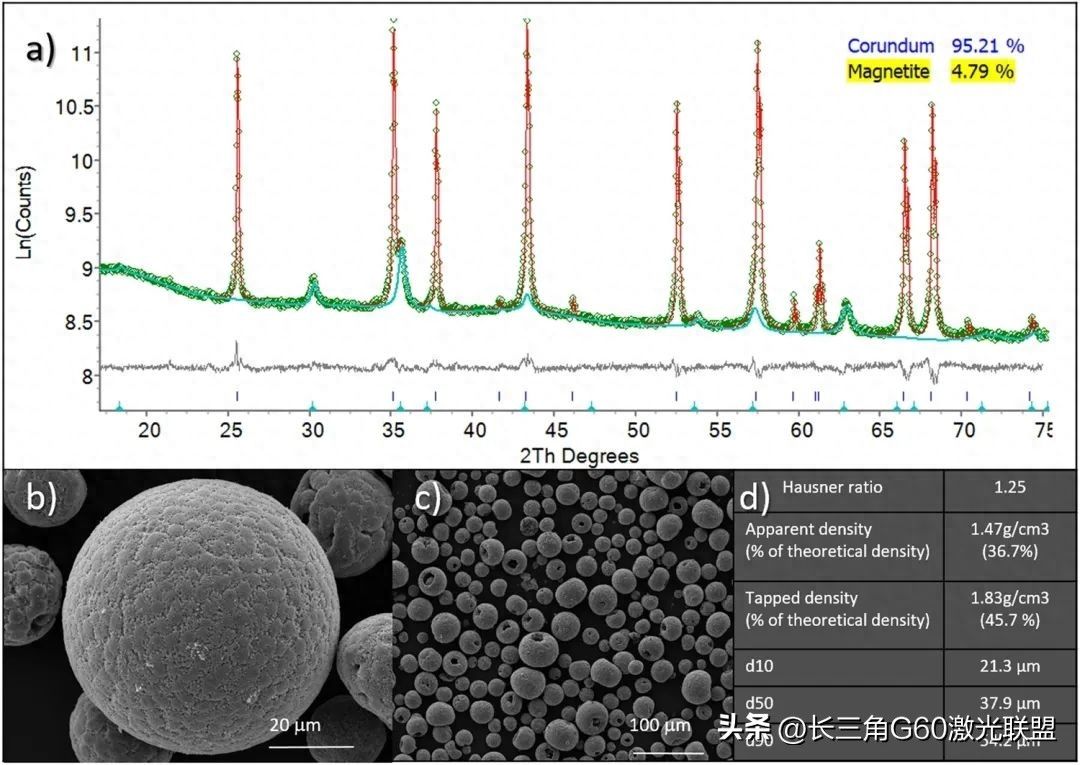
图2:粉末XRD和SEM表征。
激光功率对表面粗糙度和球化效应的影响
各种样品的功率范围为P = 3.35-15.5 W,对应的体积能量密度为310-1435 J/mm3。图3显示了所选功率(P = 3.35、7.4和14.5 W)的六个代表性快照。为这些图像选择的视角如图1c所示,作为位置“A”。可视化创建为体渲染,对比度对应于X射线束的衰减系数。调整颜色区,视角,以及用于渲染的光和阴影,以增强表面粗糙度的可见性。色阶与线性衰减系数相对应,线性衰减系数取决于所研究材料的密度。切片后的材料显示为红色,而由于表面部分体积效应,材料表面显示为绿色。对于3.35和7.4 W的样品,激光扫描图案从内环开始,对于14.5 W的样品,激光扫描图案从最外环开始。

图3:基于体渲染的粉末床激光加工三维可视化。
激光功率对粉末剥蚀的影响
图4是在图1c中位置“B”所示的透视图中,在激光功率为7.4 W和15.5 W的情况下,对单个环进行加工时选择的时间帧。图4中“激光扫描前”的图像显示了前一层凝固后粉末沉积前的表面(7.4 W为深绿色,15.5 W为青色)。
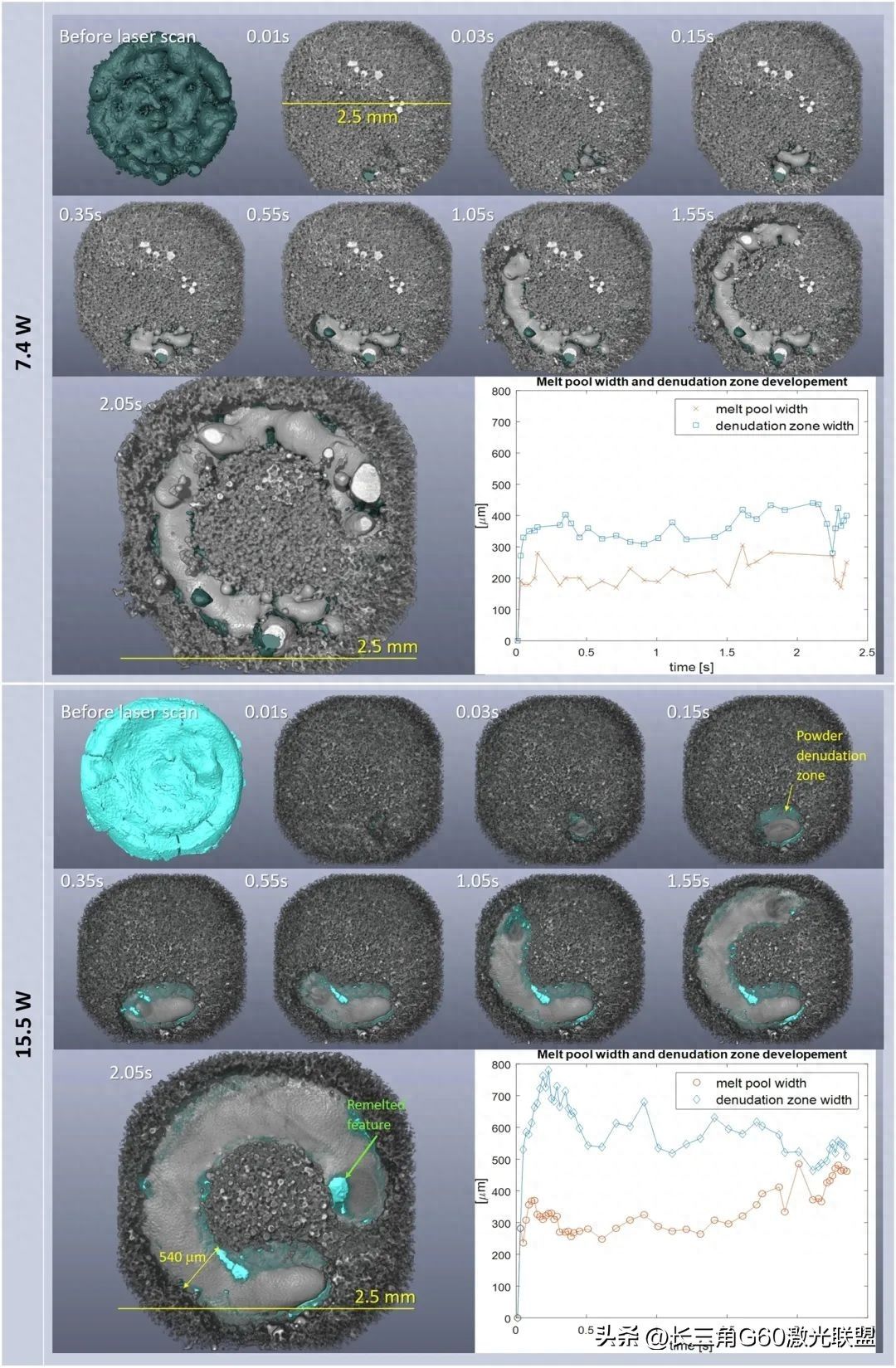
图4:激光功率对激光粉末剥蚀的影响。
熔池的三维可视化
图5比较了激光功率为7.4 W和15.5 W时熔池的代表性3D效果图。固体氧化铝熔点密度为3.73 g/cm3,液体氧化铝熔点密度为3.05 g/cm3。在15.5 W下处理的样品显示光滑平坦的层和稳定的熔池,这有利于材料分割过程。相比之下,在7.4 W下处理的样品表面粗糙度明显更高,导致熔池不稳定,这使得分割过程更具挑战性。
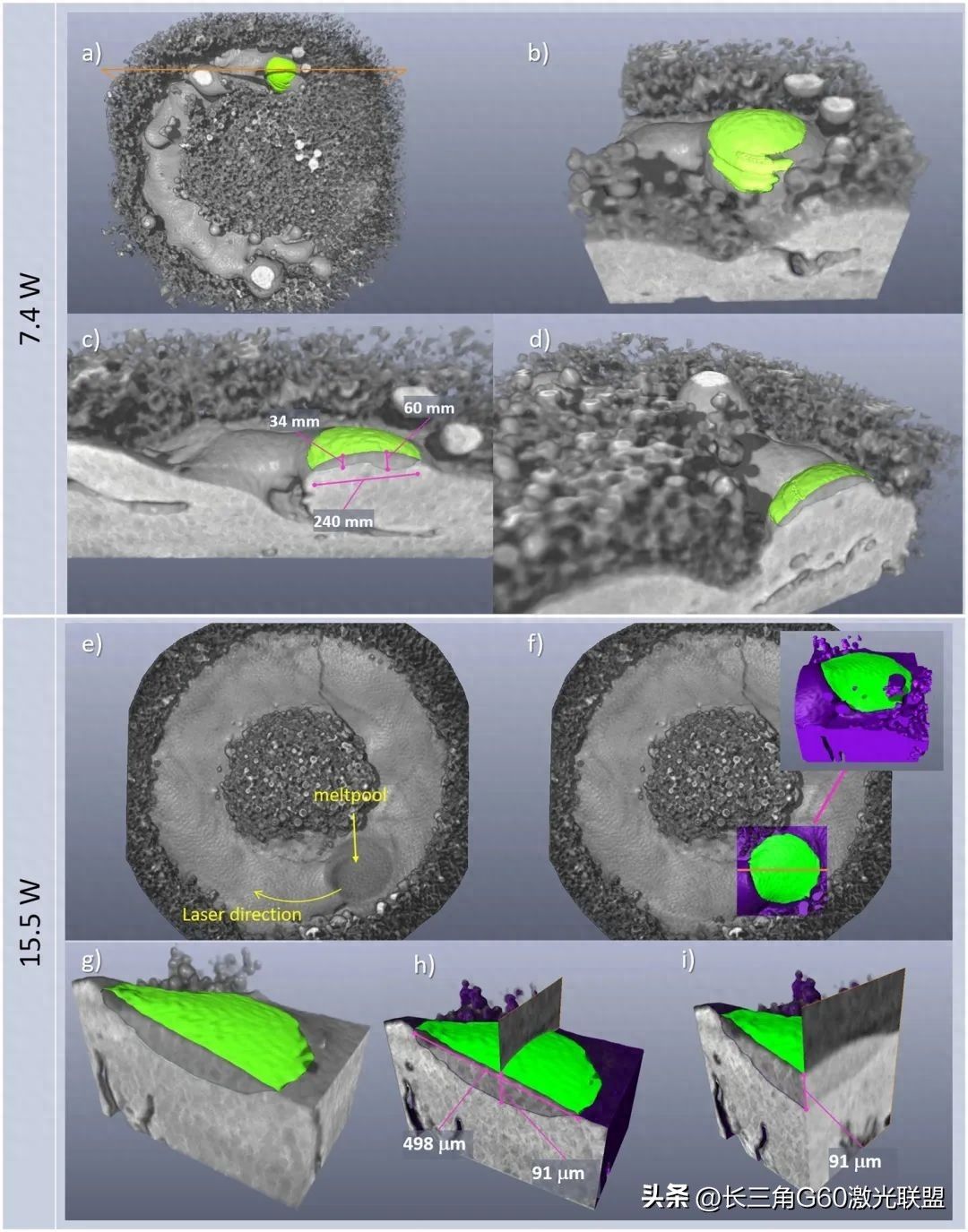
图5:激光功率为7.4 W和15.5 W时熔池的三维可视化。
图6显示了在100毫秒的激光扫描过程中熔池演变的可视化。在给定的时间内,液相显示的平均体积为8.7.106±0.4.106µm3,表明熔池尺寸在时间上具有高稳定性。在7.4 W时,熔池宽度为240µm,深度在30-60µm之间变化,总体积为1.7.106±0.2.106µm3,与15.5 W时的熔池相比明显减小。
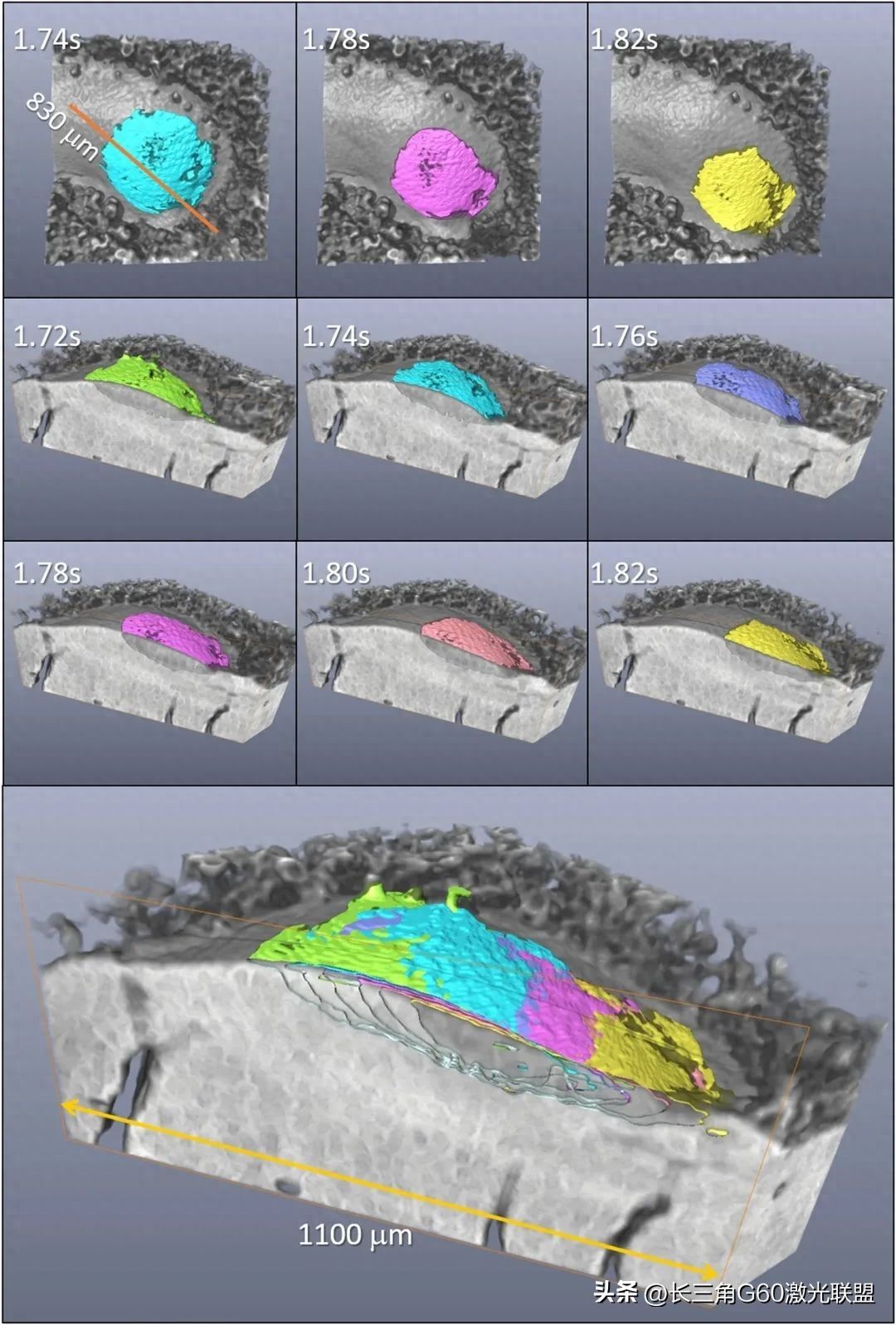
图6:15.5 W后续时间框架的熔池演变可视化。
与LPBF加工金属所观察到的情况相反,熔池水平(横向)截面的形状是圆形的,而不是拉长的(图5和6)。在矢状面(与激光扫描轨迹相切的垂直平面)的横截面上,熔池显得很浅很宽。
孔隙形成机制
可以检测到两种类型的孔隙:不规则形状的不易融合孔隙和球形孔隙。图7和图8分别为激光功率为7.4 W和15.5 W时样品的体效果图和截面图。当能量密度较低,功率为7.4 W时,固体材料(前一层)与液体之间的润湿性较差。如图7d, e中粉色箭头所示,液体无法穿透粗糙表面的沟槽,留下孔隙。黄色箭头表示熔融不足孔隙,此时过程已经开始,显然由于前一层温度较低,润湿效果较差。图9和图10显示了在不同时间框架下,有两种可能的机制产生这样的孔隙:孔隙的形成和粉末内部预先有的孔隙的存在。氧化铝的沸点(2980°C)和熔点(2072°C)之间的差异相对较低。因此,在激光加工过程中达到沸点,导致孔隙产生是不可能的。另一方面,粉末的SEM图像(图2)显示,一些喷雾干燥颗粒,特别是较大的颗粒,是空心的。因此,将这种颗粒注入熔池会在液相中产生孔隙。
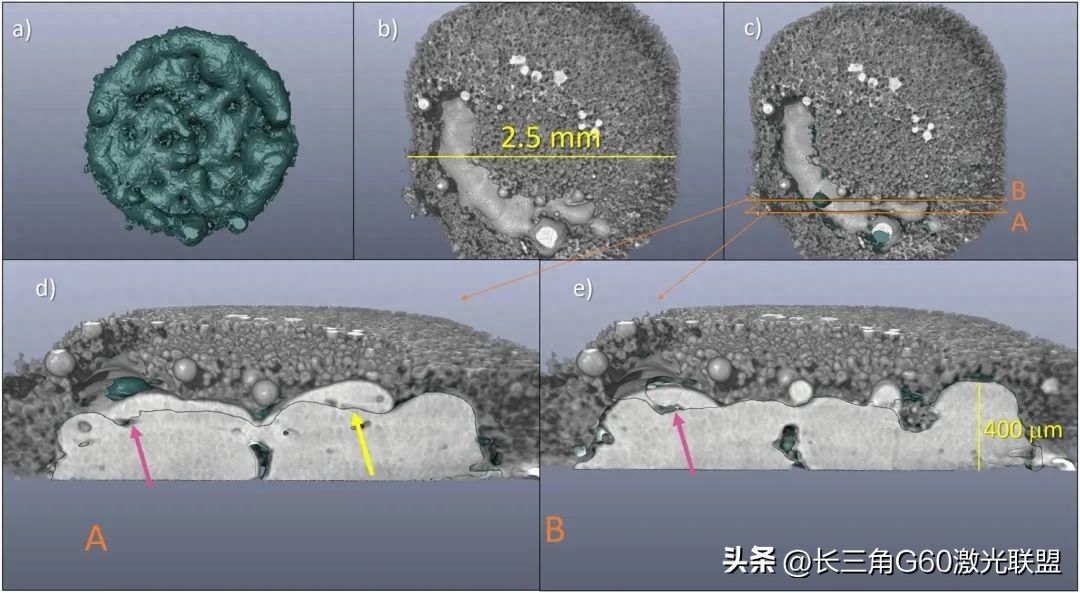
图7:功率为7.4 W的样品,由于润湿性差导致连续层之间熔融不足而导致的孔隙度。
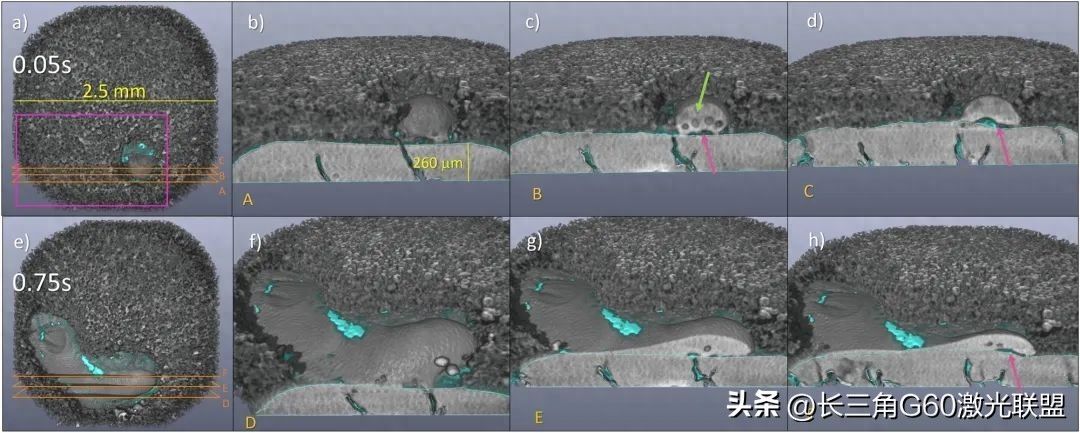
图8:功率为15.5 W的样品产生的孔隙度。
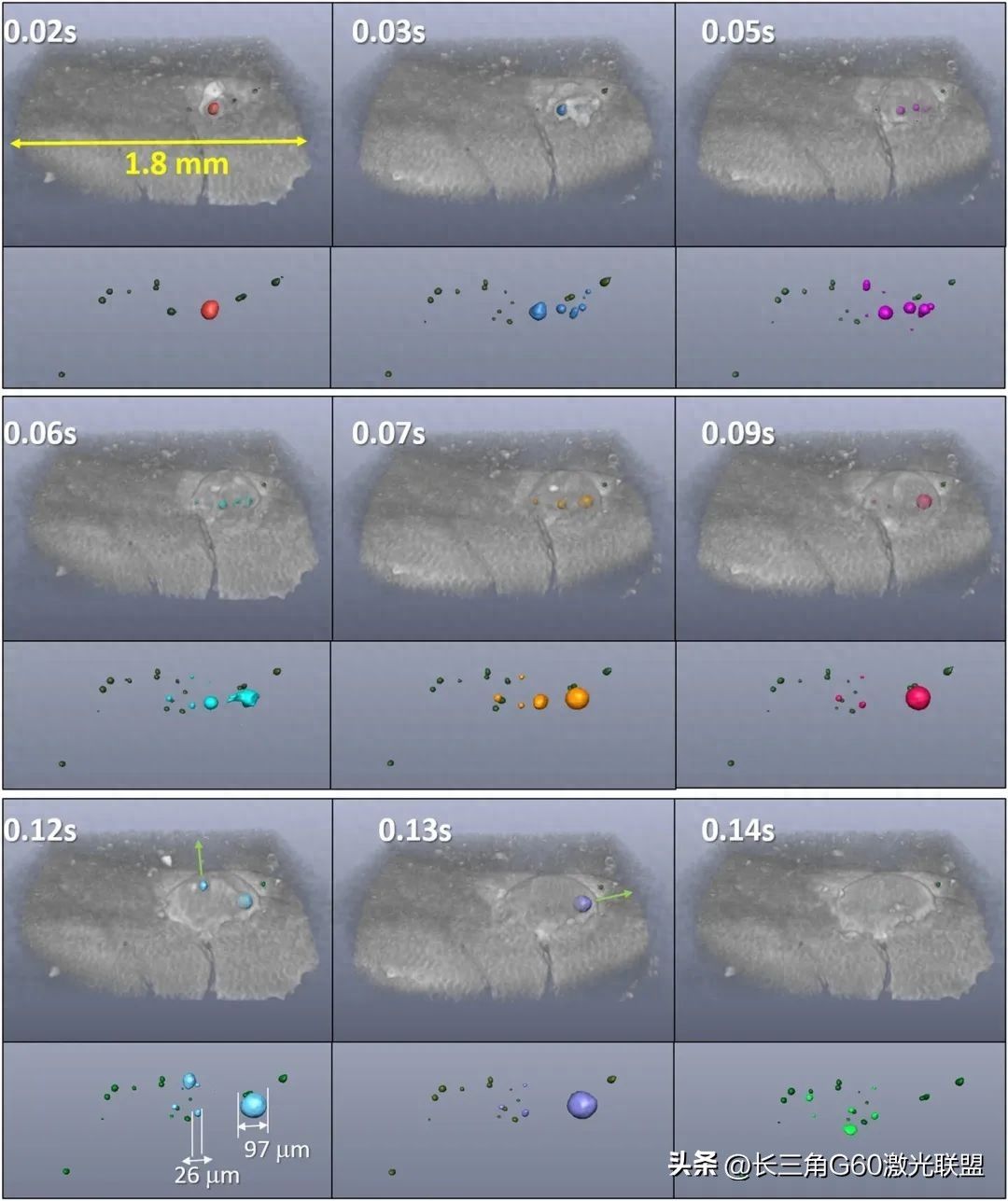
图9:功率为15.5 W激光扫描开始时熔融材料内部出现的孔隙度可视化。
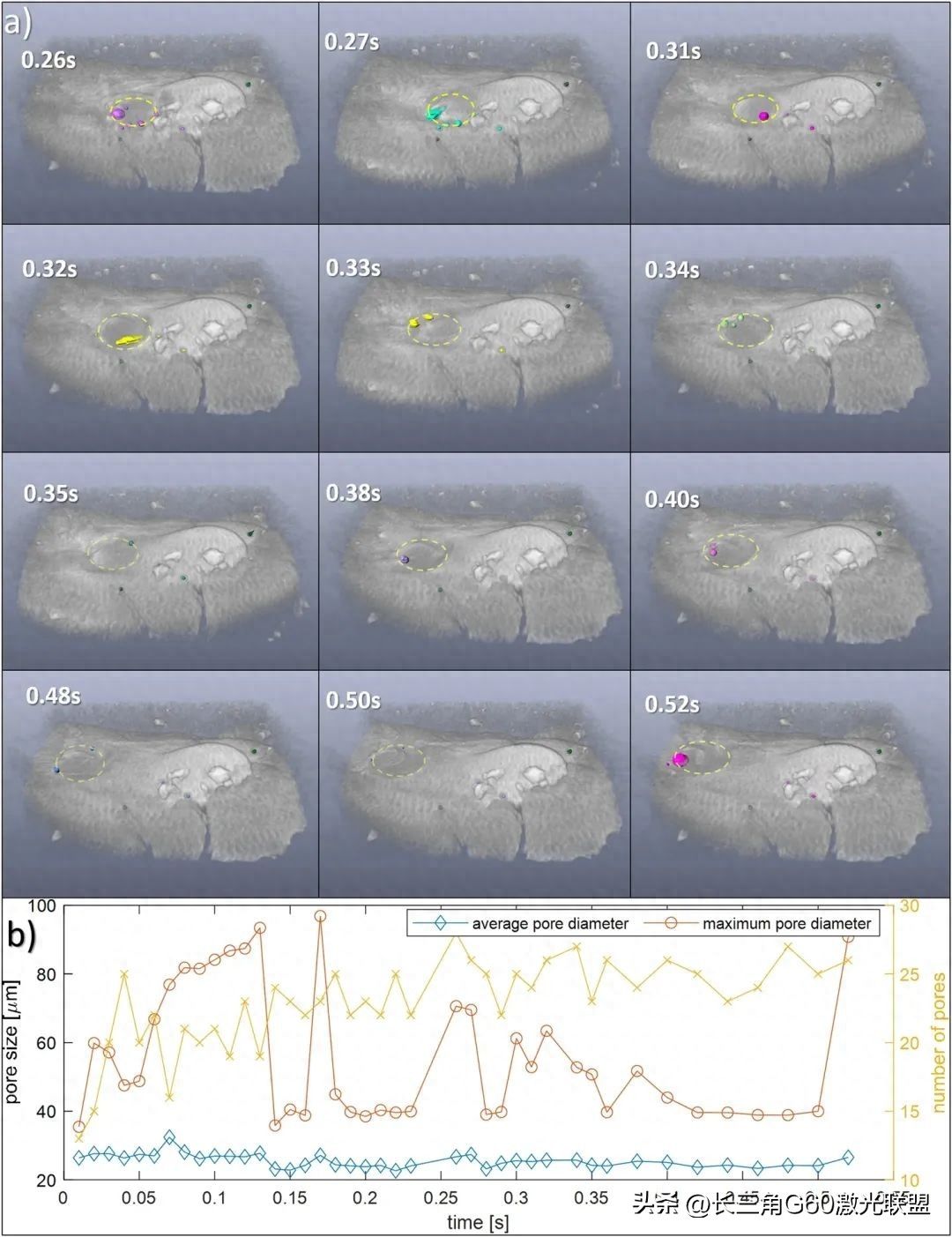
图10:15.5 W时孔隙演化。
在本研究中,研究了激光功率对磁铁矿改性氧化铝LPBF加工中表面粗糙度、粉末剥蚀、熔池演化和孔隙形成机制的影响。
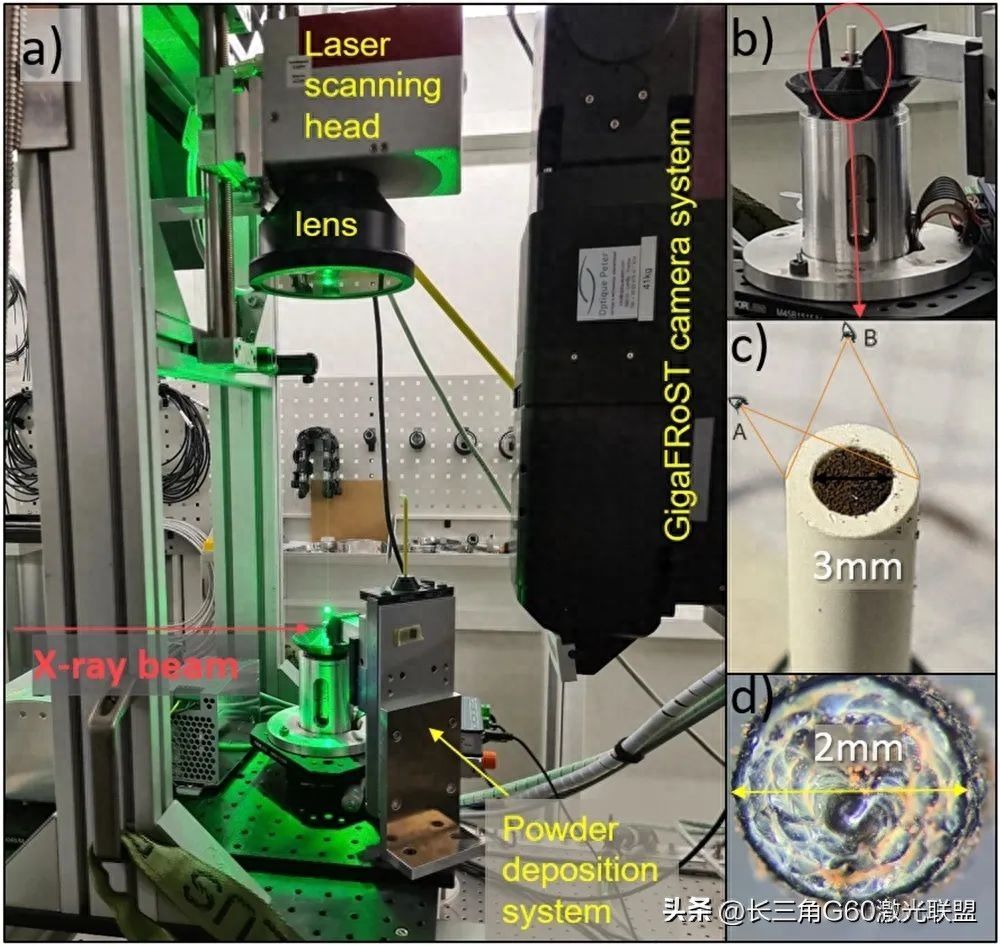
图11:陶瓷LPBF过程中Operando层析显微镜的设置。
相关论文链接:
Makowska, M.G., Verga, F., Pfeiffer, S. et al. Operando tomographic microscopy during laser-based powder bed fusion of alumina. Commun Mater 4, 73 (2023). https://doi.org/10.1038/s43246-023-00401-3
长三角G60激光联盟陈长军转载
","gnid":"9cce070f871e5b406","img_data":[{"flag":2,"img":[{"desc":"","height":"470","title":"","url":"https://p0.ssl.img.360kuai.com/t01d7d5518af4abba22.jpg","width":"812"},{"desc":"","height":"596","title":"","url":"https://p0.ssl.img.360kuai.com/t01b1ad88017b2d1335.jpg","width":"1080"},{"desc":"","height":"765","title":"","url":"https://p0.ssl.img.360kuai.com/t01e172a42f258487ff.jpg","width":"1080"},{"desc":"","height":"1143","title":"","url":"https://p0.ssl.img.360kuai.com/t014f1df9b52378e000.jpg","width":"1080"},{"desc":"","height":"1649","title":"","url":"https://p0.ssl.img.360kuai.com/t01eefa1f6fdd3463bd.jpg","width":"1080"},{"desc":"","height":"1375","title":"","url":"https://p0.ssl.img.360kuai.com/t01158f4a3effdc830f.jpg","width":"1080"},{"desc":"","height":"1597","title":"","url":"https://p0.ssl.img.360kuai.com/t0104e20f52feac412f.jpg","width":"1080"},{"desc":"","height":"593","title":"","url":"https://p0.ssl.img.360kuai.com/t01c749655c4a6783eb.jpg","width":"1080"},{"desc":"","height":"433","title":"","url":"https://p0.ssl.img.360kuai.com/t01e6e9c841dca3c64b.jpg","width":"1080"},{"desc":"","height":"1287","title":"","url":"https://p0.ssl.img.360kuai.com/t011fe19050c502d16b.jpg","width":"1080"},{"desc":"","height":"1403","title":"","url":"https://p0.ssl.img.360kuai.com/t0120dc5419381f0594.jpg","width":"1080"},{"desc":"","height":"946","title":"","url":"https://p0.ssl.img.360kuai.com/t017784cdcb998de469.jpg","width":"1000"}]}],"original":0,"pat":"art_src_3,disu_label,fts0,sts0","powerby":"pika","pub_time":1695119340000,"pure":"","rawurl":"http://zm.news.so.com/26135d755a2f24966aa36a67d6c680f2","redirect":0,"rptid":"3d9a348c94c91b63","rss_ext":[],"s":"t","src":"江苏激光产业创新联盟","tag":[],"title":"氧化铝激光粉末床熔融过程中的Operando层析成像显微镜观察
郭娴媚2272机械图纸粗糙度如下图,请问是有这种标准吗?是那里的标准? -
牧聪泥13735861886 ______ 粗糙度有3种标法 一是光洁度 意思是祛除材料的方法获得 也就是我们常见的 二 是对号里面画个圆 那是锻造 冲压的就可以获得光洁度 三就是只有一个对号 单独使用没什么意思 一般配合使用
郭娴媚2272粗糙度为Ra=0.75±0.15um是什么概念,很光亮么,像镜面一样么 -
牧聪泥13735861886 ______ 没有很光亮,有点模糊,触感比较光,镜面般光亮的粗糙度一般在0.1um以下. 单凭一个粗糙度Ra不能判定工件表面情况哦,还与工件的加工方法有关系,如车床、立铣、平铣、平磨、外磨、研磨.
郭娴媚2272请问高手;这图纸上的粗糙度符号是什么意思 -
牧聪泥13735861886 ______ 给你个粗糙度符号的识别方法吧 粗糙度的识别 可以通过肉眼进行识别,不过相邻级别的比较难以观察.下面是一些大概的鉴别方法: 表面粗糙度50-100微米——明显可见刀痕,表面粗糙(铸造、锻造、线切割毛坯等)很少采用 25微米时——可...
郭娴媚2272粗糙度100代表什么 -
牧聪泥13735861886 ______ 粗糙度目录[隐藏]粗糙度样块图片机械学概念粗糙度表示方式机械加工表面粗糙度 [编辑本段]粗糙度样块图片 空气动力学概念粗糙度即粗糙高度或粗糙参数,是地表的一种空气动力学参数.可表示地表(...
郭娴媚2272家用平面镜表面粗糙度大概多少? -
牧聪泥13735861886 ______ 表面粗糙度Ra不大于0.01微米.表面粗糙度(surface roughness)是指加工表面具有的较小间距和微小峰谷的不平度 .其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差.表面粗糙度念高越小,则表面越光滑.表亩派面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等.由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏迅高贺密、形状和纹理都有差别.表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响.一般标注采用Ra.
郭娴媚2272关于粗糙度 -
牧聪泥13735861886 ______ 粗糙度的大小与加工方法和加工精度有关,也就是说粗糙度低加工成本可能会高一些,但是绝不会影响装配效果.在成本可以接受的条件下,粗糙度越低越好.
郭娴媚22723、 图中表示表面粗糙度的符号是?哪一个表面粗度比较好?各用什么加工方法达到要求? -
牧聪泥13735861886 ______ 你好,尽管没有图,不过你的意思我明白了,我曾经回答过类似的问题.你可以看看工程制图方面的书籍;粗糙度“3.2”只是一般的零...
郭娴媚2272不锈钢粗糙度等级对照表
牧聪泥13735861886 ______ 不锈钢表面光洁度13级 Ra 0.015~0.02μm 12k镜面不锈钢,表面效果极佳(超精抛光不锈钢)不锈钢表面光洁度12级 Ra 0.02~0.16μm 10k镜面不锈钢,表面效果极佳(精...
郭娴媚2272请问在粗糙度Ra 0.4的铝合金表面镀纯金,能达到镜面效果吗?用哪种镀膜方法能最大提高镀层表面的光洁度? -
牧聪泥13735861886 ______[答案] 日常的高反镜都是背面反射镜.一般都镀银,但波长小于400时,镀铝为最佳. 根据您情况.我建议: 采用真空镀膜,热蒸发.铝合金的话,那么表面可以先用Al2O3过渡,再镀金. 真空镀膜可以最大程度保证光洁度.
郭娴媚2272磨具图纸中什么是粗糙?磨具图纸中什么是粗糙度
牧聪泥13735861886 ______ 表示用去除材料的方法得到的表面粗糙度值,说得通俗一点就是标注这个值的表面不是用浇灌、铸造等方法一次成型的而是通过机械加工的方法得到的,一般标注的值越小表面越光洁.标注3.2的表面粗糙度比磨得表面稍微差一点,而标注0.8或者0.4的表面粗糙度就非常的光洁了,几乎和我们用的镜子差不了多少.希望我的解释能帮上你.还有其他的回答都是不对的,你千万不要受他们的误导.我的回答是绝对的正确.在目前,所有的机械图纸还都在使用这种标注方法.