螺纹车出来有毛刺什么原因

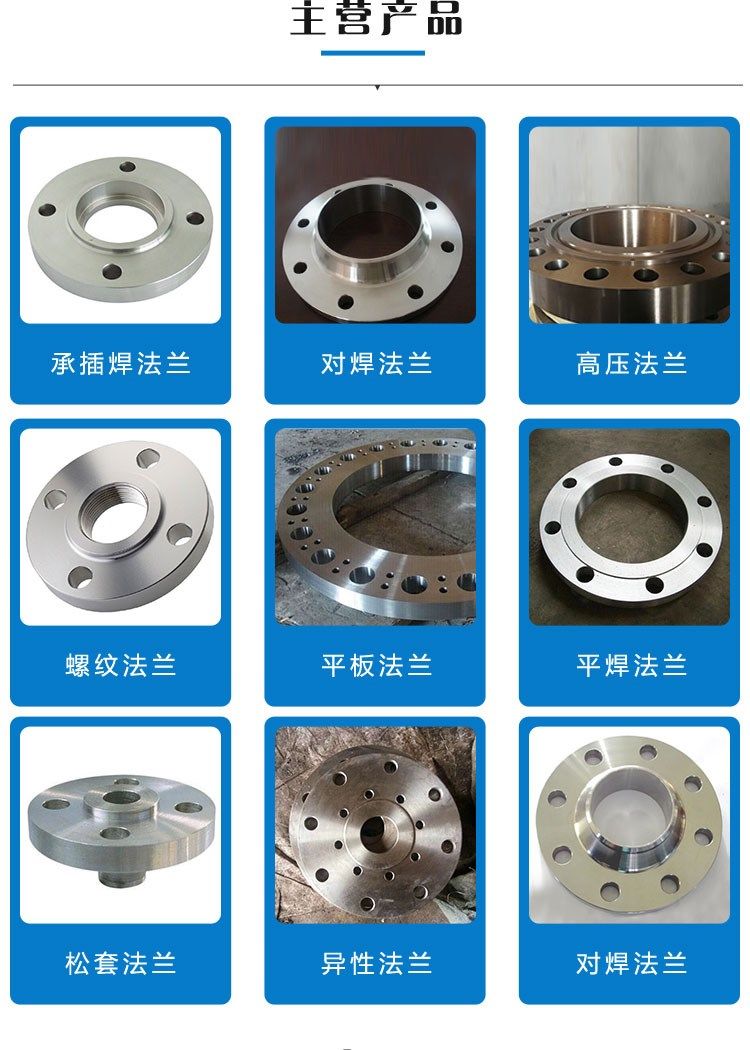

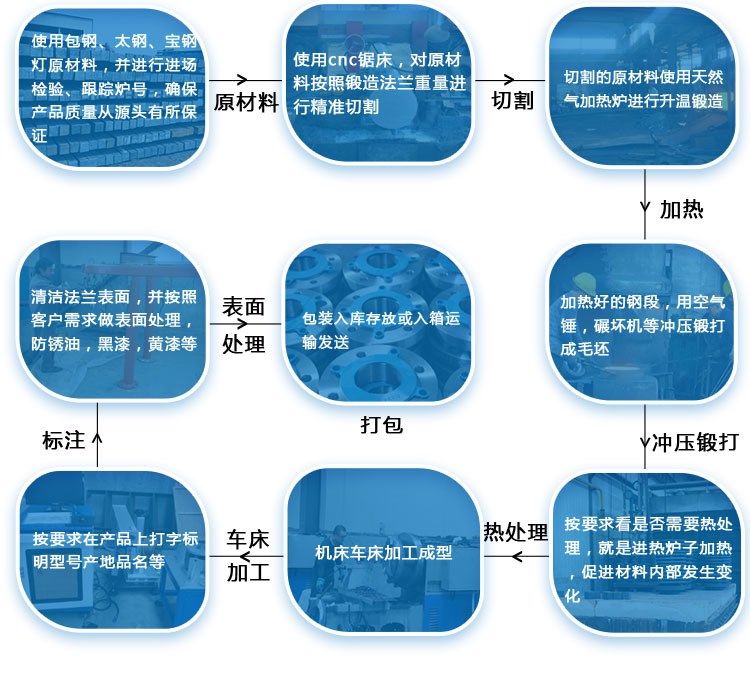


\n山西中威法兰有限公司创建于2008年,位于五台山脚下,“中国锻造之乡”——山西省定襄县,是一家生产各种标准及非标法兰和锻件的企业。具有从原材料采购,锻造,热处理,机加工,质量检测,机械打字,表面镀涂,包装发运一体化运作的实力。我司年产法兰6000吨,锻件2000吨,主要生产日本标准JIS,意大利标准UNI,挪威标准NS和GB,HG,JB等系列法兰。品种有焊颈WN,滑套SO,盲板BL,螺纹THRE,平板PL等,规格从1/2〞(DN15)到80〞(DN2000),并可承接客户需要的非标法兰及锻件。\n
\n\n我公司产品主要销往欧洲,美洲,东南亚,非洲等国家和中国各地区,在多年的生产和经营中,我们不断积累和吸取国内外先进企业的管理经验,凭借的资金实力,完善的管理体系,先进的生产工艺和良好的售后服务,得到了国内外客户的一致信赖和称赞。\n
","gnid":"93a312ba7ffad0e22","img_data":[{"flag":2,"img":[{"desc":"","height":"500","title":"","url":"https://p0.ssl.img.360kuai.com/t0101d4ecc655f3ffc5.jpg","width":"750"},{"desc":"","height":"564","title":"","url":"https://p0.ssl.img.360kuai.com/t01711c8bd055fd2887.jpg","width":"750"},{"desc":"","height":"495","title":"","url":"https://p0.ssl.img.360kuai.com/t01707f9853c2a322c6.jpg","width":"750"},{"desc":"","height":"1050","title":"","url":"https://p0.ssl.img.360kuai.com/t01f290b8e048eba4c3.jpg","width":"750"},{"desc":"","height":"846","title":"","url":"https://p0.ssl.img.360kuai.com/t01938512e3adc65bf6.jpg","width":"750"},{"desc":"","height":"687","title":"","url":"https://p0.ssl.img.360kuai.com/t01e97486bee728bcaa.jpg","width":"750"},{"desc":"","height":"661","title":"","url":"https://p0.ssl.img.360kuai.com/t0181fc3b78cb589c88.jpg","width":"750"},{"desc":"","height":"525","title":"","url":"https://p0.ssl.img.360kuai.com/t01fb02367d16449f77.jpg","width":"750"},{"desc":"","height":"537","title":"","url":"https://p0.ssl.img.360kuai.com/t01d2647133c4180222.jpg","width":"750"},{"desc":"","height":"400","title":"","url":"https://p0.ssl.img.360kuai.com/t01205a61c8fe50a8c6.jpg","width":"500"},{"desc":"","height":"400","title":"","url":"https://p0.ssl.img.360kuai.com/t01653db25b574b8ebf.jpg","width":"500"}]}],"original":0,"pat":"art_src_1,fts0,sts0","powerby":"pika","pub_time":1694611283000,"pure":"","rawurl":"http://zm.news.so.com/ed92ebe1183b7647a414ead7d3d5a198","redirect":0,"rptid":"43a97223cbf3e72a","rss_ext":[],"s":"t","src":"山西中威法兰","tag":[],"title":"螺纹法兰有什么优势
谷沿启766车螺纹……起步和最后有毛刺怎么办啊什么情况这是希望高手解惑……我是机夹刀修光刀1500转14牙的螺 -
仲汤柏15314832682 ______ 可以使用外圆车刀对这两头进行倒角 吃刀量不要太大 目的只是将毛刺去除
谷沿启766铜质材料车M30x1.5的外螺纹,车出来全是毛刺,和积械瘤,怎么办,是什么原因 -
仲汤柏15314832682 ______ 应该是刀具的角度不对,再一个是在车螺纹时要加润滑油,否则,刀具容易粘切削瘤.
谷沿启766数控车床车内螺纹 但牙很差 有毛刺 -
仲汤柏15314832682 ______ 数控车螺纹的刀片一般有全齿型和非全齿型两种.解决毛刺推荐用全齿型.非全齿型的齿顶不接触(见图中红圈内),因此此处是容易出毛刺的,尤其对于较软的
谷沿启766数控用G76车螺纹为什么出口有毛刺? -
仲汤柏15314832682 ______ 倒角量小了吧.
谷沿启766双轴滚丝机滚压螺纹毛刺 -
仲汤柏15314832682 ______ 出现这种情况的根本原因就是螺纹底径的粗糙度引起的,不单独是粗糙度,和大小尺寸的精度也有关系,底径表面粗糙就是存在着毛细稞粒,在模具的挤压下不就出现了纤细的毛刺吗,另外尺寸的大小你看看挤好的螺纹尖是不是很锋利,也可以用相应的螺帽旋旋看,旋不进就是底径太大了,表面光洁度一般要在三角6左右,大小公差取负值,我怀疑就是大小公差问题的可能性较大,主轴轴承间隙的影响只会影响成品的大小尺寸,和毛刺没关系
谷沿启766车螺纹的时候 上面有毛刺 外圆还多了50道 怎么才能解决毛刺问题 是刀的问题吗··还是什么 -
仲汤柏15314832682 ______ 1 留量要合适,一般外圆要减去20道.因为车螺纹有挤压. 2 磨刀角度要正确.进刀后角比另一后角要大些. 3 切削速度合适. 4 材质低于45钢的确实不易车光亮.
谷沿启766我是车不锈钢的,内螺纹M42*3总是车不好,要不就是前面倒角有毛刺,就是后面倒角有毛刺, -
仲汤柏15314832682 ______ 毛刺是有的,看是大小的问题,倒角处最后走了一刀,不过螺纹要0.3左右的余量在车,不然你倒角完了毛刺翻在螺纹里面或者不掉下来,
谷沿启766螺纹有毛刺 -
仲汤柏15314832682 ______ 螺纹有毛刺,卖螺栓螺丝螺母俞文龙认为螺纹有毛刺就是螺纹滚得不好了,要么是滚螺纹前圆钢硬度过高,要么是圆钢质量不好,要么是滚丝工螺纹加工的质量不好.紧固件咨询顾问俞文龙认为,最好自己查相关资料,网上得来总是假,碰到不懂装懂的,随便应答的,根本就是假的或骗人的就直接误导你,甚至害惨你.
谷沿启766为什么我车铁车螺纹会有毛刷不光滑.是材料问题还是刀具问题? -
仲汤柏15314832682 ______ 你说的太笼统了,车螺纹的光洁度和车床转速、刀具型号、刃磨,还有加工产品材质都有关系,要灵活运用哦
谷沿启766纯铝加工螺纹为什么会有毛刺,车刀应如何刃磨,求教 -
仲汤柏15314832682 ______ 纯铝的塑性好,车螺纹时根据螺距大小,直径不同,尽量用高速度车加工,用毛刷加煤油车削,一般用高速钢车刀俗称白钢刀加工,目前有经过改良的如95W18Cr4V;W12Cr4V4Mo;W6Mo5Cr4V2AL等,其硬度、耐磨性、耐热性等都有显著提高 ,挑丝刀磨锋利点,磨刀选择80﹟细砂轮,再用金刚笔打磨一下砂轮后磨挑丝刀,60度三角螺纹刀前面与主后面,副后面刃磨光滑,能达粗糙度1.6最佳,再用油石打磨,用粗车刀与精车刀两把刀,粗车,精车分开,因为粗车刀带铝切屑瘤无法车光,螺纹车好前留余量0.2mm,再用螺纹精车刀带煤油精车2刀可去毛边,且光亮.