车床加工燕尾槽的方法
作者:值友7674030439
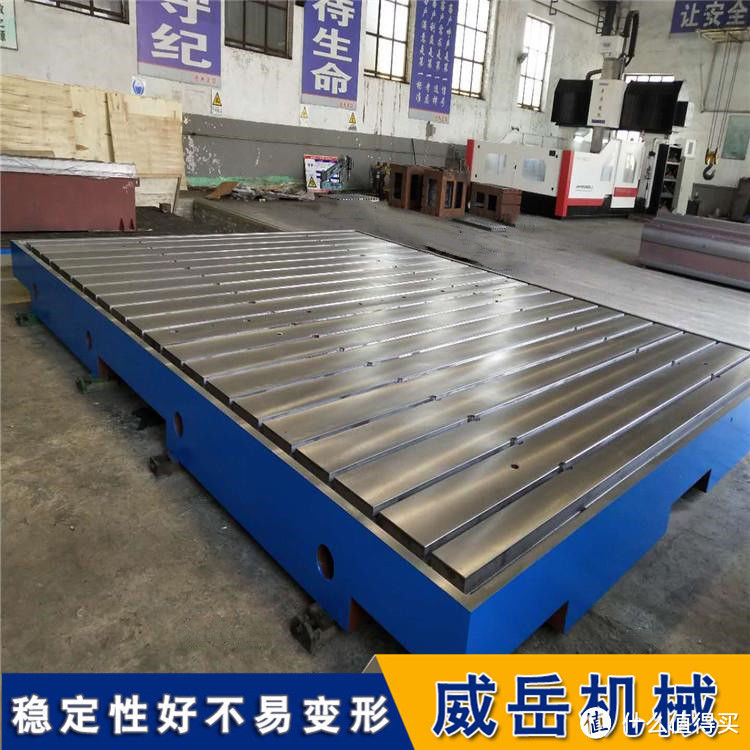
刮研是刮削平板和研磨平板两个工序的结合。即平面刮削——研磨显示,再平面刮削——再研磨显示,如此往复,交替循环,不断运作。使铸铁平板的表面粗糙度值和形位误差逐步降低;接触精度、几何精度在运作中逐步提高,直到达到规定要求为止。铸铁平台外观基本上是箱体式,工作面有长方形、正方形或圆形,铸铁平台材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、 U形槽、燕尾槽、圆孔、长孔等,大型铸铁平台是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。用途:铸铁平台适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。在机械制造中也是_的基本工具。

铸铁平台的刮研工艺需要红色铁粉与柴油或煤油混合搅拌,然后将其色浆滴到平板表面用棉纱搽匀, 研具与铸铁平板经过研磨以后,凸起部分的铸铁平板表面显示的全是黑点,黑点分亮点、浓黑点、淡黑点。这些黑点在刮研中是一个变量。经过连续的交替循环不断地运作不断地刮研,黑点由少变稠密,由不均匀分布变为均匀分布。黑点的演变过程,也是表面光洁度、表面接触精度、表面几何精度逐步提高的过程。
对研磨显示出来的黑点要区分对待。对于浓黑点刮削的刀迹大小应同按粗、细、精3个阶段规定大小刮削,其刀迹方向应同方向排列,逐步刮削到黑点全数刮完。经研磨显示后,二遍以交错方向刮削也将黑点全数刮完。须指出,每轮刮削,刀迹须交错,否则将影响表面光洁度。在刮削中对黑点按亮、浓、淡在用力上应有轻重之分,对亮点、大浓黑点用力要大,对大多数的浓黑点用力要适中,对淡黑点,则保留不刮,待下轮显示后变黑时再刮,须强调指出,对于分布在划线平台平面边缘、角落的亮点。因隐布少,易为人眼所忽略,易漏刮。因为漏刮点在研磨时往往顶起研磨平板,妨碍黑点的正常显示,会形成黑点越刮越少的现象。
铸铁平板刮花:平台刮花通常叫做盖面,刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断铸铁平台平面。
查看文章精彩评论,请前往什么值得买进行阅读互动
","gnid":"94785ec8a063b0b46","img_data":[{"flag":2,"img":[{"desc":"","height":"750","title":"","url":"https://p0.ssl.img.360kuai.com/t01d531b2de05bfea07.jpg","width":"750"},{"desc":"","height":750,"title":"","url":"https://p0.ssl.img.360kuai.com/t0117fd2f48bdf9fa46.jpg","width":750}]}],"original":0,"pat":"qgc,art_src_1,fts0,sts0","powerby":"pika","pub_time":1704676195000,"pure":"","rawurl":"http://zm.news.so.com/7dce02eac20c174ea35263255abb50f3","redirect":0,"rptid":"2f1fd0761ff5f6cb","rss_ext":[],"s":"t","src":"什么值得买","tag":[],"title":"原来铸铁平板刮研即美观又有积存润滑油的功能?
巫亚南691求教各位机械加工师傅关于木工机托板燕尾槽的加工工艺 -
宣叙路18219429988 ______ 用60°燕尾槽铣刀,刀片如果是焊接的,用YW2合金即可,如果用机夹刀,刀片牌子就太多不好选了.工件偏硬建议铣刀转速降低,进刀量可适当增大,走一遍以后,再换中速无进刀空走一遍,尺寸和表面都可以保证了.
巫亚南691铣斜度槽在铣床上如何操作完成 -
宣叙路18219429988 ______ 很多中方法.最简单的是工件夹在台钳上,然后根据需要将台钳的转盘旋转一个角度,然后按照铣直槽的方法加工就行了.或者将工件直接压紧在工作台上,事先将工件的夹具用量角器或百分表校正,就可以加工了.或者在万能铣上直接转动纵向工作台.
巫亚南691数控车床怎么精车凹槽? 光洁度一定要高,尤其是凹槽底部不允许有颤纹!跪求高手指点 -
宣叙路18219429988 ______ 我给你推荐两种方法: 第一种 就是用两把车刀,一把粗车一把精车的,如果一次性进给这肯定出颤纹,所以粗车 X向 留1个毫米的余量,再用精车刀,这样不带有振纹的 第二种 就是用白钢刀,白钢强度够,但是切削液要跟上,不然刀就废了,这个可以一次性进给,进给量自己看着给吧,你这也没有说宽度,只给深度我也没办法,我得根据刀来定进给,不然打刀就更费事了
巫亚南691数控车床上怎么车余量多的槽,槽低两边有圆弧. -
宣叙路18219429988 ______ 以外圆槽为例,可以用G75切槽循环编程,有2种方法: 法1.把槽底圆弧部分向Z方向左右两边先排除在外后,用G75编程,比如圆弧半径为R2,总槽宽为10,用G75编程时,视槽宽为6;用G75加工完后,再用G1把两侧R部分加工了. 法2.把槽底圆弧部分向X方向向外排除在外,用G75编程,然后用G1加工圆狐槽底. 补充说明:如果槽很浅,很窄的话,直接用G1就行,无需G75编程.
巫亚南691fanuc数控车床怎么用G71车凹槽 -
宣叙路18219429988 ______ fanuc数控车床用G71车凹槽的方法: 用△d(切削深度)车掉指定的区域,留精加工预留量△u/2及△w. G71U(△d)R(e) G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t) N(ns)…… ……… .F__从序号ns至nf的程序段,指定A及B间的移动指令. .S__ .T_...
巫亚南691变压器绝缘燕尾片的加工 大批量加工方式,1.5mm纸板 -
宣叙路18219429988 ______ 通常的加工方法是:1、首先用剪床,将纸板按你的燕尾垫块宽度,剪成条料.2、然后用冲模(有燕尾槽和可以剪断的冲模)在冲床上冲成型和剪断(一次冲压成型).其垫块的长度用靠山定位.3、冲压时,注意安全.4、如果用在110kV级变压器产品上,你还需要去掉毛刺.
巫亚南691数控车床编程,这个槽怎么编 -
宣叙路18219429988 ______ 这个槽是清根槽,是安装轴承时防止端面贴合不严而设计的,工厂里一般把90°外圆偏刀刀尖磨成这种槽的形状,然后沿着这个45°角度进一次刀然后原位退刀即可.退刀的时候一定要按照原来的轨迹,否则刀尖马上就没啦!
巫亚南691数控车床做20毫米深的内沟槽有什么好方法 -
宣叙路18219429988 ______ 不发生干涉的情况下,尽量增大刀杆直径,缩短刀杆伸出长度. 切槽刀宽度不宜太宽,4mm左右比较适合. 保持刀片锋利,主轴转速不宜太高. 充分浇注切削液,注意铁屑不能堵死. 如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
巫亚南691数控车床挖深槽有效方法 -
宣叙路18219429988 ______ 挖内槽时,主轴转速尽量低一点,刀杆尽量粗一点, 加大冷却液,防止铁屑堵死. 如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
巫亚南691如何在数控车床上车轴的键槽 -
宣叙路18219429988 ______ 用高速钢刃磨,把数控车床主轴调到最低档位这样卡盘就不容易转了,然后用G71循环每次进刀0.03,G98模式进刀,F值进给用到80-120 不知道你加工什么材质的东东!这样完全可以的!