钻不锈钢钻头磨法图解
编者按:
择一事,专一生。治之已精,而益求其精。在济宁,有那么一群人。他们有着高超精湛的技艺、敢为人先的魄力和传承创新的精神。即日起,大众网济宁推出“高手在民间”系列报道,通过图、文、视频全媒体方式,聚焦身边各行各业的业务能手与身怀绝技的民间高手,展现济宁匠人精神,发掘济宁能人故事。
大众网·海报新闻记者 赵冉冉 夏岩松 济宁报道
你能想象吗?在生鸡蛋上钻出十几个小圆孔,不仅鸡蛋壳没有裂缝,连蛋壳下那层薄如蝉翼的膜都安然无恙。
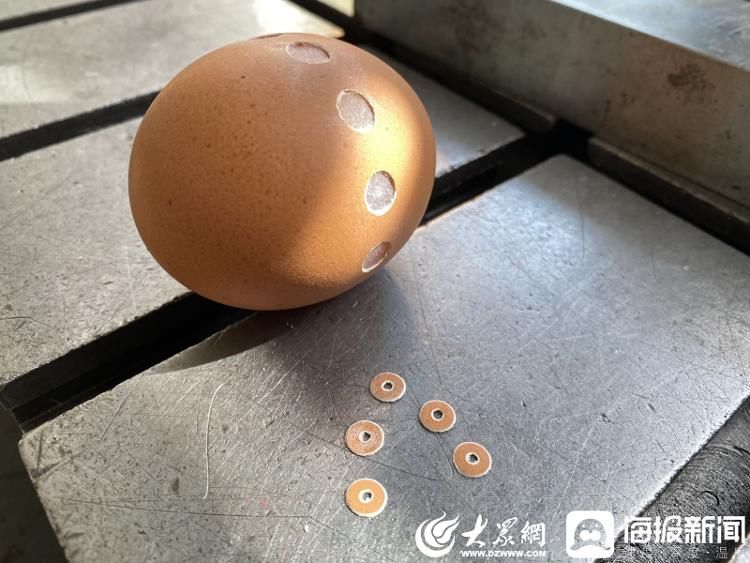 钻完孔的生鸡蛋
钻完孔的生鸡蛋
很多人会说:“这怎么可能?”但是,张微微做到了。
张微微是山东瑞祥模具有限公司机一车间副主任,主要负责钻孔加工。
“在鸡蛋壳上钻孔,是因为有很多细枝末节的零部件需要手工操作,这样能帮我找准手感。”张微微说。
 张微微用钻头在鸡蛋上打孔
张微微用钻头在鸡蛋上打孔
2004年12月,学习钳工专业的张微微带着梦想和希望进入公司开始实习。
怎样才能找准手感?工作最初几年时间里,张微微每天埋头于工作台前锯、锉、量,钻研“毫厘”之间的学问。每天握住钻床的手柄重复着同样的动作,手心磨出血泡也是经常的事情,想将操作技能做到稳、准的极致,更是需要日复一日、年复一年的磨练。
“为了集中精力找中心,有时候我们还在猪毛上练习打一些微小孔。”张微微说,刚开始加工的时候靠手握住钻床的手柄,一点一点地往下进给,进给的过程中如果使劲大力量不均匀钻头就会折断,力量如果过小则提不高加工效率,所以要经过反复练习,在纸上、鸡蛋上练习便是其中的一种。
 在A4纸上练习钻孔
在A4纸上练习钻孔
钳工的技能训练是单调而乏味的。“简单的事重复做,你就是专家;重复的事用心做,你就是赢家。”这是张微微的人生格言。
“干一行爱一行这一个心理,别人能干我也能干。”凭着这股不服输的劲头,张微微将钳工这项工作做到了极致。
“0.1毫米、0.08毫米、0.05毫米、0.03毫米,逐渐缩小的孔距,这是一个创新。”张微微说,需要什么样的孔,她们就磨什么样的钻头。有的是群钻,有的是平底钻,有的是尖孔,还有半圆弧的……这些都是手工磨出来的。
新需求新产品层出不穷,挑战接踵而至。她刻苦钻研钻孔技术,先后完成了在洛氏硬度60度的材料上钻出φ0.4*35mm深的平底孔,在高铁车轴材料上人工钻出φ1*195mm深的深小平底孔,在不锈钢材料上加工出φ0.2*18mm深的微小平底孔,还突破了比头发丝还细的φ0.03mm的微小平底孔的加工。
张微微的钻孔技术突破了行业极限,填补了国内微小平底孔加工技术的空白,被业界誉为会在鸡蛋上绣花的“巾帼金刚钻”。“细心、专注是女性工作者的优势,我们钻的孔都是比较微小,如果放大打开看它是一个圆柱形的平底,所以说从钻头的磨削,加工练习手感等方面比较有优势。”张微微说。
作为济宁市张微微技能大师工作室、张微微劳模创新工作室的带头人,她以工作室为依托,参与设备、工艺的改进达975项,取得国家实用新型专利2项,1项发明专利正在审核,发表专业论文4篇。
","gnid":"996538058a4d618b2","img_data":[{"flag":2,"img":[{"desc":"","height":"563","title":"","url":"https://p0.ssl.img.360kuai.com/t01f04f0d94f5ad0811.jpg","width":"750"},{"desc":"","height":"563","title":"","url":"https://p0.ssl.img.360kuai.com/t0178a95cf20658359c.jpg","width":"750"},{"desc":"","height":"563","title":"","url":"https://p0.ssl.img.360kuai.com/t01b60a6ed82bf88140.jpg","width":"750"}]}],"original":0,"pat":"art_src_1,fts0,sts0","powerby":"hbase","pub_time":1680513255000,"pure":"","rawurl":"http://zm.news.so.com/ca0f9a20355d277ff5de2e40f9dd7a01","redirect":0,"rptid":"5696a6ca9ad95042","rss_ext":[],"s":"t","src":"大众网","tag":[],"title":"高手在民间丨“巾帼金刚钻”张微微:19年精雕细琢 细“微“之处见真章
居厕富633钻头怎么磨才好用 -
荣青房18952919017 ______ 用过的钻头要观察钻头两主切削刃的磨损情况,如两侧磨损程度不一样,说明磨损大的一侧比另一侧稍高.修磨时应注意多磨一点.砂轮旋转要平稳,圆周面要平整,跳动量大必须修整.当钻头外侧棱边磨损,应磨掉已经变钝的棱边,否则会出...
居厕富633请问一下不锈钢304材料孔加工的钻头磨法是怎样的?越详细越好,谢谢! -
荣青房18952919017 ______ 常见磨法是118°,而钻不锈钢磨成90°钻孔会更容易的.
居厕富633钻不锈钢304的材料,用的是不锈钢钻头7mm的,钻74深,钻头总是崩刃且很难钻,钻头到底要怎样磨才 -
荣青房18952919017 ______ 深细孔就是很难钻,而且不锈钢很粘,钻头升温很快,钢温度一高马上就完蛋了. 避免摩擦生热,慢点进刀,突然钻一点点然后分离降温,然后温度降低后再钻进一点,升温前再分离降温,一步一步来.
居厕富633钻头怎么磨
荣青房18952919017 ______ 第一手工刃磨钻头完全靠练习,在练习中慢慢体会.准备一小缸水,磨时不要过分用力,热了侵在水中降温. 第二从钻头后面(钻头切削部分分为横刃,主切削刃,副切削刃,前刀面,后刀面)开始逐渐向主切削刃磨. 第三注意观察,横刃不要太长,否则轴向力增大.两主切削刃要对称,长度相等.否则孔径变大.俩主刃之间夹角标准118度(刀尖角)大于小于它切削刃都不是一条直线,会是圆弧. 慢慢练习会掌握很多的,可根据不同加工材料适当改变刀具角度.一点点来吧
居厕富633磨钻头的技巧 -
荣青房18952919017 ______ 麻花钻对于机械加工来说,它是一种常用的钻孔工具.结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事.关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解.我这里介绍一下对麻花钻的手工刃磨技巧. 麻花钻的顶角...
居厕富633钻头的磨法? -
荣青房18952919017 ______[答案] 磨钻头时,要使钻头的切削刃对着砂轮的轴线部位,使钻头的轴线与砂轮的轴线偏移一个角度.要右手拿着钻头的前部,左手拿着钻头的后部.右手固定着不动,左手拿着钻头的尾部向左下方摆动.在整个磨钻头的过程中,钻尾一定不能高过砂轮的轴线...
居厕富633在钻薄板时钻头如何刃磨 -
荣青房18952919017 ______ 一看兄台就是搞车床的哈,不晓得我说的有没有用哈.姑妄听之嘛!一、平整的砂轮一台. 二、从刃口往后磨,防止钻头退火,逐渐压低钻尾,呈旋转的手法. 三、后角不可过大 四、钻头顶角118度,两刃要对称. 没有图,不好说清楚,后角过大,钻头的横刃肯定长,不利于切削.而且横刃长,和新钻头比较,一定不顺眼.没有后角就不能钻进.钻头磨的水平,主要就反映在后角上. 标准麻花钻还有很多改进磨法,如”倪志福钻头“. 直径在5-6毫米以上的钻头用手工磨,还比较好掌握.如果钻头太小就只有用工具磨床磨钻头,0.2毫米的钻头,一般是见不着,手工也磨不了,只能是使用工具磨床了.
居厕富633这种钻头的怎么磨出来的!有图片这种钻头是怎么磨成形的可以具体的
荣青房18952919017 ______ 这个是慢速钻头是用来打那些较厚且材质坚硬板材用的~手工是可以磨出来的,这是标准的山字头钻,先磨出两边凹处,再磨出尖,纯技术问题文字无法描述清楚,你可以把这样磨好的钻头在静止的砂轮上参照对比角度和手感,技术活要靠亲手实践!~磨制时要随时沾水冷却~!祝你好运~
居厕富633台式钻床中的钻头怎么磨 -
荣青房18952919017 ______ 在比钻头直径宽的砂轮机上磨制刀口.注意在砂轮中心偏上的位置磨.磨成两条对称刀口,顶角118°中间有横刃.接着在窄砂轮上磨中间的横刃.直接把刀口对着砂轮,只磨中间的横刃,估计磨掉横刃的一半.注意不是和刀口一条直线.两边磨,把中间的横刃实际是倒角成尖头.注意只是倒角成尖头,目的是钻头的稳定作用.横刃还基本是原来那么宽,不能像车床钻头那样把横刃修磨成刀口.因为钻床向下的力大,中心的横刃也必须承受很大的力.看钻头的端面,是4条刀口,一个方的中心点.钻床上的大小钻头都这样磨制,效果都很好.
居厕富633钻不锈钢要怎么样钻好钻,,数量比较多,,孔是8个的,,厚6个厚,, -
荣青房18952919017 ______ 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头,有条件时可用超硬高速钢或超细晶粒硬质合金钻头.钻孔时扭矩和轴向力大,切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头刚性差易产生振...