cnc钻孔编程格式
一、使用范围及结构特点
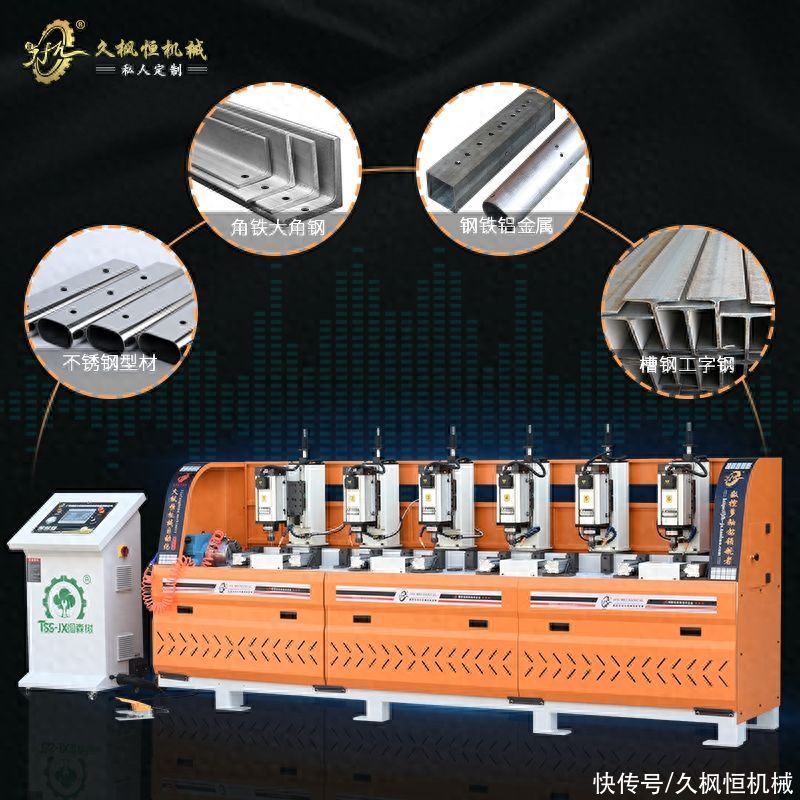
JFH-T06-L3000自动旋转6头自动钻广泛应用于:金属护栏、防撞设施、绿化工程、家具金属制品、户外帐篷、文具行业报刊展示架、工业铝合金型材、空调制冷、新能源汽车配件、航空制造、轮船平台玻璃钢行业、楼房建筑、铝门窗行业、模具行业、五金电器、农机配件、高铁行业、塑钢制品、建筑装饰、等各行各业的自动钻孔,是最常用的多孔钻床设备之一。
本机采用符合国际标准的技术,具有快速高效率、自动化程度高、孔壁光滑、定位准确、安全可靠、操作简单等优点。
二、主要用途
该机床专为长条型镀锌钢铁金属防护拦管材、角铁、槽钢、大角钢、工字钢钻孔设计制造,整机立式结构,配套6组钻孔动力头。6个孔眼可一次性同时钻出,可加工工件最长3000MM,可钻孔直径2-16MM,钻孔深度可调节,采用数控触摸屏控制钻孔动力头转动工作,可单独钻出1个或同时联动钻出6个钻眼,每个孔之间孔距离可按需左右移动每组钻孔动力头调节,最小间距170MM;配套定位靠山压料装置,保证规格50,76,102 mm管径快速装夹,接电通气即可使用,配套一键启停开关,一键式锁定松开快速气动锁紧夹料装置,圆形管材每次自动旋转180度,一次装夹,节省钻大口径进刀时间,实现快速将两面对穿孔眼自动钻出。傻瓜式全自动化,操作简单,节省人力成本,方便安全!
有效解决薄形金属管材冲孔变形、冲孔机每次只能冲出一个孔、简易钻孔机钻孔变椭圆、圆度不够、两面穿孔不能一次性钻出、背面有毛刺及采用CNC加工中心效率低、成本高的难题。



余怎莲2818数控上的钻孔编程 -
敖时凭18574436196 ______ 常用代码有,G81、G83、G73、、等等.例如:G83X-Y-Z-R-Q-
余怎莲2818cnc编程代码? -
敖时凭18574436196 ______ 关于 M 指令和 G 代码 M03 主轴正转 M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止 M10 M14 .M08 主轴切削液开 M11 M15主轴切削液停 M25 托盘上升 M85工件计数器加一个 M19主轴定位 M99 循环所以程式 G 代码 ...
余怎莲2818数控铣床长形孔如何编程 -
敖时凭18574436196 ______ 首先20的孔挺大的了、所以要定一下中心孔、 然后用G83钻孔循环来编程.因为在G83钻孔循环既可以断屑也可以排屑、及冷却.如果用G1直接钻的话 钻头钻不了几个就磨损了.程序如下 M3 S600 T0101 GO G99 X0. Z20. M8 Z3.G1 Z-2 F0.1...
余怎莲2818FANUC系统数控车床,深孔钻指令的格式是怎样的? -
敖时凭18574436196 ______ 就是G83 Z R Q F G83就是正面钻孔循环指令Z 是孔的终点坐标 R 钻孔的起点Z方向坐标 (可以省略)Q 每刀的走的深度.单位0.001(列每次打3毫米就是Q3000)F 进给速度
余怎莲2818数控车床攻牙g84怎么编程? -
敖时凭18574436196 ______ g84攻牙程序编: 在攻丝循环G84或反攻丝循环G74的前一程序段指令M29Sxxxx;则机床进入刚性攻丝模态.NC执行到该指令时,主轴停止,然后主轴正转指示灯亮,表示进入刚性攻丝模态,其后的G74或G84循环被称为刚性攻丝循环,由于刚性攻丝循环中,主轴转速和Z轴的. 含义 请求数控车床knd攻丝编数控车床攻丝技巧(操作系统是周氏帝系统)主要是对刀要对正,要有足够量的切削油,钻孔要比攻丝深15以上,不是通孔最好把丝攻前面的尖磨掉一点.不然容易断丝攻.用G33或G数控车床knd攻丝怎么编93,G83根据型号选择.钻51的孔,最好用螺旋的丝攻.编程格式如下T0303G97M03S800M08G00X00Z10G.
余怎莲2818数控线切割机床编程的程序的格式有哪些 -
敖时凭18574436196 ______ 数控线切割机床编程的程序的格式有:3B,4B,D4B,LRB,GRB,G代码(即ISO)等
余怎莲2818数控打孔斜孔怎么编程 -
敖时凭18574436196 ______ 除非是具有A轴或B轴控制功能的数控机床,否则——打斜孔跟打正常孔完全一样编程,没有任何差异. 孔的方向只能通过改变零件装夹位置来保证
余怎莲2818数控钻床编程 如何编孔的程序 -
敖时凭18574436196 ______ 看什么孔的,有些可以用镜像的,有些也可以用宏程序编的.
余怎莲2818CNC加工中心如何攻丝?(内螺纹) -
敖时凭18574436196 ______ 可以啊 · 用钻孔加工,不要设置抬刀,不过要看什么材料,钢料之类的硬料最好不要在数铣上面做,铝料可以,转速和进给速度(就是加工速度)不要太高了,特别是进给速度,越慢越好,最好是给个50左右,转速1000左右就好了
余怎莲2818大族6轴数控钻孔机CNC系统大关轴指令是ZOFF,开的指令是什么? -
敖时凭18574436196 ______ 大族6轴数控钻孔机CNC系统的大关轴指令是ZOFF,通常对应的开轴指令是ZON.当然了有操作手册最好