加工中心打孔编程实例
一、使用范围及结构特点
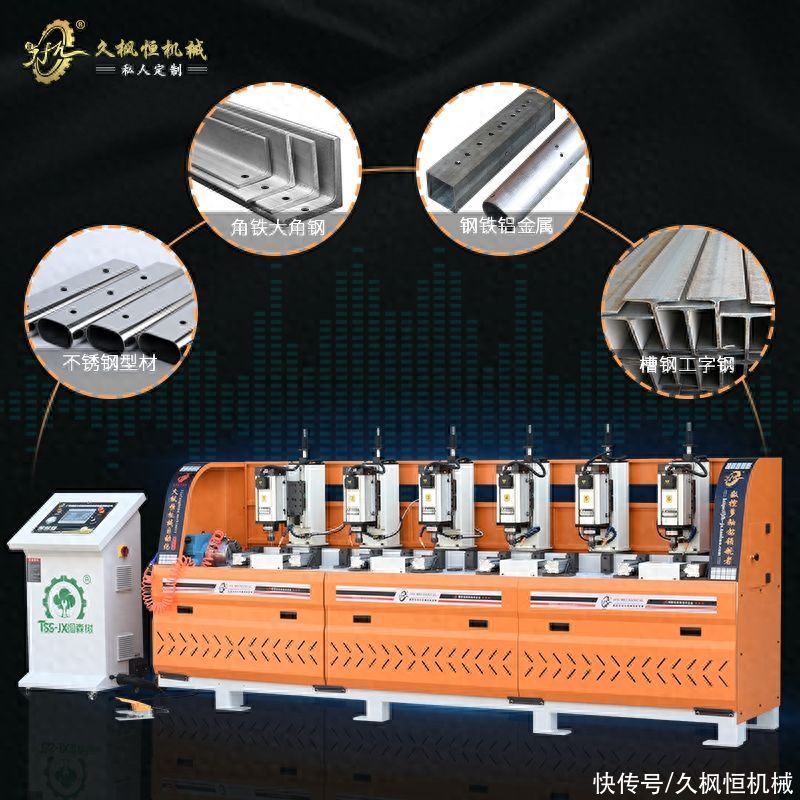
JFH-T06-L3000自动旋转6头自动钻广泛应用于:金属护栏、防撞设施、绿化工程、家具金属制品、户外帐篷、文具行业报刊展示架、工业铝合金型材、空调制冷、新能源汽车配件、航空制造、轮船平台玻璃钢行业、楼房建筑、铝门窗行业、模具行业、五金电器、农机配件、高铁行业、塑钢制品、建筑装饰、等各行各业的自动钻孔,是最常用的多孔钻床设备之一。
本机采用符合国际标准的技术,具有快速高效率、自动化程度高、孔壁光滑、定位准确、安全可靠、操作简单等优点。
二、主要用途
该机床专为长条型镀锌钢铁金属防护拦管材、角铁、槽钢、大角钢、工字钢钻孔设计制造,整机立式结构,配套6组钻孔动力头。6个孔眼可一次性同时钻出,可加工工件最长3000MM,可钻孔直径2-16MM,钻孔深度可调节,采用数控触摸屏控制钻孔动力头转动工作,可单独钻出1个或同时联动钻出6个钻眼,每个孔之间孔距离可按需左右移动每组钻孔动力头调节,最小间距170MM;配套定位靠山压料装置,保证规格50,76,102 mm管径快速装夹,接电通气即可使用,配套一键启停开关,一键式锁定松开快速气动锁紧夹料装置,圆形管材每次自动旋转180度,一次装夹,节省钻大口径进刀时间,实现快速将两面对穿孔眼自动钻出。傻瓜式全自动化,操作简单,节省人力成本,方便安全!
有效解决薄形金属管材冲孔变形、冲孔机每次只能冲出一个孔、简易钻孔机钻孔变椭圆、圆度不够、两面穿孔不能一次性钻出、背面有毛刺及采用CNC加工中心效率低、成本高的难题。



羿樊怖4200数控铣床长形孔如何编程 -
台柴纯19583516711 ______ 首先20的孔挺大的了、所以要定一下中心孔、 然后用G83钻孔循环来编程.因为在G83钻孔循环既可以断屑也可以排屑、及冷却.如果用G1直接钻的话 钻头钻不了几个就磨损了.程序如下 M3 S600 T0101 GO G99 X0. Z20. M8 Z3.G1 Z-2 F0.1...
羿樊怖4200加工中心打5个一条直线的孔怎么编程 -
台柴纯19583516711 ______ 有角度的不同的系统编程不一样,有专用指令,水平线.垂直线用G91加L或K(次数,用K还是L与系统有关)都通用.
羿樊怖4200法兰克加工中心钻孔,镗孔怎样手动编程? -
台柴纯19583516711 ______ 楼上 那程序傻子都知道是错的问题错在这几地方第一 G17 不用的 机床默认就是XY平面第二 G90 G17 G0 这段如果没加坐标 会报警第二 G98 G76 X---Y---..如果没Q偏移会使内圆有刀痕第四 G00 Z-- 安全高度,这里是浪费的.直接回换刀原点就好,前面有G98就回到了安全高度的.第五 循环打孔没取消会报警.没停转,虽然有M30,但这对主轴很大损伤.ok,我来编给你看G98G76X-.Y-.R-.Z-.Q0.1F45G80M5M9G0G91G30Z0.G30.M30这样就基本OK了,明了清楚.
羿樊怖4200数控加工中心打个141的洞怎么编程,说下步骤!
台柴纯19583516711 ______ 楼上的程序有点太多了!兄弟不妨看看这样可好? G0 G91 G28 Z0; G49 G80; T01 M06 G90 G54 X0 Y10 Z100; S1600 M03; M08; G43 H01 Z10; G98 G80 Z-15 R3 F80; X0 Y15 K50; X15 Y0 X20 Y0 K50; X0 Y-15; X0 Y-20 K39; G0 G28 Z0; G80 G49; M5; M30; 以上答案有几点需要补充的,第一:孔的直径要小于10,第二提问者没有特殊要求孔的摆列方法,
羿樊怖4200加工中心以角度进行钻孔怎么编程? -
台柴纯19583516711 ______ S1500 M3G16 极坐标打开G98G81X40(****圆周半径****)Y0.(**起始角度**)Z------R-----F-----G91Y60.(增量角度)Y60.Y60.Y60.Y60.G80 G15(循环结束,取消极坐标)这是三菱M70系统程序
羿樊怖4200UG10.0特殊钻孔,如何编程? -
台柴纯19583516711 ______ 先已中心钻钻定位孔,再使用G83钻孔命令编程钻孔,设置好Q值及抬刀高度值设为0.2即可轻松编程.
羿樊怖4200求加工中心铣钻铰的编程实例 -
台柴纯19583516711 ______ 对刀G54坐标系Xa Ya Za 第2个坐标系没用(Xb Yb Zb) 第2把刀(D20钻头)相对第一刀刀补H2 第3把刀(D16钻头)相对第一把刀刀补H3 第4把刀(D18铰刀) 相对第一把刀刀补H4 T1M6 G80 G40 G49 G90 G17 G15 G54 G00 Xa Ya Za(第...
羿樊怖4200加工中心装上侧铣头怎样编程铣孔 -
台柴纯19583516711 ______ 侧铣头的话,你的加工平面现在也不是G17了,改成G18/G19了.以前Z轴的动作,现在交给x轴,或y轴了.你尝试着修改下程序,摸索下,其实都一样的.
羿樊怖4200铣端面打中心孔机床怎么编程? -
台柴纯19583516711 ______ 使用ug软件编程的铣平面和钻中心孔功能即可.
羿樊怖4200加工中心镗孔具体怎么操作,能说明下步骤吗,还有镗孔编程怎么编,我用CIM IT 的
台柴纯19583516711 ______ 果你用的是BT40主轴的机床,那有以下几步. 一.预钻孔,舍弃式42左右的钻头先下,. 二.粗镗刀,分3刀到69.8,.代码G86 Z-161. R2. F随你 三.倒角,.走插补, G2 或者 G3 四.精镗,. G76 Z-160.5 R2. Q0.15 F120-F200左右. Q为让刀量, 精镗刀需要找对方向.M19后装刀. 望采纳..