车床加工锥度怎么查表
数控机床是一种高精度、高效率、高自动化的机床。其中,主轴是数控机床的核心部件,承担着转动工件、切削加工的任务,决定了加工的转速、切削力度和加工效率。因此,在使用数控机床时,需要选择合适的主轴结构和型号,定期进行维护和保养,以确保主轴的正常工作和寿命。同时,还应注意避免过度加工和超负荷工作等情况,以免造成设备损坏或工件加工质量下降等问题。
一、数控机床主轴的结构
数控机床主轴结构包括主轴头、轴承、齿轮传动装置、主轴箱体和主轴电机等部分。主轴头是主轴的前端部分,通常由主轴锥度、夹持装置和主轴鼻端等组成。轴承是支撑主轴的重要组成部分,主轴的旋转精度和稳定性直接与轴承的质量有关。齿轮传动装置通常由主轴齿轮、传动齿轮和动力源组成,主要作用是将电机的转动转换成主轴的转动。主轴箱体是主轴的支撑部分,它由前后两个端盖和中间的箱体组成,能够保证主轴的稳定性和刚性。主轴电机是主轴的驱动装置,通常由交流或直流电机和变速装置组成。
二、数控机床主轴工作原理
数控机床主轴的工作原理是通过电机的转动带动主轴的旋转,从而实现工件的切削加工。当主轴启动时,主轴电机产生的动力被传递到齿轮传动装置上,通过齿轮的转动带动主轴旋转。同时,由于主轴头的夹持装置将工件夹紧在主轴上,工件也随着主轴的旋转进行切削加工。
数控机床主轴
三、如何选择合适的数控机床主轴
市面上数控机床主轴品牌繁多,型号各异,那么我们如何选择合适的数控机床主轴呢?
1.在低速运转时具有高切削刚性,在高速运转时可抑制高转速振动,不同转速下皆可保持切削精度。
2.具有高加减速能力,最短时间内到达主轴工作转速,响应时间接近为0。
3.主轴灵敏度高,且无噪音,低震动,无背隙。
4.能够快速维护,减少停机带来的损失。
四、SycoTec数控机床主轴如何选型
SycoTec数控机床主轴有多个型号,其转速、功率、扭矩、尺寸、重量都有所不同,需根据加工的实际需求有针对性的去选择匹配的主轴型号。
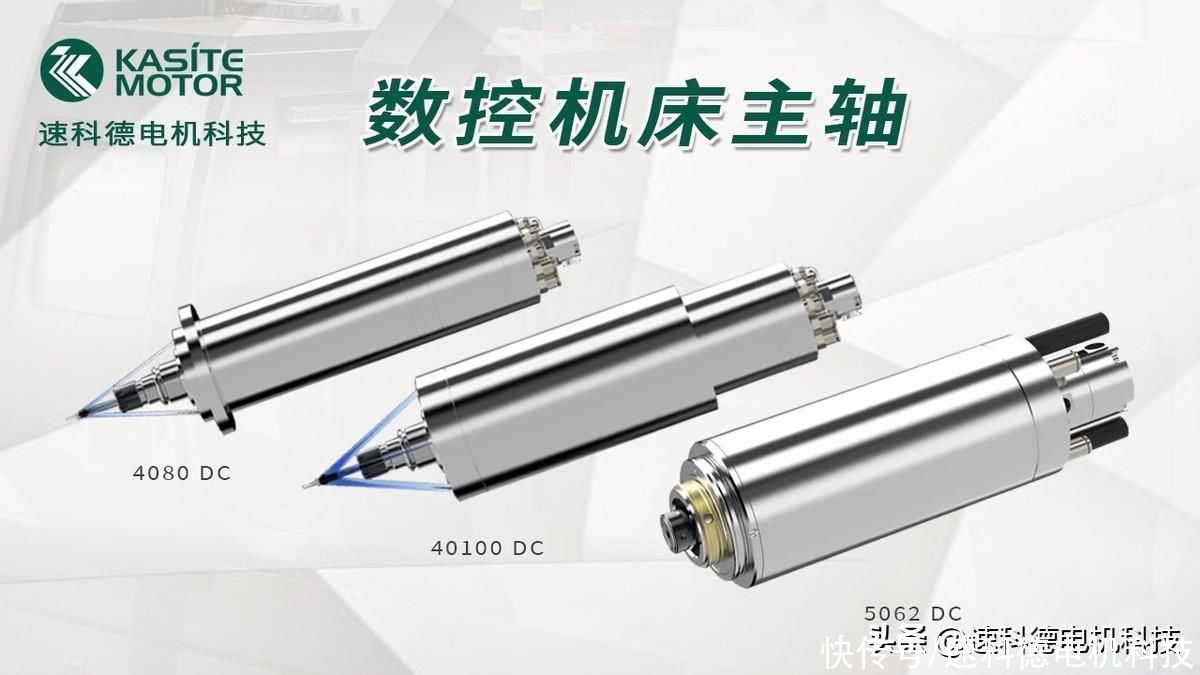
数控机床主轴
1.机床主轴4080 DC
陶瓷轴承,转速40,000rpm,最大扭矩5Nm,最大功率15,000W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
2.机床主轴40100 DC
陶瓷轴承,转速40,000rpm,最大扭矩8Nm,最大功率16,755W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
3.机床主轴5062DC
外壳夹装尺寸61.91mm,最大功率6KW,最高转速35000 rpm,最大扭矩3.5Nm,锥面跳动≤1μm,采用HSK-C32刀柄,手动换刀,无气缸设计,重量轻,约3kg
五、如何维护和保养数控机床主轴
电主轴的使用寿命除了本身的质量问题,其次就是在日常使用中的维护保养也非常之重要,通常情况下主轴工作的环境不会太好,特别是粉尘过多,环境温度较高等加工车间会降低主轴的使用寿命,为此主轴的日常维护保养还是非常重要的。
1.请根据实际使用的变频器需要的电压输入来接入变频器电源;并且接入变频器的电源必须经过滤波、稳定,保证接入变频器的电压没有波动。
2.主轴不能受到任何方向任何形式的撞击,主轴被撞击后动平衡会被破坏,甚至会导致轴承损坏,影响主轴使用寿命。
3.各个主轴通气后可达到密封状态,密封气流量请参考主轴外壳标签上的参数(必须严格控制密封气气压)。气压过大会破坏轴承的润滑脂或润滑系统,轴承失去润滑,主轴高速状态下轴承会损坏;气压过小则达不到密封作用。
主轴后端的换刀气压请参考主轴外壳上标签上参数,当换刀气压大于主轴外壳标签上参数时,气体会通过中间拉杆从前端转子锥面和夹头的贴合面、夹头缝隙吹出,起到清洁锥面的作用。特别是陶瓷插芯研磨的工艺,必须定期对锥面做清洁工作。
建议使用气压阀(带有压力表)调节气压,气压调节阀必须安装在靠近主轴密封气接口处,以保证进入主轴内的密封气压在规定范围内。而且进入主轴的换刀气、密封气都必须经过过滤以达到干燥、无尘的要求(具体过滤等级请参考下文)。
4.拆装夹头请使用配套的专业工具
5.必须根据现场切削条件来确定刀具选型、主轴转速等相关参数设定。
6.主轴的驱动电缆请使用我司配套的电缆,不能私自制作达不到要求的线缆。
7.建议对主轴使用水冷装置进行散热、冷却;同时需要定期检查水冷装置的运行情况,如果异常请立即停止使用主轴,排查和修复后才能使用。
8.请注意所使用夹头的锥面必须保持干净,无刮伤,否则会改变主轴转子前端锥面精度,导致无法锁紧刀具,造成掉刀、断刀的故障。
六、关于速科德
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"9cabae02ebda19b94","img_data":[{"flag":2,"img":[{"desc":"","height":"717","title":"","url":"https://p0.ssl.img.360kuai.com/t01f110bf6fe9980836.jpg","width":"1200"},{"desc":"","height":"675","title":"","url":"https://p0.ssl.img.360kuai.com/t01a728b494a9394b14.jpg","width":"1200"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1690858080000,"pure":"","rawurl":"http://zm.news.so.com/a9b9fe460ea4507b970f6e30d071473f","redirect":0,"rptid":"42805bed832e6216","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[],"title":"数控机床主轴品牌选择及选型,如何维护和保养?
游彬琛1699机床做出工件有锥度可以用百分表测出来吗 -
席赖都13424151551 ______ 看精度级别了.外锥精度不高的话,可以配合简单工装和表架可以测量出来,精度高可以用三坐标和正玄规等测量手段.如果用于检测工件,且批量大的话,最好做专用量仪,可以用电感量仪.内锥一般情况下用锥度量仪,详情可查阅如下产品资料http://www.pflchina.cn//product.php?name=20141023104219
游彬琛1699车床 车锥度计算方法,计算出的结果是查哪个了 -
席赖都13424151551 ______ 查正切.也就是tan(X).
游彬琛1699车床加工锥度怎么计算 -
席赖都13424151551 ______ 就是大头外圆尺寸减-小头外圆尺寸除以长度在乘以28.7就算出锥度来了.
游彬琛1699怎样计算车床加工锥度7:24 -
席赖都13424151551 ______ 最简单查表. 1度=60分 7:24 * 60就等于度数
游彬琛1699普通车床怎样车160度锥度 -
席赖都13424151551 ______ 如果不是数控车床,你可以把小托板转动至设计要求锥度的1/2角度,试车一刀(直径要小于锥度样规大端直径)用样规试一下,在调整小托板角度,直至符合要求. 如果是数控车床,就要按照设计要求锥度,算好大端直径和小端直径的差,从...
游彬琛1699车床加工锥度计算方法(在车床上加工锥度的方法有四种)
席赖都13424151551 ______ 1、锥度的计算公式:-(大头直径-小头直径)÷(2*锥度的总长)=度数-.2、通常在普车上加工锥度都是调中托板上面的角度,先要先算好锥度的角度是多少锥度应该是大径减小径与它们之间距离的比值.
游彬琛1699车床圆锥度的计算公式是什么? -
席赖都13424151551 ______ 普通车床没必要算那么精确,因为算准了你小滑板又扳不准,算三角函数没计算器还得查表.近似的算法是大径减小径除以圆锥的长度再乘以28.65就是小滑板要转过的角度啦! (50-30)/30*28.65约=29度.差不多就可以了啦.扳了角度要留余量再试车削,再微调,直到符合图纸要求为止.
游彬琛1699谁知道机械加工到的锥度计算工式
席赖都13424151551 ______ 用工件锥度的大直径减小直径,再除以二倍长度,得到的数去查三角函数表,找正切所对应的度数就是车床小刀架要扳的度数
游彬琛1699工件车床加工出现锥度和椭圆怎么办 -
席赖都13424151551 ______ 工件车床加工出现锥度和椭圆决绝办法: 1.,用百分表打下主轴是否有跳动,也是检查一下主轴偏了没 2.把压力调大一些防止工件有径向跳动. 3,尽量把精车余量留个0.2MM就好了,工件尽可能伸出短些 4,看一下车刀中心高对吗 5.用水平仪检测导轨是否水平 6,都不行的话就是丝杠有间隙了如不想修的话就采取锥度编程把它纠正过来吧.