换刀点参数
为了配合机床的高效率,主轴自动换刀成为高速加工的重要技术内容。目前SycoTec 4033 AC系列主轴自动换刀主要有气动换刀和电动换刀两种方式。
一、4033 AC气动换刀
1.如何实现气动换刀
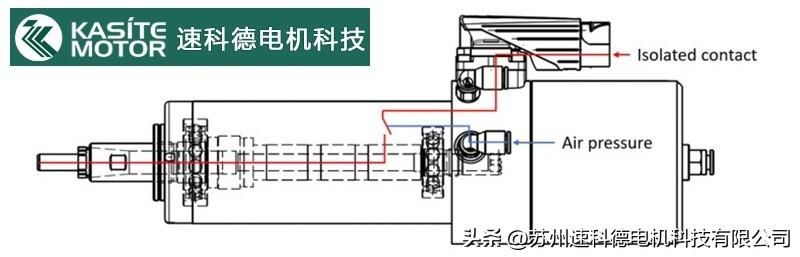
主轴换刀需在尾部tool change气孔通5.5-6bar的换刀气压,此时夹头松开,即可更换刀具。

2.对刀功能以气动方式激活
当激活对刀功能时,活塞与刀具接通。活塞与主轴壳体(PE/GND)绝缘。电触点在主轴线缆插座中实现。
对刀功能是轴和活塞之间的机械连接。因此,对刀功能只能在轴静止时使用。只有在对刀功能停用后,轴才能启动。
3.接线


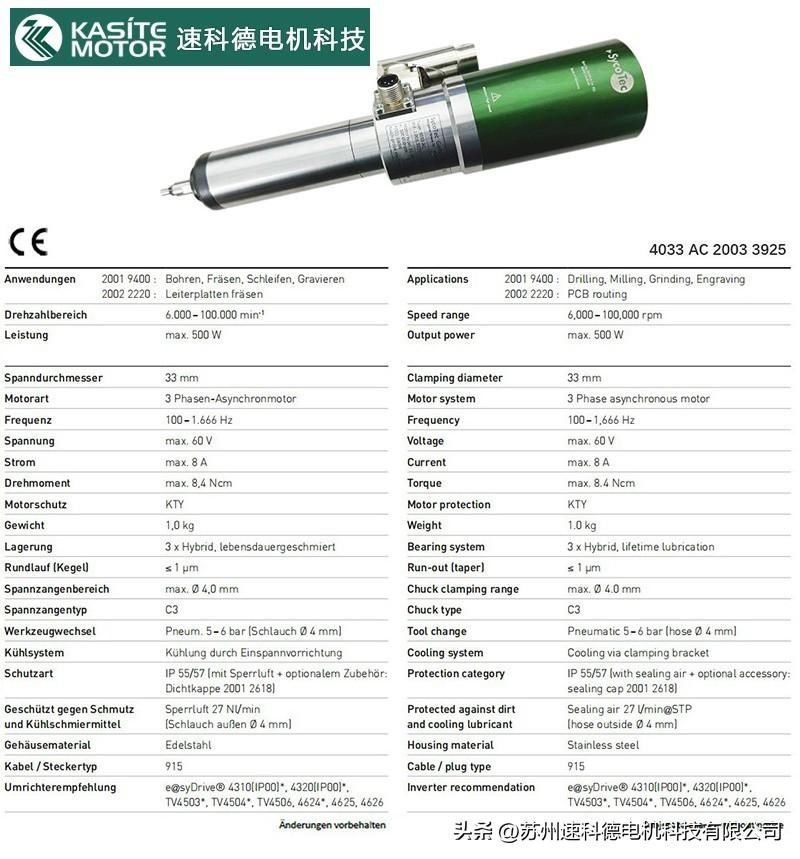
4.气动换刀主轴基本参数

二、4033 AC电动换刀
1.如何实现电动换刀
主轴换刀需在连接器M12-A 5的pin3(DI1)处通+24V高电平,此时换刀机构电机动作,夹头松开,即可更换刀具。

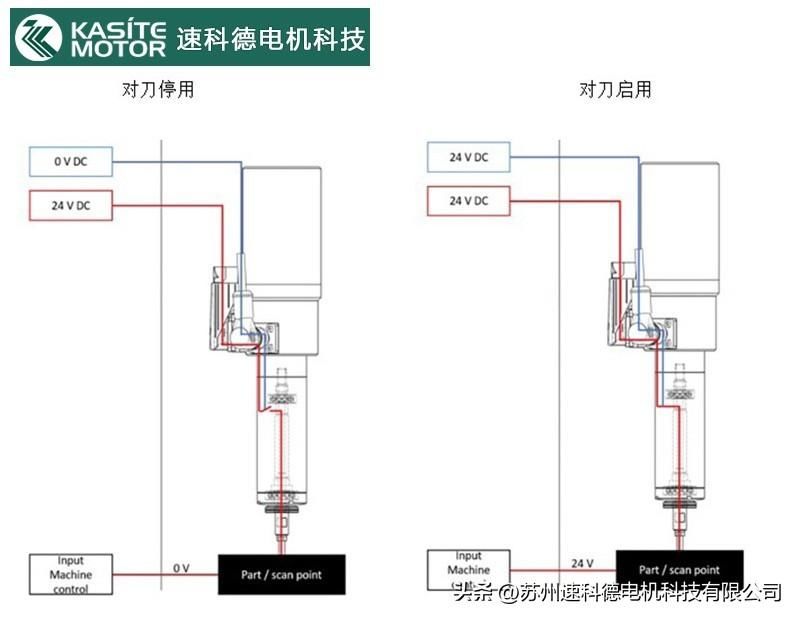
2.对刀功能以电方式激活
当对刀功能激活时,活塞与刀具建立导电接触。活塞与主轴壳体(PE/GND)电气隔离。电触点在主轴线缆插座中实现。对刀功能由M12-A5插座中的引脚4供电,用于电动换刀对刀功能是轴和活塞之间的机械连接。因此,对刀功能只能在轴静止时使用。只有在对刀功能被停用后,轴才能再次加速。
3.接线

4.电动换刀主轴基本参数
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"94136a889bc80e28f","img_data":[{"flag":2,"img":[{"desc":"","height":"761","title":"","url":"https://p0.ssl.img.360kuai.com/t010af875fb23d95fe3.jpg","width":"800"},{"desc":"","height":"257","title":"","url":"https://p0.ssl.img.360kuai.com/t018d0ad05b5dab14b3.jpg","width":"800"},{"desc":"","height":"547","title":"","url":"https://p0.ssl.img.360kuai.com/t0119d2758ca01eb67e.jpg","width":"800"},{"desc":"","height":"634","title":"","url":"https://p0.ssl.img.360kuai.com/t01ca5186737147bff0.jpg","width":"800"},{"desc":"","height":"859","title":"","url":"https://p0.ssl.img.360kuai.com/t01baf1dbbfeb0671eb.jpg","width":"800"},{"desc":"","height":"905","title":"","url":"https://p0.ssl.img.360kuai.com/t01724fa11e4d83d70c.jpg","width":"800"},{"desc":"","height":"620","title":"","url":"https://p0.ssl.img.360kuai.com/t018ebb0bdad6e9fb2a.jpg","width":"800"},{"desc":"","height":"640","title":"","url":"https://p0.ssl.img.360kuai.com/t0121bcede27df91b59.jpg","width":"800"},{"desc":"","height":"859","title":"","url":"https://p0.ssl.img.360kuai.com/t016b316205eac4dde4.jpg","width":"800"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1705550400000,"pure":"","rawurl":"http://zm.news.so.com/af8cdfb75c76a769568895eed8f589de","redirect":0,"rptid":"ddde9abde99ebc8d","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[],"title":"SycoTec 4033 AC气动换刀与电动换刀技术详解
赵晶璐2241法拿科系统的数控加工中心换刀零点怎么找 -
苏尝辉19343691732 ______ 网上查的,不懂.参数1241 换刀点 位置. 主轴跟刀库撞在一起 看来你的是 直接换刀(无机械手的) 在刀库上装一把 无拉丁的刀具 把Z轴 回到零点 然后刀库摆到主轴位,使用手轮 慢慢往下摇Z轴 快要完全夹住刀柄时 差不多还有5毫米时(最好 你去看一下 其他机床 的这个位置) 然后看 机械坐标 Z轴的是多少 不要小数点 把六位数字 写进1241 就可以啦
赵晶璐2241数控编程%和O怎么用 -
苏尝辉19343691732 ______ % 是程序的开始和结束符,一般机床都会自己加上,不输入也可以.不过有些仿真软件必须得自己输入. O 是程序名的标识从O0001~O9999 可以用来新建或打开已有的程序.例如O0001 +insert就能新建或打开一个程序.
赵晶璐2241如何确定数控机床对刀点和换刀点 -
苏尝辉19343691732 ______ 目前的数控机床不存在固定的对刀点,哪里方便就在哪里对刀. 也就是说,确定对刀点的原则是:方便对刀. 只要懂得对刀的原理,就不用纠结对刀点的问题. 确定换刀点的原则是:安全、高效. 安全和高效是相互矛盾的,换刀点很远,当然更安全,但是效率降低了. 加工中心一般是在参考点换刀,而参考点的位置也是可以调整的. 数控车床的换刀点可以随意设置,只要确保安全就没问题,每一把刀的换刀点可以不同(往往不同). 如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
赵晶璐2241加工中心换刀 -
苏尝辉19343691732 ______ 加工中心自动换刀时注意事项.刀具不能不过长,过重,刀盘直径不能过大. 1.刀具装太长的话,刀具再往刀库装的时候会碰到机床钣金或与工件发生碰撞. 2.刀具太重机械手抓刀以后容易掉刀或刀套承受不起它的重量. 3.刀盘直径如果过大,在刀库里会与相邻刀具发生碰撞. 4.换刀的过程中注意机械手下拉刀具的时候不能与工作台上的工件,夹具发生干涉.要提前算好机械手抓刀下来的位置.你可以Z X Y轴先回零再执行换刀命令. 5.换刀的过程中不要随意执行复位,暂停,急停.(紧急情况除外)搞不好会出现卡刀,刀库乱刀的现象. 还有就是要保证气压充足.个人经验总结 望采纳!
赵晶璐2241对刀点与换刀点如何确定?
苏尝辉19343691732 ______ 换刀点有固定的(如加工机床),也有任意设定的一点(如车床),总之就是设在工件和夹具的外部,以不碰工件和其他部件为准:对刀点,即刀具相对工件运动的起点,有的时候可以和换刀点一样……原则是找正容易,加工过程中方便检查!希望给您带来帮助……
赵晶璐2241加工中心g30 怎么自己去设置 -
苏尝辉19343691732 ______ g28是机床的原点位置,即机械坐标的零点位置 g30为机床的第二原点,一般是设置为机床的自动换刀点位置,在机床出厂之前都先预调好后存在参数里的,如果机床精度发生偏差或发生事故的导致之前换刀点位置已不能正常换刀的话就需要通过专用量具(主轴三件套)重新调整好位置,再把调好后的换刀点位置坐标输入相关参数
赵晶璐2241刀位点的概念? -
苏尝辉19343691732 ______ 刀位点 是指刀具的定位基准点.圆柱铣刀的刀位点是刀具中心线与刀具底面的交点;球头铣刀的刀位点是球头的球心点;车刀的刀位点是刀尖或刀尖圆弧中心;钻头的刀位点是钻头顶点.各类数控机床的对刀方法是不完全一样的,这一内容将结合各类机床分别讨论.
赵晶璐2241简述对刀点、刀位点、换刀点概念. -
苏尝辉19343691732 ______[答案] 对刀点是指程序起点处刀具刀位点;换刀点则是指加工过程中需要换刀时刀具的相对位置点.对刀点可以设置在零件、夹具上或机床上面,尽可能设在零件的设计基准或工艺基准上;换刀点往往设在工件的外部,以能顺利换刀、不...
赵晶璐2241什么是换刀点? -
苏尝辉19343691732 ______ 换刀点是指在加工过程中自动换到位置
赵晶璐2241FANUC系统加工中心怎么对刀? -
苏尝辉19343691732 ______ 然后在MDI方式下机床Z向坐标不动,输入G43H6(6号刀)验证是看那里来确定对不对的? 回答: 你做模具吗?我以前做模具就用这种圆棒方法,现在不用了.有两种对刀给刀补的方法,简单的方法是假如圆棒是 10毫米的,加工面为零点,选择...