端面的车削方法
阀门在工厂里只是小小的角色,然而一旦故障,造成的影响可不小。特别是调节阀,在阀门里算是比较笨重的,也因此,在出现故障时,问题很难找准,且常常费力不讨好。
今天为大家介绍常见调节阀故障的处理方法,一起来看看吧!
出现故障时,重点检查哪些部位?
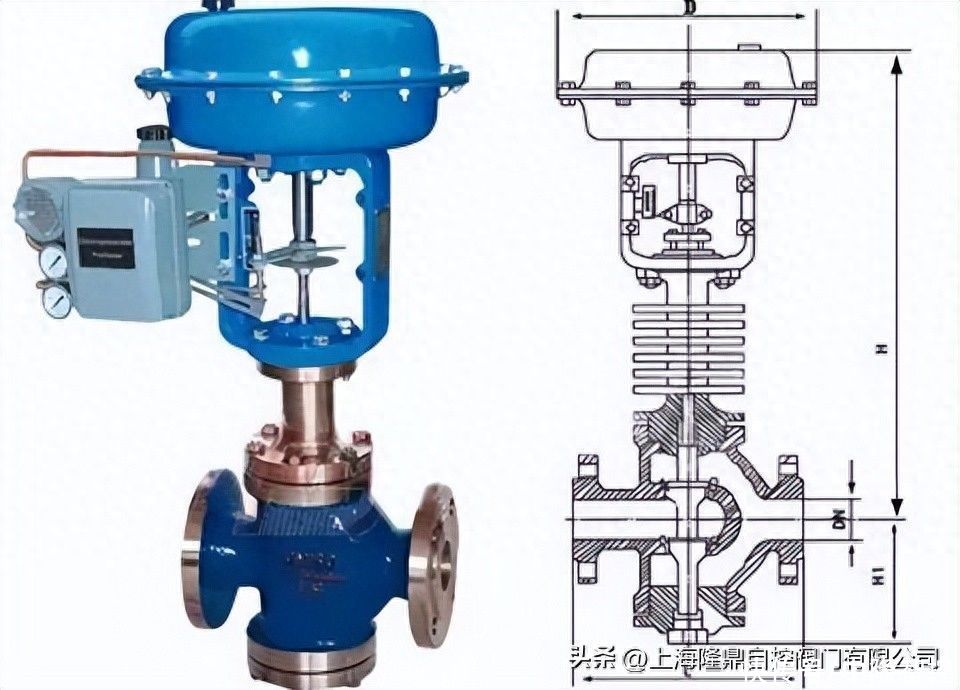
1阀体内壁
对于使用在高压差和腐蚀性介质场合的调节阀,阀体内壁经常受到介质的冲击和腐蚀,必须重点检查耐压,耐腐的情况。
2阀座
调节阀在工作时,因介质渗入,固定阀座用的螺纹内表面易受腐蚀 而使阀座松动,检查时应予注意。对高压差下工作的阀,还应检查阀座的密封面是否被冲坏。
3阀芯
阀芯是调节阀工作时的可动部件,受介质的冲刷,腐蚀最为严重,检修时要认真检查阀芯各部分是否被腐蚀,磨损,特别是高压差的情况下阀芯的磨损更为严重,(因汽蚀现象)应予注意。阀芯损坏严重时应进行更换。另外还应注意阀杆是否也有类似的现象,或与阀芯连接松动等。
4“O"型密封圈和其他密封垫
是否老化,裂损。
5聚四氟乙烯填料,密封润滑油脂
是否老化,配合面是否被损坏,应在必要时更换。
调节阀外泄,怎么办?

1增加密封油脂
对未使用密封油脂的阀,可考虑增加密封油脂来提高阀杆密封性能。
2增加填料
为提高填料对阀杆的密封性能,可采用增加填料的方法。通常是采用双层、多层混合填料形式,单纯增加数量,如将3片增到5片,效果并不明显。
3更换石墨填料
大量使用的四氟填料,因其工作温度在-20~+200℃范围内,当温度在上、下限,变化较大时,其密封性便明显下降,老化快,寿命短。
柔性石墨填料可克服这些缺点且使用寿命长。因而有的工厂全部将四氟填料改为石墨填料,甚至新购回的调节阀也将其中的四氟填料换成石墨填料后使用。但使用石墨填料的回差大,初时有的还产生爬行现象,对此必须有所考虑。
4改变流向,置P2在阀杆端
当△P较大,P1又较大时,密封P1显然比密封P2困难。因此,可采取改变流向的方法,将P1在阀杆端改为P2在阀杆端,这对压力高、压差大的阀是较有效的。如波纹管阀就通常应考虑密封P2。
5采用透镜垫密封
对于上、下盖的密封,阀座与上、下阀体的密封。若为平面密封,在高温高压下,密封性差,引起外泄,可以改用透镜垫密封,能得到满意的效果。
6更换密封垫片
至今,大部分密封垫片仍采用石棉板,在高温下,密封性能较差,寿命也短,引起外泄。遇到这种情况,可改用缠绕垫片,“O”形环等,现在许多厂已采用。
7对称拧螺栓,采用薄垫圈密封
在“O”形圈密封的调节阀结构中,采用有较大变形的厚垫片(如缠绕片)时,若压紧不对称,受力不对称,易使密封破损、倾斜并产生变形,严重影响密封性能。
因此,在对这类阀维修、组装中,必须对称地拧紧压紧螺栓(注意不能一次拧紧)。厚密封垫如能改成薄的密封垫就更好,这样易于减小倾斜度,保证密封。
8增大密封面宽度
平板型阀芯(如两位型阀、套筒阀的阀塞),在阀座内无引导和导向曲面,由于阀在工作的时候,阀芯受到侧向力,从流进方靠向流出方,阀芯配合间隙越大,这种单边现象越严重,加之变形,不同心,或阀芯密封面倒角小(一般为30°倒角来引导),因而接近关闭时,产生阀芯密封面倒角端面置于阀座密封面上,造成关闭时阀芯跳动,甚至根本关不到位的情况,使阀泄漏量大大增加。
最简单、最有效的解决方法,就是增大阀芯密封面尺寸,使阀芯端面的最小直径比阀座直径小1~5mm,有足够的引导作用,以保证阀芯导进阀座,保持良好的密封面接触。
调节阀振动,如何解决?
1增加刚度
对振荡和轻微振动,可增大刚度来消除或减弱,如选用大刚度的弹簧,改用活塞执行机构等办法都是可行的。
2增加阻尼
增加阻尼即增加对振动的摩擦,如套筒阀的阀塞可采用“O”形圈密封,采用具有较大摩擦力的石墨填料等,这对消除或减弱轻微的振动还是有一定作用的。
3
增大导向尺寸,减小配合间隙
轴塞形阀一般导向尺寸都较小,所有阀配合间隙一般都较大,有0.4~1mm,这对产生机械振动是有帮助。因此,在发生轻微的机械振动时,可通过增大导向尺寸,减小配合间隙来削弱振动。
4
改变节流件形状,消除共振
因调节阀的所谓振源发生在高速流动、压力急剧变化的节流口,改变节流件的形状即可改变振源频率,在共振不强烈时比较容易解决。
具体办法是将在振动开度范围内阀芯曲面车削0.5~1.0mm。如某厂家属区附近安装了一台自力式压力调节阀,因共振产生啸叫影响职工休息,将阀芯曲面车掉0.5mm后,共振啸叫声消失。
5更换节流件消除共振
其方法有:
- 更换流量特性,对数改线性,线性改对数;
- 更换阀芯形式。如将轴塞形改为“V”形槽阀芯,将双座阀轴塞型改成套筒型;
- 将开窗口的套筒改为打小孔的套筒等。
如某氮肥厂一台DN25双座阀,阀杆与阀芯连接处经常振断,我们确认为共振后,将直线特性阀芯改为对数性阀芯,问题得到解决。又如某航空学院实验室用一台DN200套筒阀,阀塞产生强烈旋转无法投用,将开窗口的套筒改为打小孔的套筒后,旋转立即消失。
6更换调节阀类型以消除共振
不同结构形式的调节阀,其固有频率自然不同,更换调节阀类型是从根本上消除共振的最有效的方法。
一台阀在使用中共振十分厉害———强烈地振动(严重时可将阀破坏),强烈地旋转(甚至阀杆被振断、扭断),而且产生强烈的噪音(高达100多分贝)的阀,只要把它更换成一台结构差异较大的阀,立刻见效,强烈共振奇迹般地消失。
如某维尼纶厂新扩建工程选用一台DN200套筒阀,上述三种现象都存在,DN300的管道随之跳动,阀塞旋转,噪音100多分贝,共振开度20~70%,考虑共振开度大,改用一台双座阀后,共振消失,投运正常。
7减小汽蚀振动法
对因空化汽泡破裂而产生的汽蚀振动,自然应在减小空化上想办法。
- 让气泡破裂产生的冲击能量不作用在固体表面上,特别是阀芯上,而是让液体吸收。套筒阀就具有这个特点,因此可以将轴塞型阀芯改成套筒型。
- 采取减小空化的一切办法,如增加节流阻力,增大缩流口压力,分级或串联减压等。
8避开振源波击法
外来振源波击引起阀振动,这显然是调节阀正常工作时所应避开的,如果产生这种振动,应当采取相应的措施。
调节阀噪音大,怎么办?

1消除共振噪音
只有调节阀共振时,才有能量叠加而产生100多分贝的强烈噪音。有的表现为振动强烈,噪音不大,有的振动弱,而噪音却非常大;有的振动和噪音都较大。
这种噪音产生一种单音调的声音,其频率一般为3000~7000赫兹。显然,消除共振,噪音自然随之消失。
2消除汽蚀噪音
汽蚀是主要的流体动力噪音源。空化时,汽泡破裂产生高速冲击,使其局部产生强烈湍流,产生汽蚀噪音。
这种噪音具有较宽的频率范围,产生格格声,与流体中含有砂石发出的声音相似。消除和减小汽蚀是消除和减小噪音的有效办法。
3使用厚壁管线
采用厚壁管是声路处理办法之一。使用薄壁可使噪音增加5分贝,采用厚壁管可使噪音降低0~20分贝。同一管径壁越厚,同一壁厚管径越大,降低噪音效果越好。
如DN200管道,其壁厚分别为6.25、6.75、8、10、12.5、15、18、20、21.5mm时,可降低噪音分别为-3.5、-2(即增加)、0、3、6、8、11、13、14.5分贝。当然,壁越厚所付出的成本就越高。
4采用吸音材料
这也是一种较常见、最有效的声路处理办法。可用吸音材料包住噪音源和阀后管线。
必须指出,因噪音会经由流体流动而长距离传播,故吸音材料包到哪里,采用厚壁管至哪里,消除噪音的有效性就终止到哪里。
这种办法适用于噪音不很高、管线不很长的情况,因为这是一种较费钱的办法。
5串联消音器
本法适用于作为空气动力噪音的消音,它能够有效地消除流体内部的噪音和抑制传送到固体边界层的噪音级。对质量流量高或阀前后压降比高的地方,本法最有效而又经济。
使用吸收型串联消音器可以大幅度降低噪音。但是,从经济上考虑,一般限于衰减到约25分贝。
6隔音箱
使用隔音箱、房子和建筑物,把噪音源隔离在里面,使外部环境的噪音减小到人们可以接受的范围内。
7串联节流
在调节阀的压力比高(△P/P1≥0.8)的场合,采用串联节流法,就是把总的压降分散在调节阀和阀后的固定节流元件上。如用扩散器、多孔限流板,这是减少噪音办法中最有效的。
为了得到最佳的扩散器效率,必须根据每件的安装情况来设计扩散器(实体的形状、尺寸),使阀门产生的噪音级和扩散器产生的噪音级相同。
8选用低噪音阀
低噪音阀根据流体通过阀芯、阀座的曲折流路(多孔道、多槽道)的逐步减速,以避免在流路里的任意一点产生超音速。有多种形式,多种结构的低噪音阀(有为专门系统设计的)供使用时选用。
当噪音不是很大时,选用低噪音套筒阀,可降低噪音10~20分贝,这是最经济的低噪音阀。
调节阀堵塞,如何防范?

1清洗法
管路中的焊渣、铁锈、渣子等在节流口、导向部位、下阀盖平衡孔内造成堵塞或卡住使阀芯曲面、导向面产生拉伤和划痕、密封面上产生压痕等。这经常发生于新投运系统和大修后投运初期。这是最常见的故障。
遇此情况,必须卸开进行清洗,除掉渣物,如密封面受到损伤还应研磨;同时将底塞打开,以冲掉从平衡孔掉入下阀盖内的渣物,并对管路进行冲洗。投运前,让调节阀全开,介质流动一段时间后再纳入正常运行。
2外接冲刷法
对一些易沉淀、含有固体颗粒的介质采用普通阀调节时,经常在节流口、导向处堵塞,可在下阀盖底塞处外接冲刷气体和蒸汽。
当阀产生堵塞或卡住时,打开外接的气体或蒸气阀门,即可在不动调节阀的情况下完成冲洗工作,使阀正常运行。
3安装管道过滤器
对小口径的调节阀,尤其是超小流量调节阀,其节流间隙特小,介质中不能有一点点渣物。
遇此情况堵塞,最好在阀前管道上安装一个过滤器,以保证介质顺利通过。
带定位器使用的调节阀,定位器工作不正常,其气路节流口堵塞是最常见的故障。
因此,带定位器工作时,必须处理好气源,通常采用的办法是在定位器前气源管线上安装空气过滤减压阀。
4增大节流间隙
如介质中的固体颗粒或管道中被冲刷掉的焊渣和锈物等因过不了节流口造成堵塞、卡住等故障,可改用节流间隙大的节流件—节流面积为开窗、开口类的阀芯、套筒,因其节流面积集中而不是圆周分布的,故障就能很容易地被排除。
如果是单、双座阀就可将柱塞形阀芯改为“V”形口的阀芯,或改成套筒阀等。
例如某化工厂有一台双座阀经常卡住,推荐改用套筒阀后,问题马上得到解决。
5介质冲刷法
利用介质自身的冲刷能量,冲刷和带走易沉淀、易堵塞的东西,从而提高阀的防堵功能。
常见的方法有:
- 改作流闭型使用;
- 采用流线型阀体;
- 将节流口置于冲刷最厉害处,采用此法要注意提高节流件材料的耐冲蚀能力。
6直通改为角形
直通为倒S流动,流路复杂,上、下容腔死区多,为介质的沉淀提供了地方。角形连接,介质犹如流过90℃弯头,冲刷性能好,死区小,易设计成流线形。因此,使用直通的调节阀产生轻微堵塞时可改成角形阀使用。
","gnid":"9acb6094f30748e27","img_data":[{"flag":2,"img":[{"desc":"","height":"1074","title":"","url":"https://p0.ssl.img.360kuai.com/t01efb6eaf47ac0f44d.jpg","width":"1280"},{"desc":"","height":"690","title":"","url":"https://p0.ssl.img.360kuai.com/t0114a72c40b7a43303.jpg","width":"960"},{"desc":"","height":"688","title":"","url":"https://p0.ssl.img.360kuai.com/t016997dc31d023de65.jpg","width":"1070"},{"desc":"","height":"900","title":"","url":"https://p0.ssl.img.360kuai.com/t017a10a090a1a30699.jpg","width":"960"},{"desc":"","height":"1150","title":"","url":"https://p0.ssl.img.360kuai.com/t01472a8fc8684e2ae1.jpg","width":"994"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1695342480000,"pure":"","rawurl":"http://zm.news.so.com/0bb1966122928425228b0e857a56ddea","redirect":0,"rptid":"813f350ebaf10df5","rss_ext":[],"s":"t","src":"中隆智控","tag":[],"title":"中隆鼎控电动气动阀门故障及维修外泄、振动、噪音、堵塞
卞雪飞4727机械加工常识中台阶轴车削操作步骤有哪些?
宣滢放17844962450 ______ 操作步骤如下: (1)检查毛坯尺寸,用三爪卡盘夹持毛坯外圆,伸出长60 mm, 校正. (2)粗、精车端面,作为长度测量基准. (3)粗车0 28 mmaM2mm,留精车余量1 ...
卞雪飞4727什么叫车削 -
宣滢放17844962450 ______ 车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法.车削加工的切削能主要由工件而不是刀具提供.车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位.车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀.
卞雪飞4727普通车床除尾坐顶尖车刀对主轴中心外,还有什么方法车刀对准主轴中心? -
宣滢放17844962450 ______ 车刀对中心的方法: 1、查看机床说明书,它会告诉你车刀的中心高是多少,但不十分准确,因为存在制造误差; 2、就是你说的方法,利用尾座顶尖对车刀中心高; 3、最准确的方法是用90°偏刀车削端面,如果刀尖高了或低了,可调整垫片的厚度(微调的话,可用一至二层砂布作垫片),使中心高对准. 调整好车刀中心高后,别忘了最后一步:将车刀连同垫片一起取下,放在中拖板导轨面上,用刀尖在中拖板垂直面上刻划一条线,下次对刀就以这条线为准.
卞雪飞4727车床车削加工加工路线一般怎么选择? -
宣滢放17844962450 ______ 车削加工路线的确定原则是保证加工质量的前提下,走刀路线最短. (1)粗车时走刀路线可以根据切削的位置进行改变,如粗车外圆时,可以采用减少径向分层数的走刀方式,车端面时可以用减少轴向分层次数的方式; (2)精车时,要以保证零...
卞雪飞4727车床主要车刀的种类及每种车刀的手动对刀方式,要详细的.谢谢啦 -
宣滢放17844962450 ______ 一般可区zhidao分为: (1)右手车刀:由右向左,车削工件外径. (2)左手车刀:由左向右,车削工件外径. (3)圆鼻车刀:刀刃为圆弧形,可以左右方向车削,适合圆角或曲面之车削. (4)右侧车刀:车削右侧端面. (5)左侧车刀:车削左侧端面. (6)切断刀:用于切断或切槽. (7)内孔回车刀:用于车削内答孔. (8)外螺纹车刀:用于车削外螺纹. (9)内螺纹车刀:用于车削内螺纹. 对刀: 就是刀碰到了工件的一个数据点. 这个很难解释
卞雪飞4727中,常见的加工方法有哪些 -
宣滢放17844962450 ______ 常见的机械加工方式有:车削、铣削、磨削、镗、钻、线切割、电火花等.管机床是大是小,是简单还是复杂,都可分为五大类,这五大类也就是使金属成型的五种基本方法,机械加工有钻削、车削与镗孔、铣削、磨削和牛头刨五种方法,这些...
卞雪飞4727普通车床上如何车削正方体 -
宣滢放17844962450 ______ 就是找个接近正方体的毛坯料,用四爪卡盘,不断的变换装夹位置,只要是因为,车床只能车削端面.关键就是每车一次端面,尽可能保证装夹面与端面的垂直度,这样经过不断的车削(很可能需要6次以上)来完成.
卞雪飞4727如何用Mastercam编车削端面圆弧的程序? -
宣滢放17844962450 ______ 1. 绘制车削加工零件母线; 2. 设置刀具参数; 3. 设置装夹形式及毛坯参数; 4. 模拟加工; 5. 后处理出车削加工程序.
卞雪飞4727什麽是车削加工..?
宣滢放17844962450 ______ 车削加工 就是在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求. 车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法.车削加工的切削能主要由工件而不...
卞雪飞4727车床主要用于加工哪些端面?
宣滢放17844962450 ______ 车床主要用于加工各种回转表面和回转体的端面.如车削内外圆柱面、圆锥面、环槽及成形回转表面,车削端面及各种常用的螺纹,配有工艺装备还可加工各种特形面.在车床上还能做钻孔、扩孔、铰孔、滚花等工作. 各种回转表面和回转体的端面.如车削内外圆柱面、圆锥面、环槽及成形回转表面,车削端面及各种常用的螺纹,配有工艺装备还可加工各种特形面.在车床上还能做钻孔、扩孔、铰孔、滚花等工作.