车床有锥度是怎么回事
数控机床是一种高精度、高效率、高自动化的机床。其中,主轴是数控机床的核心部件,承担着转动工件、切削加工的任务,决定了加工的转速、切削力度和加工效率。因此,在使用数控机床时,需要选择合适的主轴结构和型号,定期进行维护和保养,以确保主轴的正常工作和寿命。同时,还应注意避免过度加工和超负荷工作等情况,以免造成设备损坏或工件加工质量下降等问题。
一、数控机床主轴的结构
数控机床主轴结构包括主轴头、轴承、齿轮传动装置、主轴箱体和主轴电机等部分。主轴头是主轴的前端部分,通常由主轴锥度、夹持装置和主轴鼻端等组成。轴承是支撑主轴的重要组成部分,主轴的旋转精度和稳定性直接与轴承的质量有关。齿轮传动装置通常由主轴齿轮、传动齿轮和动力源组成,主要作用是将电机的转动转换成主轴的转动。主轴箱体是主轴的支撑部分,它由前后两个端盖和中间的箱体组成,能够保证主轴的稳定性和刚性。主轴电机是主轴的驱动装置,通常由交流或直流电机和变速装置组成。
二、数控机床主轴工作原理
数控机床主轴的工作原理是通过电机的转动带动主轴的旋转,从而实现工件的切削加工。当主轴启动时,主轴电机产生的动力被传递到齿轮传动装置上,通过齿轮的转动带动主轴旋转。同时,由于主轴头的夹持装置将工件夹紧在主轴上,工件也随着主轴的旋转进行切削加工。
数控机床主轴
三、如何选择合适的数控机床主轴
市面上数控机床主轴品牌繁多,型号各异,那么我们如何选择合适的数控机床主轴呢?
1.在低速运转时具有高切削刚性,在高速运转时可抑制高转速振动,不同转速下皆可保持切削精度。
2.具有高加减速能力,最短时间内到达主轴工作转速,响应时间接近为0。
3.主轴灵敏度高,且无噪音,低震动,无背隙。
4.能够快速维护,减少停机带来的损失。
四、SycoTec数控机床主轴如何选型
SycoTec数控机床主轴有多个型号,其转速、功率、扭矩、尺寸、重量都有所不同,需根据加工的实际需求有针对性的去选择匹配的主轴型号。
数控机床主轴
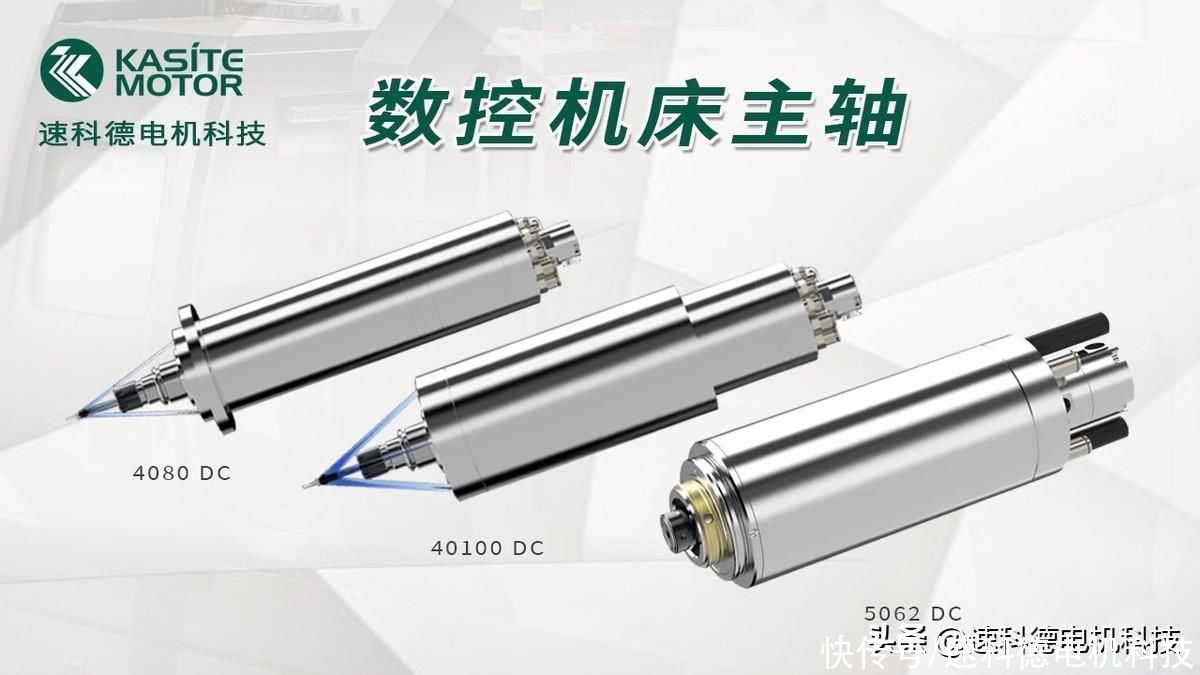
1.机床主轴4080 DC
陶瓷轴承,转速40,000rpm,最大扭矩5Nm,最大功率15,000W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
2.机床主轴40100 DC
陶瓷轴承,转速40,000rpm,最大扭矩8Nm,最大功率16,755W,锥面跳动≤1μm,6个喷嘴同时内外冷却,自动换刀,自动锥面清洁
3.机床主轴5062DC
外壳夹装尺寸61.91mm,最大功率6KW,最高转速35000 rpm,最大扭矩3.5Nm,锥面跳动≤1μm,采用HSK-C32刀柄,手动换刀,无气缸设计,重量轻,约3kg
五、如何维护和保养数控机床主轴
电主轴的使用寿命除了本身的质量问题,其次就是在日常使用中的维护保养也非常之重要,通常情况下主轴工作的环境不会太好,特别是粉尘过多,环境温度较高等加工车间会降低主轴的使用寿命,为此主轴的日常维护保养还是非常重要的。
1.请根据实际使用的变频器需要的电压输入来接入变频器电源;并且接入变频器的电源必须经过滤波、稳定,保证接入变频器的电压没有波动。
2.主轴不能受到任何方向任何形式的撞击,主轴被撞击后动平衡会被破坏,甚至会导致轴承损坏,影响主轴使用寿命。
3.各个主轴通气后可达到密封状态,密封气流量请参考主轴外壳标签上的参数(必须严格控制密封气气压)。气压过大会破坏轴承的润滑脂或润滑系统,轴承失去润滑,主轴高速状态下轴承会损坏;气压过小则达不到密封作用。
主轴后端的换刀气压请参考主轴外壳上标签上参数,当换刀气压大于主轴外壳标签上参数时,气体会通过中间拉杆从前端转子锥面和夹头的贴合面、夹头缝隙吹出,起到清洁锥面的作用。特别是陶瓷插芯研磨的工艺,必须定期对锥面做清洁工作。
建议使用气压阀(带有压力表)调节气压,气压调节阀必须安装在靠近主轴密封气接口处,以保证进入主轴内的密封气压在规定范围内。而且进入主轴的换刀气、密封气都必须经过过滤以达到干燥、无尘的要求(具体过滤等级请参考下文)。
4.拆装夹头请使用配套的专业工具
5.必须根据现场切削条件来确定刀具选型、主轴转速等相关参数设定。
6.主轴的驱动电缆请使用我司配套的电缆,不能私自制作达不到要求的线缆。
7.建议对主轴使用水冷装置进行散热、冷却;同时需要定期检查水冷装置的运行情况,如果异常请立即停止使用主轴,排查和修复后才能使用。
8.请注意所使用夹头的锥面必须保持干净,无刮伤,否则会改变主轴转子前端锥面精度,导致无法锁紧刀具,造成掉刀、断刀的故障。
六、关于速科德
速科德电机科技Kasite丨德国SycoTec亚太服务中心——为工业机器人(金属及复合材料加工),PCB分板(铝基板、铜基板切割),数控机床改造(提升加工效率),义齿加工(氧化锆、钛合金,CAD CAM),广告行业(非金属材料、柔性材料加工),陶瓷插芯(内外圆研磨),微孔加工提供高速主轴&机器人成套解决方案。
","gnid":"9cabae02ebda19b94","img_data":[{"flag":2,"img":[{"desc":"","height":"717","title":"","url":"https://p0.ssl.img.360kuai.com/t01f110bf6fe9980836.jpg","width":"1200"},{"desc":"","height":"675","title":"","url":"https://p0.ssl.img.360kuai.com/t01a728b494a9394b14.jpg","width":"1200"}]}],"original":0,"pat":"art_src_3,fts0,sts0","powerby":"pika","pub_time":1690858080000,"pure":"","rawurl":"http://zm.news.so.com/a9b9fe460ea4507b970f6e30d071473f","redirect":0,"rptid":"42805bed832e6216","rss_ext":[],"s":"t","src":"速科德电机科技","tag":[],"title":"数控机床主轴品牌选择及选型,如何维护和保养?
巢柿黛2495普通车床产生锥度如何调试 -
巩唐翰14718974639 ______ 产生锥度主要有以下几方面原因一 :车头偏了.解决方法: 加持一根约100MM粗的棒料 ,车长度为100MM 见光,用千分尺量它的锥度 ,适当调整.一般情况下 允许误差在0.017以内二 :尾座偏了.解决方法: 加持一根棒料,外圆见光,千分尺 测量外径 根据误差 ,将磁力表座顶在尾座套筒外圆中心线,偏移尾座,偏移量为误差的一半,也就是50%,反复调整两次 直到达到要求.三 :最后的一种情况,也就是车床的轨道 磨损太严重了,大托板移动时,不是直线移动 产生工件带锥度.解决方法:修磨车床轨道,至达到要求.基本就是这些了 ,希望能帮上你
巢柿黛2495用车床加工外圆产生锥度的原因有那些 -
巩唐翰14718974639 ______ 轴心和刀架不平行,刀头磨的不好.
巢柿黛2495车削轴类零件时,产生锥度的原因在数控车床
巩唐翰14718974639 ______ ⑴用顶尖定位的长轴类零件,常因两顶尖不在一条轴线上(轴线有微小偏移)产生加工工件的锥度. ⑵刀架有微小的松动及刀尖磨损也会造成锥度.
巢柿黛2495数控车床车电机轴双顶尖为什么还会有锥度而且还有跳动 -
巩唐翰14718974639 ______ 尾座不居中,调整,跳动是顶尖老化,或主轴旷,或顶的太紧
巢柿黛2495数控车床 车长轴 为什么中间会有锥度 怎么解决啊! -
巩唐翰14718974639 ______ 直径20以上,长度又只有170这个不算细长轴,没必要用跟刀架,可以减小最后一刀的精车余量和进给量,增加刀具的锋利程度,改变刀具的几何角度,如斜刀改成90度切削,调整机床的间隙等.如果实在不行,就用你那方法再次调整程序.
巢柿黛2495车床车直线有锥度,请问机床有什么问题呢 -
巩唐翰14718974639 ______ 用直径35左右,长度150至200的生铁棍,精车的时候刀锋要好,转速在50以下、切削量尽量要小.车好后检测还有没有锥度,这样,才能准确判断出车床是否有问题.因为造成锥度的原因是不少的.
巢柿黛2495数控车床加工内孔是有几丝锥度,是什么原因引起的 -
巩唐翰14718974639 ______ 刀的刚性不好
巢柿黛2495数控车床车外圆有锥度,但锥度不稳定忽大忽小什么原因 -
巩唐翰14718974639 ______ 后尾座偏移没有对准卡盘的旋转中心.车床床头箱偏移与车床道轨不平行.还有车床道轨面摩损严重.刀具摩损.还有在车削的过程中刀具发热导致刀具膨胀伸长会产生倒锥.在加工细长轴的时候因为工件刚性差车刀车到中间的时候把工件顶弯...
巢柿黛2495车床加工皮带轮挖的孔有锥度 - --请教大神们帮帮忙 -
巩唐翰14718974639 ______ 有两种可能:1 )该车床长期加工短类零件,造成靠近卡盘出导轨磨损严重 . 2) 可能性较大,车床卡盘轴心线和导轨不平行. 解决办法1)在切削上控制锥度.2)调整床头和导轨的平行度 . 查看原帖>>
巢柿黛2495什么情况下车床会车出反锥度,郁闷两天了
巩唐翰14718974639 ______ 这个问题简单, 1、如果工件刚性好的情况下: 导轨严重磨损,但是前提是刀具中心偏高. 主轴轴线和导轨运动直线有夹角,但是通常是出厂就校好的. 2、工件刚性不够好 由于吃刀量大离卡盘远的地方工件被抬起,随着离卡盘的距离的变化,刚性也在变化,工件被抬起的程度也就越小,就形成刀具相对工件的中心在改变,所以就会出现这样的锥度.